Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Re Voltage StabilityDokumen27 halamanRe Voltage StabilityTravis WoodBelum ada peringkat
- Anandaram BaruaDokumen1 halamanAnandaram BaruaTravis WoodBelum ada peringkat
- 1363 Bolts and Nut Standard PDFDokumen7 halaman1363 Bolts and Nut Standard PDFTravis WoodBelum ada peringkat
- Ceramic Manufacturing PDFDokumen41 halamanCeramic Manufacturing PDFTravis WoodBelum ada peringkat
- KSEB Technical SPec PDFDokumen279 halamanKSEB Technical SPec PDFTravis WoodBelum ada peringkat
- Unidirectional Corona RingDokumen2 halamanUnidirectional Corona RingTravis WoodBelum ada peringkat
- Gear Design For Quiet Reduction GearDokumen8 halamanGear Design For Quiet Reduction GearTravis WoodBelum ada peringkat
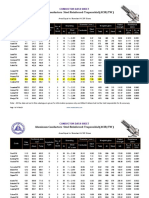
- Aluminum Conductors Steel Reinforced-Trapezoidal (ACSR/TW)Dokumen4 halamanAluminum Conductors Steel Reinforced-Trapezoidal (ACSR/TW)Travis WoodBelum ada peringkat
- April Is The Cruellest MonthDokumen1 halamanApril Is The Cruellest MonthTravis WoodBelum ada peringkat
- Analysis of Grading Ring and Heat Sink Impact on Surge Arrester PerformanceDokumen7 halamanAnalysis of Grading Ring and Heat Sink Impact on Surge Arrester PerformanceTravis WoodBelum ada peringkat
- Enhanced Performance of Zinc Oxide Arrester by Simple Modification in Processing and Design 2169 0022.1000135Dokumen6 halamanEnhanced Performance of Zinc Oxide Arrester by Simple Modification in Processing and Design 2169 0022.1000135Travis WoodBelum ada peringkat
- Overhead Conductor Installation Guide: Recommended PracticesDokumen20 halamanOverhead Conductor Installation Guide: Recommended Practicesvjs270385Belum ada peringkat
- Study of Single and Double Sampling PlansDokumen14 halamanStudy of Single and Double Sampling PlansTravis WoodBelum ada peringkat
- Double Sampling-Wha It Means PDFDokumen17 halamanDouble Sampling-Wha It Means PDFTravis WoodBelum ada peringkat
- Transformer Factory Assembly Area LayoutDokumen55 halamanTransformer Factory Assembly Area LayoutTravis Wood100% (2)
- En 10204-2004 Metallic Products - Types of Inspection DocumentsDokumen10 halamanEn 10204-2004 Metallic Products - Types of Inspection DocumentsDalamagas KwnstantinosBelum ada peringkat
- CT Grounding To Avoid Nuisance TrippingDokumen2 halamanCT Grounding To Avoid Nuisance TrippingTravis WoodBelum ada peringkat
- Ehv Disconnectors For Smart GridDokumen2 halamanEhv Disconnectors For Smart GridTravis WoodBelum ada peringkat
- 3 Sec-III-Hardware Fittings & AccessoriesDokumen49 halaman3 Sec-III-Hardware Fittings & AccessoriesTravis WoodBelum ada peringkat
- Innovative Adhesive For Sandwich SystemsDokumen20 halamanInnovative Adhesive For Sandwich SystemsTravis WoodBelum ada peringkat
- Spacer Damper IssuesDokumen5 halamanSpacer Damper IssuesTravis WoodBelum ada peringkat
- Fretting Fatigue in Overhead ConductorsDokumen16 halamanFretting Fatigue in Overhead ConductorsTravis WoodBelum ada peringkat
- Mud Architecture: I J I R S E TDokumen6 halamanMud Architecture: I J I R S E TJazzBelum ada peringkat
- SPEED Continuous Panels Plants Design IssuesDokumen18 halamanSPEED Continuous Panels Plants Design IssuesTravis WoodBelum ada peringkat
- SPEED Continuous Panels Plants Design IssuesDokumen18 halamanSPEED Continuous Panels Plants Design IssuesTravis WoodBelum ada peringkat
- CB Spec SvenskaDokumen44 halamanCB Spec SvenskaTravis WoodBelum ada peringkat
- ElectricalDokumen34 halamanElectricalTravis WoodBelum ada peringkat
- Anil Agarwal: Research: Mud As A Traditional Building MaterialDokumen10 halamanAnil Agarwal: Research: Mud As A Traditional Building MaterialTravis WoodBelum ada peringkat
