Anda mungkin juga menyukai
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDari EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonPenilaian: 4 dari 5 bintang4/5 (1)
- Alloy 030Dokumen2 halamanAlloy 030Nookang SeaSunBelum ada peringkat
- Material Data Sheet: Manganese Bronze (High Strength Yellow Brass)Dokumen1 halamanMaterial Data Sheet: Manganese Bronze (High Strength Yellow Brass)Fred Duarte CaldeiraBelum ada peringkat
- इंटरनेट मानक - IS 2378 (1974): Code for designation of copper and copper alloys MTD 8: Copper and Copper AlloysDokumen16 halamanइंटरनेट मानक - IS 2378 (1974): Code for designation of copper and copper alloys MTD 8: Copper and Copper AlloysJOHOBelum ada peringkat
- AISI 1040 cs41Dokumen2 halamanAISI 1040 cs41Russell ShacklefordBelum ada peringkat
- AW - Datasheet - ALLOY 20 CB 3Dokumen2 halamanAW - Datasheet - ALLOY 20 CB 3.xBelum ada peringkat
- Az 92 A PDFDokumen8 halamanAz 92 A PDF孙俊磊Belum ada peringkat
- Super Alloy HASTELLOY (R) C276 (UNS N10276)Dokumen3 halamanSuper Alloy HASTELLOY (R) C276 (UNS N10276)Nguyễn HưngBelum ada peringkat
- AISI 1035 cs46Dokumen2 halamanAISI 1035 cs46Russell ShacklefordBelum ada peringkat
- Aisi 4340 Alloy Steel (Uns g43400)Dokumen3 halamanAisi 4340 Alloy Steel (Uns g43400)Aathithyan BalasubramaniamBelum ada peringkat
- Abstract of ASTM A320 A320M 2000Dokumen10 halamanAbstract of ASTM A320 A320M 2000Jesse ChenBelum ada peringkat
- Australian Steel StrengthDokumen5 halamanAustralian Steel StrengthDonald HamiltonBelum ada peringkat
- Am 362Dokumen16 halamanAm 362sunsirBelum ada peringkat
- Copperfil Cusi3: MIG-MAG Wires Nickel and Copper AlloysDokumen1 halamanCopperfil Cusi3: MIG-MAG Wires Nickel and Copper AlloyssatnamBelum ada peringkat
- 1982.salesky - Medium Carbon Steel Alloy Design For WearDokumen20 halaman1982.salesky - Medium Carbon Steel Alloy Design For WearMarlos HenriqueBelum ada peringkat
- Sae Ams 5556H-2008Dokumen8 halamanSae Ams 5556H-2008Mehdi MokhtariBelum ada peringkat
- SAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentDokumen2 halamanSAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentAnush Swaminathan100% (1)
- Metal or Alloy Kg/cu.m: Unit Conversion Tool - DownloadDokumen3 halamanMetal or Alloy Kg/cu.m: Unit Conversion Tool - DownloadRam AravindBelum ada peringkat
- Material - (1 4462)Dokumen2 halamanMaterial - (1 4462)Ashutosh PathakBelum ada peringkat
- 903 Datasheet 17Dokumen1 halaman903 Datasheet 17Fred Duarte CaldeiraBelum ada peringkat
- 875 Datasheet 16Dokumen1 halaman875 Datasheet 16Fred Duarte CaldeiraBelum ada peringkat
- Data Sheet CuZn20Al2AsDokumen1 halamanData Sheet CuZn20Al2AsJean Carlos Reyna PascualBelum ada peringkat
- Ams 5510 RDokumen6 halamanAms 5510 RikkuhBelum ada peringkat
- Aalco Metals LTD Stainless Steel 14462 Sheet and Plate 102Dokumen3 halamanAalco Metals LTD Stainless Steel 14462 Sheet and Plate 102Jessicalba LouBelum ada peringkat
- Toroid DatasheetDokumen5 halamanToroid Datasheetsenthilkumarm50Belum ada peringkat
