Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- PROJECT STANDARD and SPECIFICATIONS Instrumentation Specifications Rev01webDokumen8 halamanPROJECT STANDARD and SPECIFICATIONS Instrumentation Specifications Rev01webhiyeonBelum ada peringkat
- 93-1315 Deoiling ManualDokumen269 halaman93-1315 Deoiling ManualManash Mudoi100% (2)
- Establishing Scientifically Justified Acceptance Criteria For The Cleaning Validation of Apis (Active Pharmaceutical Ingredients) (Le Blanc)Dokumen6 halamanEstablishing Scientifically Justified Acceptance Criteria For The Cleaning Validation of Apis (Active Pharmaceutical Ingredients) (Le Blanc)jorgeBelum ada peringkat
- Design of Fatigue StrengthDokumen21 halamanDesign of Fatigue StrengthRaviteja VgaBelum ada peringkat
- DentinDokumen133 halamanDentindentistry24100% (1)
- Fluid Flow PDFDokumen55 halamanFluid Flow PDFHarrrison100% (1)
- Astm 2Dokumen5 halamanAstm 2carlos salinasBelum ada peringkat
- USP-NF Strong Ammonia SolutionDokumen2 halamanUSP-NF Strong Ammonia SolutionyoussufBelum ada peringkat
- Comsol Simulation of A 2.45 GHZ Electron Cyclotron Resonance Argon PlasmaDokumen4 halamanComsol Simulation of A 2.45 GHZ Electron Cyclotron Resonance Argon PlasmaArjav VashiBelum ada peringkat
- Sun & McDonough (1989) PDFDokumen34 halamanSun & McDonough (1989) PDFVictor ValdiviaBelum ada peringkat
- Chemistry 9 Chap 1 Long QADokumen17 halamanChemistry 9 Chap 1 Long QAAkbar Ali AhmedBelum ada peringkat
- Culverts DesignDokumen21 halamanCulverts DesignNani CherryBelum ada peringkat
- Steel QuizDokumen2 halamanSteel Quizjakeer7Belum ada peringkat
- Reinforced Concrete Column Design QuestionsDokumen4 halamanReinforced Concrete Column Design QuestionssrikanthBelum ada peringkat
- A-3 LM Sol (Pulley)Dokumen28 halamanA-3 LM Sol (Pulley)rockingjoeBelum ada peringkat
- 17-Oil Centrifuge PDFDokumen89 halaman17-Oil Centrifuge PDFUmangtarangBelum ada peringkat
- Carbonate Equilibria in Natural WatersDokumen26 halamanCarbonate Equilibria in Natural WatersNacorn PanchanawapornBelum ada peringkat
- Flexible PavementsDokumen13 halamanFlexible PavementsAhmad NajiBelum ada peringkat
- Plain Concrete FootingDokumen6 halamanPlain Concrete FootingAnonymous mcHqIfbnV1Belum ada peringkat
- Production Technology Course OutDokumen5 halamanProduction Technology Course Outmurjass85Belum ada peringkat
- MSDS - Robond L-330 - ISS130910Dokumen7 halamanMSDS - Robond L-330 - ISS130910Anonymous pXU4tefJBelum ada peringkat
- D3376-14 Standard Test Methods of Sampling and Testing Pulps To Be Used in The Manufacture of Electrical InsulationDokumen10 halamanD3376-14 Standard Test Methods of Sampling and Testing Pulps To Be Used in The Manufacture of Electrical Insulationastewayb_964354182Belum ada peringkat
- MNL 67-2009 PDFDokumen128 halamanMNL 67-2009 PDFlolo100% (2)
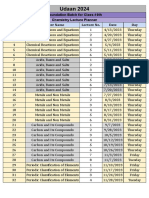
- Lecture Planner - Chemistry PDF OnlyDokumen1 halamanLecture Planner - Chemistry PDF OnlyJai ChandBelum ada peringkat
- 150 CDokumen13 halaman150 Crobert carbungcoBelum ada peringkat
- Mnemonics ExampleDokumen10 halamanMnemonics ExampleArchana PattnaikBelum ada peringkat
- Mahatma Jyotirao Govindrao PhuleDokumen12 halamanMahatma Jyotirao Govindrao PhuleSagar V. ThakkarBelum ada peringkat
- Chapter 1-Bipolar Junction Transistor (BJT)Dokumen78 halamanChapter 1-Bipolar Junction Transistor (BJT)Manish Kumar VermaBelum ada peringkat
- PRC and Pro-Seal: Aerospace Sealants Application GuideDokumen4 halamanPRC and Pro-Seal: Aerospace Sealants Application GuidefloreiaBelum ada peringkat
- Handout BottleneckDokumen7 halamanHandout BottleneckVenkatesh NenavathBelum ada peringkat