- An Introduction To Conway's Games and NumbersDokumen30 halamanAn Introduction To Conway's Games and NumbersSilentSparrow98Belum ada peringkat
- Bolt InterlocksDokumen5 halamanBolt InterlocksTravis WoodBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Solving The Simandoux EquationDokumen15 halamanSolving The Simandoux Equationjose_rarmenta100% (1)
- Practice Chapter 18 Carboxylic AcidsDokumen0 halamanPractice Chapter 18 Carboxylic AcidsRochelle BartiletBelum ada peringkat
- A Method of Solving Certain Nonlinear DiophantineDokumen3 halamanA Method of Solving Certain Nonlinear DiophantineArsh TewariBelum ada peringkat
- Physics SL Paper 3 TZ2Dokumen20 halamanPhysics SL Paper 3 TZ2Dongjean SeoBelum ada peringkat
- 1981 - Leeper - Wet Cooling Tower - Rule of Thumb Design and SimulationDokumen32 halaman1981 - Leeper - Wet Cooling Tower - Rule of Thumb Design and SimulationGuilherme Venturi RonchiBelum ada peringkat
- The Theory of Engineering DrawingDokumen370 halamanThe Theory of Engineering Drawingcocotess100% (1)
- 1 Design Basis 1.1 Material and Properties 1.1 Material and PropertiesDokumen13 halaman1 Design Basis 1.1 Material and Properties 1.1 Material and PropertiesDarshan PanchalBelum ada peringkat
- Carrefour-SA Shopping Center TurkeyDokumen2 halamanCarrefour-SA Shopping Center TurkeyVineet JogalekarBelum ada peringkat
- Reability PDFDokumen396 halamanReability PDFMarcelo Ziulkoski100% (1)
- MD2 Exam PDFDokumen319 halamanMD2 Exam PDFSiN XBelum ada peringkat
- ES 15 Lec 9 Dimensional Analysis and SimilitudeDokumen28 halamanES 15 Lec 9 Dimensional Analysis and SimilitudeAngela Mae LopezBelum ada peringkat
- CBR Lab Report: Soil Subgrade TestingDokumen4 halamanCBR Lab Report: Soil Subgrade Testingsdcsdcdcw33% (3)
- Fluidized Bed CombustionDokumen600 halamanFluidized Bed Combustionvikasnar100% (7)
- Irjet V5i5256 PDFDokumen5 halamanIrjet V5i5256 PDFMuhsinaBelum ada peringkat
- Analysis of Truss Using Abaqus SoftwareDokumen7 halamanAnalysis of Truss Using Abaqus SoftwareKarthick NBelum ada peringkat
- S P I C e J e T Q U e S T I o N SDokumen43 halamanS P I C e J e T Q U e S T I o N SDharavGosaliaBelum ada peringkat
- 079322C Int MR LD Int 1543 0004 3427 01Dokumen1 halaman079322C Int MR LD Int 1543 0004 3427 01bolat.kukuzovBelum ada peringkat
- Chapter 3 Dynamics of Robotics SystemDokumen38 halamanChapter 3 Dynamics of Robotics SystemAddisuSaafooBelum ada peringkat
- Led t5 Eco Batten - 93044476 - Lbte 4 5 WW 1ft Eco - 221864 - EmeaDokumen3 halamanLed t5 Eco Batten - 93044476 - Lbte 4 5 WW 1ft Eco - 221864 - EmeaNailza BizerraBelum ada peringkat
- 4-1 r14Dokumen12 halaman4-1 r14hafizgBelum ada peringkat
- 1117 1 M-Ary Signals PART 1Dokumen11 halaman1117 1 M-Ary Signals PART 1PARKSANGWOOKBelum ada peringkat
- Numerical Analysis 1Dokumen21 halamanNumerical Analysis 1Maged Mohammad Hassan100% (1)
- Dosing Pump Innovata Drive ConceptDokumen5 halamanDosing Pump Innovata Drive ConceptgarpBelum ada peringkat
- Topic 4 - Probability (Old Notes)Dokumen22 halamanTopic 4 - Probability (Old Notes)Pradeep100% (1)
- Change Your MotionDokumen4 halamanChange Your MotionreynandcpcBelum ada peringkat
- Lab 6 SpectrophotometerDokumen11 halamanLab 6 SpectrophotometerChing Wai YongBelum ada peringkat
- Mohit SIR LATEST Notes (GATE+ESE-2020) )Dokumen5 halamanMohit SIR LATEST Notes (GATE+ESE-2020) )Vipul MetaBelum ada peringkat
- Formulae and Design Rules To Ec2Dokumen45 halamanFormulae and Design Rules To Ec2moodoo100% (4)
- Basic Simulation LabDokumen69 halamanBasic Simulation LabkamalahasanmBelum ada peringkat
- Activated Carbon From Cherry StonesDokumen6 halamanActivated Carbon From Cherry StonesQussay AhmedBelum ada peringkat