- Aero Metal Alliance Aluminium Alloy QQ A 2504 0 Sheet 196Dokumen2 halamanAero Metal Alliance Aluminium Alloy QQ A 2504 0 Sheet 196jayalakshmivinothBelum ada peringkat
- Stainless Steel Grade 409 Properties and ApplicationsDokumen4 halamanStainless Steel Grade 409 Properties and ApplicationsAMBICA GroupBelum ada peringkat
- Stainless Steel 1.4462 Sheet & PlateDokumen3 halamanStainless Steel 1.4462 Sheet & PlatePaulBelum ada peringkat
- Bohler Fox S 308L-16Dokumen1 halamanBohler Fox S 308L-16HAKANBelum ada peringkat
- 1 4509Dokumen2 halaman1 4509Umesh KotadiaBelum ada peringkat
- Kits Power-Tek LM 700 Alu Tds 0919 enDokumen2 halamanKits Power-Tek LM 700 Alu Tds 0919 enIdlir LamiBelum ada peringkat
- 1.4521 444 X2Crmotinb18-2 S44400: C Si MN P S CR Mo Ti NBDokumen1 halaman1.4521 444 X2Crmotinb18-2 S44400: C Si MN P S CR Mo Ti NBRodrigo TeodoroBelum ada peringkat
- Thyssenkrupp Materials (UK) LTD Stainless Steel 1.4307 - 304LDokumen3 halamanThyssenkrupp Materials (UK) LTD Stainless Steel 1.4307 - 304LpabloBelum ada peringkat
- Stainless Steel 304 Data Sheet from thyssenkruppDokumen3 halamanStainless Steel 304 Data Sheet from thyssenkruppYoucef KherroubiBelum ada peringkat
- Heat Treatments For Improving The Weldability and Formability of Udimet 700Dokumen9 halamanHeat Treatments For Improving The Weldability and Formability of Udimet 700Enary SalernoBelum ada peringkat
- 17-7 Material PDFDokumen5 halaman17-7 Material PDFJothi ManiBelum ada peringkat
- Astm B 233Dokumen4 halamanAstm B 233Ryan LasacaBelum ada peringkat
- Failure Analysis of Welded Radiant Tubes Made of Cast Heat-Resisting SteelDokumen8 halamanFailure Analysis of Welded Radiant Tubes Made of Cast Heat-Resisting SteelCHONKARN CHIABLAMBelum ada peringkat
- DS7S1 - (1968) The Elevated-Temperature Properties of Selected SuperalloysDokumen28 halamanDS7S1 - (1968) The Elevated-Temperature Properties of Selected SuperalloysJacques StrappeBelum ada peringkat
- Sae Ams 5536N-2012Dokumen6 halamanSae Ams 5536N-2012Mehdi Mokhtari100% (1)
- Piping - MaterialsDokumen23 halamanPiping - MaterialsSuresh Ram RBelum ada peringkat
- Week 12Dokumen30 halamanWeek 12Furkan Can ERTUĞRULBelum ada peringkat
- Nickel Alloys Monel 400 N04400Dokumen4 halamanNickel Alloys Monel 400 N04400David Balboa VillenasBelum ada peringkat
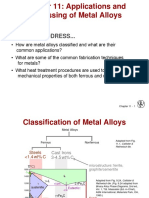
- Issues To Address... : Chapter 11 - 1Dokumen20 halamanIssues To Address... : Chapter 11 - 1Rowen PratherBelum ada peringkat
- Aalco Metals LTD - Aluminium Alloy 5083 0 H111 Sheet and Plate - 149 PDFDokumen2 halamanAalco Metals LTD - Aluminium Alloy 5083 0 H111 Sheet and Plate - 149 PDFOvidiu ChertesBelum ada peringkat
- Acero Inoxidable 253 MADokumen2 halamanAcero Inoxidable 253 MADavid Alonso Cortez BautistaBelum ada peringkat
- 11042016000000T - Thermanit 22 - 09 - Tig RodDokumen1 halaman11042016000000T - Thermanit 22 - 09 - Tig RodKonrad MatuszkiewiczBelum ada peringkat
