Anda mungkin juga menyukai
- Attachment 1 - API 650 Sections 7 and 8Dokumen17 halamanAttachment 1 - API 650 Sections 7 and 8Carlos GutierrezBelum ada peringkat
- TritopDokumen11 halamanTritopgaps1986Belum ada peringkat
- BoquillasDokumen127 halamanBoquillasDiegx OchoaBelum ada peringkat
- C2quick PDFDokumen54 halamanC2quick PDFCarlos Gutierrez100% (1)
- ReadmeDokumen1 halamanReadmeCarlos GutierrezBelum ada peringkat
- Keystone Fig. 60 Butterfly ValveDokumen8 halamanKeystone Fig. 60 Butterfly ValveCarlos GutierrezBelum ada peringkat
- PVC & Mil of Lime Hdpe y CsDokumen60 halamanPVC & Mil of Lime Hdpe y CsCarlos GutierrezBelum ada peringkat
- EulaDokumen2 halamanEulaKukuh DialosaBelum ada peringkat
- Ads-18-2005-Ca - Cge-Contrato U Orden de Compra o de ServicioDokumen2 halamanAds-18-2005-Ca - Cge-Contrato U Orden de Compra o de ServicioCarlos GutierrezBelum ada peringkat
- API 650 Des PDFDokumen13 halamanAPI 650 Des PDFDhakshina K100% (1)
- Dust Control Nozzle Selection PDFDokumen4 halamanDust Control Nozzle Selection PDFsyamsudin2006Belum ada peringkat
- BETE EngineeringInformationDokumen9 halamanBETE EngineeringInformationCarlos GutierrezBelum ada peringkat
- HDPE FittingsApril2012Dokumen110 halamanHDPE FittingsApril2012Carlos GutierrezBelum ada peringkat
- Clamp Mount MixersDokumen1 halamanClamp Mount MixersCarlos GutierrezBelum ada peringkat
- Info02e5 Safety ValveDokumen2 halamanInfo02e5 Safety ValveCarlos GutierrezBelum ada peringkat
- Info99e6-Definition of TermsDokumen2 halamanInfo99e6-Definition of TermsCarlos GutierrezBelum ada peringkat
- Info01e1-Piston Pumps-Rio Capim+IncoDokumen2 halamanInfo01e1-Piston Pumps-Rio Capim+IncoCarlos GutierrezBelum ada peringkat
- Experience MinebackfillDokumen5 halamanExperience MinebackfillCarlos Gutierrez0% (1)
- FRP Above Ground Installation ManualDokumen32 halamanFRP Above Ground Installation ManualCarlos GutierrezBelum ada peringkat
- HDPE For Storage TanksDokumen38 halamanHDPE For Storage TanksCarlos GutierrezBelum ada peringkat
- TM - 1050 - Resil - 2010-08 RESILIENT SEATED BUTTERFLY VALVES PDFDokumen21 halamanTM - 1050 - Resil - 2010-08 RESILIENT SEATED BUTTERFLY VALVES PDFCarlos GutierrezBelum ada peringkat
- Tuberia Astm A53Dokumen2 halamanTuberia Astm A53Carlos GutierrezBelum ada peringkat
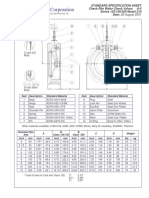
- Valve Specification Sheet for Ritepro CorporationDokumen2 halamanValve Specification Sheet for Ritepro CorporationCarlos GutierrezBelum ada peringkat
- 04 6 200 5Dokumen1 halaman04 6 200 5Carlos GutierrezBelum ada peringkat
- A5 210 PDFDokumen2 halamanA5 210 PDFCarlos GutierrezBelum ada peringkat
- Install and maintain Check Rite wafer check valvesDokumen18 halamanInstall and maintain Check Rite wafer check valvesRoman Arango Herrera0% (1)
- 04 6 200 5Dokumen1 halaman04 6 200 5Carlos GutierrezBelum ada peringkat
- G - Catalogo General Rite PDFDokumen11 halamanG - Catalogo General Rite PDFCarlos GutierrezBelum ada peringkat
- 5 - ChecksizeDokumen26 halaman5 - ChecksizeCarlos GutierrezBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Research Proposal On Composites - Study Plan-2Dokumen5 halamanResearch Proposal On Composites - Study Plan-2Zeeshan HaiderBelum ada peringkat
- Basic of Casting, Gates and Risers PDFDokumen39 halamanBasic of Casting, Gates and Risers PDFWeld TechBelum ada peringkat
- Difference-Between FRP and GRP PDFDokumen3 halamanDifference-Between FRP and GRP PDFparesh_patsBelum ada peringkat
- Fiber Reinforced Concrete PresentationDokumen21 halamanFiber Reinforced Concrete PresentationAnand PradhanBelum ada peringkat
- Wearplate en 09v5Dokumen3 halamanWearplate en 09v5BepdjBelum ada peringkat
- Adhesive Bonding of Resin Composite To Various TitDokumen8 halamanAdhesive Bonding of Resin Composite To Various TitSirbu OanaBelum ada peringkat