- Issues To Address... : Chapter 11 - 1Dokumen32 halamanIssues To Address... : Chapter 11 - 1Irfan Satrio MardaniBelum ada peringkat
- Metal - Designation & PropertiesDokumen37 halamanMetal - Designation & Propertiesmyself_riteshBelum ada peringkat
- Johnson Cook 1985Dokumen18 halamanJohnson Cook 1985Anonymous fHPhDThBBelum ada peringkat
- CH 11Dokumen29 halamanCH 11Thays Nogueira RodriguesBelum ada peringkat
- Module 5 - Steel Alloy and Heat TreatmentDokumen1 halamanModule 5 - Steel Alloy and Heat TreatmentAzka RiggsBelum ada peringkat
- Monel 400 / UNS N44000 / DIN 2.4360: Industrial Piping ProductsDokumen3 halamanMonel 400 / UNS N44000 / DIN 2.4360: Industrial Piping ProductsSamkitBelum ada peringkat
- Aluminium Alloy 5083 PDFDokumen5 halamanAluminium Alloy 5083 PDFrajanBelum ada peringkat
- 410S Data Sheet PDFDokumen2 halaman410S Data Sheet PDFsanketpavi21Belum ada peringkat
- Material Data Sheet: Manganese Bronze (High Strength Yellow Brass)Dokumen1 halamanMaterial Data Sheet: Manganese Bronze (High Strength Yellow Brass)Fred Duarte CaldeiraBelum ada peringkat
- CH 11Dokumen35 halamanCH 11nur afifahBelum ada peringkat
- N33 Grade Neodymium Magnets DataDokumen1 halamanN33 Grade Neodymium Magnets DataSteve HsuBelum ada peringkat
- Metallic Material Specification: Title: AISI 8630 Mod Alloy Steel, 80 KSI Min Yield StrengthDokumen5 halamanMetallic Material Specification: Title: AISI 8630 Mod Alloy Steel, 80 KSI Min Yield StrengthReginaldo SantosBelum ada peringkat
- Grain Refinement of Austenitic Stainless Steel by Laser IrradiationDokumen8 halamanGrain Refinement of Austenitic Stainless Steel by Laser Irradiationfr hedaiatBelum ada peringkat
- AM Type 446Dokumen2 halamanAM Type 446fr hedaiat100% (1)
- Wang 2015Dokumen6 halamanWang 2015fr hedaiatBelum ada peringkat
- The Effect of Potential and Temperature On Crevice Corrosion Incubation Time For Stainless Steels in Diluted Chloride Ion EnvironmentDokumen8 halamanThe Effect of Potential and Temperature On Crevice Corrosion Incubation Time For Stainless Steels in Diluted Chloride Ion Environmentfr hedaiatBelum ada peringkat
- Laser WeldingDokumen18 halamanLaser WeldingFa HedaiatBelum ada peringkat
- دانلود شوووودDokumen1 halamanدانلود شوووودfr hedaiatBelum ada peringkat
- Displacive Transformations BhadeshiaDokumen12 halamanDisplacive Transformations BhadeshiaEryk RyzkoBelum ada peringkat
- MATERIALS SCIENCE INTRODUCTIONDokumen17 halamanMATERIALS SCIENCE INTRODUCTIONfr hedaiatBelum ada peringkat
- Vacuum Tower Column Criticality ReportDokumen3 halamanVacuum Tower Column Criticality Reportfr hedaiatBelum ada peringkat
- Micro-And Macroelectrochemical Studies of Pit Initiation at Mns Inclusions in Stainless Steels T. Suter and H. BöhniDokumen1 halamanMicro-And Macroelectrochemical Studies of Pit Initiation at Mns Inclusions in Stainless Steels T. Suter and H. Böhnifr hedaiatBelum ada peringkat
- 310 SDokumen2 halaman310 Sfr hedaiatBelum ada peringkat
- 15 - Metallurgy of WeldingDokumen14 halaman15 - Metallurgy of Weldingfr hedaiatBelum ada peringkat
- Key Figures from Chapters 3 and 4Dokumen4 halamanKey Figures from Chapters 3 and 4fr hedaiatBelum ada peringkat
- دانـــــــــــــــلودDokumen24 halamanدانـــــــــــــــلودfr hedaiatBelum ada peringkat
- Jbete 92Dokumen7 halamanJbete 92fr hedaiatBelum ada peringkat
- Figure 4-19Dokumen4 halamanFigure 4-19fr hedaiatBelum ada peringkat
- مقدمه اي بر انتقال حرارت- دانشگاه صنعتي شريفDokumen105 halamanمقدمه اي بر انتقال حرارت- دانشگاه صنعتي شريفalireza naseriBelum ada peringkat
- 16-Welding of AlloysDokumen10 halaman16-Welding of Alloysfr hedaiatBelum ada peringkat
- Laser WeldingDokumen18 halamanLaser WeldingFa HedaiatBelum ada peringkat
- Electrochemical MachiningDokumen7 halamanElectrochemical Machiningfr hedaiatBelum ada peringkat
- Materials Engineering Science Mesc. 5025 Instructor: Herve Marand Amorphous SolidsDokumen11 halamanMaterials Engineering Science Mesc. 5025 Instructor: Herve Marand Amorphous Solidsfr hedaiatBelum ada peringkat
- 9 - PawDokumen7 halaman9 - Pawfr hedaiatBelum ada peringkat
- Sheet Metal Forming PDFDokumen6 halamanSheet Metal Forming PDFMada PerwiraBelum ada peringkat
- Characterization of Calcareous Deposits in Artificial Sea Water by Impedance Techniques-Deposit of CaCO3 Without MG (OH) 2Dokumen11 halamanCharacterization of Calcareous Deposits in Artificial Sea Water by Impedance Techniques-Deposit of CaCO3 Without MG (OH) 2fr hedaiatBelum ada peringkat
- Exam 12005 Solution KeyDokumen5 halamanExam 12005 Solution Keyfr hedaiatBelum ada peringkat
- D14 014Dokumen11 halamanD14 014fr hedaiatBelum ada peringkat
- Mechanics and Thermodynamics On The Stress and Hydrogen Interaction in Crack Tip Stress Corrosion Exper PDFDokumen13 halamanMechanics and Thermodynamics On The Stress and Hydrogen Interaction in Crack Tip Stress Corrosion Exper PDFfr hedaiatBelum ada peringkat
- Iron Pipe CorrossionDokumen25 halamanIron Pipe Corrossionkeith2438Belum ada peringkat
- Pitting Corrosion Due To Deposits in Cooling Water SystemsDokumen12 halamanPitting Corrosion Due To Deposits in Cooling Water SystemsAnonymous 1XHScfCIBelum ada peringkat
- Peek - POLYETHER ETHER KETONEDokumen58 halamanPeek - POLYETHER ETHER KETONEBryan Jesher Dela Cruz100% (1)
- Example of Box Girder Bridge CalculationDokumen79 halamanExample of Box Girder Bridge Calculationaltarzakov100% (2)
- Liebherr Hs DimensionsDokumen12 halamanLiebherr Hs DimensionsLiebherrBelum ada peringkat
- CE037 Hydrology Engineering RAJ 000Dokumen114 halamanCE037 Hydrology Engineering RAJ 000chandima priyamalBelum ada peringkat
- Fracture Mechanics Study Compact Tension SpecimenDokumen7 halamanFracture Mechanics Study Compact Tension SpecimencsmanienBelum ada peringkat
- Multistage CompressorDokumen12 halamanMultistage CompressorFahmi AliBelum ada peringkat
- Trapezoidal Rule and Simpson's RuleDokumen5 halamanTrapezoidal Rule and Simpson's RuleSai VandanaBelum ada peringkat