- Experimental Study On The Behaviour of Steel Fibre Reinforced ConcreteDokumen90 halamanExperimental Study On The Behaviour of Steel Fibre Reinforced Concretedeviprasadh.a90% (42)
- Filon Overview Brochure 09 2015Dokumen6 halamanFilon Overview Brochure 09 2015Engr Qaisar NazeerBelum ada peringkat
- Cytotoxicity of Different Composite Resins On Human Gingival Fibroblast Cell LinesDokumen8 halamanCytotoxicity of Different Composite Resins On Human Gingival Fibroblast Cell LinesLavinia GheorghitaBelum ada peringkat
- PI Dynasylan GLYMO PDFDokumen3 halamanPI Dynasylan GLYMO PDFLastriBelum ada peringkat
- Notes On Sandwich MaterialsDokumen57 halamanNotes On Sandwich Materialsarcadio_buendiaBelum ada peringkat
- Investigation of Spring Back in Composite MaterialDokumen46 halamanInvestigation of Spring Back in Composite MaterialJHOSDOUGLASBelum ada peringkat
- Fiber Reinforced ConcreteDokumen14 halamanFiber Reinforced ConcretenutakkivaralakshmiBelum ada peringkat
- Finite Element Analysis of Laminated Composite Pressure VesselsDokumen6 halamanFinite Element Analysis of Laminated Composite Pressure VesselssrivatsanBelum ada peringkat
- Jcs 04 00148Dokumen19 halamanJcs 04 00148HARSHIT MAITHILBelum ada peringkat
- Marmara University Investigation of Mechanical Behavior of Particulate Reinforced Titanium Matrix CompositesDokumen150 halamanMarmara University Investigation of Mechanical Behavior of Particulate Reinforced Titanium Matrix CompositessmylmrBelum ada peringkat
- FDM Systems and Materials Overview - en BrochureDokumen13 halamanFDM Systems and Materials Overview - en BrochureShabi HadashBelum ada peringkat
- F F O P L: Epofine - 740 / Finehard - 918 / Accelerator - 062Dokumen4 halamanF F O P L: Epofine - 740 / Finehard - 918 / Accelerator - 062Karishma Prabhu100% (1)
- General Introduction Introduction of Composites: Historical Development / Historical Overview: PastDokumen514 halamanGeneral Introduction Introduction of Composites: Historical Development / Historical Overview: PastMuthuvel MBelum ada peringkat
- Instron Universal Testing Machine SOPDokumen12 halamanInstron Universal Testing Machine SOPGuang Wen Guang WenBelum ada peringkat
- Design Unlimited: Baydur & BayflexDokumen12 halamanDesign Unlimited: Baydur & BayflexChanakyaBelum ada peringkat
- Bill of Quantities (Boq)Dokumen22 halamanBill of Quantities (Boq)DADADADGGGBelum ada peringkat
- The Static Analysis of Composite Aircraft Wing BoxDokumen12 halamanThe Static Analysis of Composite Aircraft Wing BoxSiva BhaskarBelum ada peringkat
- Nptel Learning Courses Structural Health Monitoring of CompositesDokumen305 halamanNptel Learning Courses Structural Health Monitoring of Compositesaurora borealissBelum ada peringkat
- Construction and Building Materials: Mohammad Hajsadeghi, Chee Seong Chin, Stephen W. JonesDokumen15 halamanConstruction and Building Materials: Mohammad Hajsadeghi, Chee Seong Chin, Stephen W. JonesMarciano TonattoBelum ada peringkat
- Hydrogen Storage Using Lightweight TanksDokumen19 halamanHydrogen Storage Using Lightweight Tanksbmsprague100% (1)
- Sensitivity Analysis of Clock Spring Repair To Hydrogen Gas-Effect On Burst PressureDokumen28 halamanSensitivity Analysis of Clock Spring Repair To Hydrogen Gas-Effect On Burst Pressuregerry_ndutzBelum ada peringkat
- Fabric Geometry Models for Predicting Mechanical PropertiesDokumen8 halamanFabric Geometry Models for Predicting Mechanical PropertiesMasud Rana100% (1)
- 1992 LADEVEZE Damage Modelling of The Elementary Ply For Composite MaterialsDokumen11 halaman1992 LADEVEZE Damage Modelling of The Elementary Ply For Composite MaterialsMarcos Manuel Azcaray RiveraBelum ada peringkat
- Mechanical, Electrical, and Thermal Properties of Graphene Nanosheet/aluminum Nitride CompositesDokumen7 halamanMechanical, Electrical, and Thermal Properties of Graphene Nanosheet/aluminum Nitride CompositesKaivalya SawantBelum ada peringkat