- Advanced Control Using Matlab PDFDokumen564 halamanAdvanced Control Using Matlab PDFYousef SardahiBelum ada peringkat
- Electrical Characteristics of CablesDokumen32 halamanElectrical Characteristics of CablesSupakint Suteepichatpunt100% (1)
- Free Fall: Objective: The Purpose of This Experiment Is To Prove ThatDokumen5 halamanFree Fall: Objective: The Purpose of This Experiment Is To Prove ThatSunday Glo M. Cabuyao100% (1)
- PLC Simulation ReportDokumen62 halamanPLC Simulation ReportAsraful Goni NirabBelum ada peringkat
- Physics Notes On Elementary ParticlesDokumen0 halamanPhysics Notes On Elementary Particleswww.bhawesh.com.npBelum ada peringkat
- Universal temperature transmitter for HART protocolDokumen16 halamanUniversal temperature transmitter for HART protocolALI5034Belum ada peringkat
- Neuber Plasticity Correction R&O Material CurveUR2202Dokumen1 halamanNeuber Plasticity Correction R&O Material CurveUR2202Eduardo Javier Granados SanchezBelum ada peringkat
- Physics QuestionsDokumen25 halamanPhysics QuestionsCarlos KasambiraBelum ada peringkat
- Experiment 1 Solubility of Organic CompoundsDokumen2 halamanExperiment 1 Solubility of Organic CompoundsJamica AmbionBelum ada peringkat
- Machining Processes SyllabusDokumen2 halamanMachining Processes SyllabusshailkhanBelum ada peringkat
- Simple Lifting Machines MyDokumen14 halamanSimple Lifting Machines MyAkash SinghBelum ada peringkat
- Contrasts Between Finite and Infinite Dimensional Spaces and Between Normed and Inner Product SpacesDokumen5 halamanContrasts Between Finite and Infinite Dimensional Spaces and Between Normed and Inner Product SpacesQuinton WestrichBelum ada peringkat
- ADS Layout ManualDokumen343 halamanADS Layout Manualravi100% (5)
- Monninghoff 546 - DatasheetDokumen11 halamanMonninghoff 546 - DatasheetirfannadineBelum ada peringkat
- HQD Series Meters and IntelliCAL Probes Data Sheet (Lit 2599)Dokumen8 halamanHQD Series Meters and IntelliCAL Probes Data Sheet (Lit 2599)prannoyBelum ada peringkat
- Engineering Statistics and Probability Chapter 3 PDFDokumen25 halamanEngineering Statistics and Probability Chapter 3 PDFcarl domingoBelum ada peringkat
- Comment On "The One-Dimensional Harmonic Oscillator PDFDokumen2 halamanComment On "The One-Dimensional Harmonic Oscillator PDFJosé HoyosBelum ada peringkat
- Sol 4Dokumen10 halamanSol 4Stian BilekBelum ada peringkat
- 3se3 100-1caDokumen5 halaman3se3 100-1cadainheniBelum ada peringkat
- Micro Diaphragm Gas Sampling Pumps: Operating and Installation InstructionsDokumen12 halamanMicro Diaphragm Gas Sampling Pumps: Operating and Installation Instructionssunilsheelavant100% (1)
- Electric Field and Coulomb's LawDokumen19 halamanElectric Field and Coulomb's LawYukiko HachiBelum ada peringkat
- Weather CardDokumen2 halamanWeather Cardmekstone100% (1)
- 3bit Flash ADC 180nmDokumen6 halaman3bit Flash ADC 180nmMurali ShettyBelum ada peringkat