IJSTE - International Journal of Science Technology & Engineering | Volume 3 | Issue 08 | February 2017
ISSN (online): 2349-784X
Review on Implementation of Six Sigma DMAIC
Methodology in Manufacturing Industries
Nirav Sindha Kinjal Suthar
PG Student (Production Technology) Assistant Professor
Department of Mechanical Engineering Department of Mechanical Engineering
Parul Institute of Technology Parul University India Parul Institute of Technology Parul University India
Abstract
Higher Productivity achievement is very crucial factor for the field of production. With the High productivity various other
factors must be taken in to consideration in manufacturing industries such as global competitors, diversity in product range, lead
time and customer demand in terms of quality and quantity. A new benchmark called Six Sigma has been invented for dealing
with all these needs. Six sigma is a quality initiative which reduces variations in a process and helps to lower the cost of product
as well as process. The objective of this paper is to review and examine the advancement and encounters of six sigma practices
in Global manufacturing Industries and identify the key tools for each step in successful Six Sigma project executions. The paper
also integrates the lessons learned from successful six sigma projects and their prospective applications in various manufacturing
Industries. In today scenario, many global manufacturing industries operate their processes at the two to four sigma quality
levels.
Keywords: Six Sigma, DMAIC Methodology, Productivity Improvement
________________________________________________________________________________________________________
I. INTRODUCTION
Competitive scenario, the markets are becoming global & economic conditions are changing fast. Customers are very quality
conscious & demand for high quality product at competitive prices with product variety and reduced lead-time. Companies are
facing tough challenge to respond to the needs of customer while keeping manufacturing & other related costs down .The
companies are striving for their very survival. Companies can cut down their costs by reducing the production of defective parts.
This is what Six Sigma is all about. Six Sigma is disciplined, focused and scientific problem solving technique, which uses
statistical and non-statistical tools integrated with methodology to bring down number of defects to 3.4 defects per million
opportunities in any process [13]. Six Sigma is a quality management program to achieve Six Sigma levels of quality. Six
Sigma stands for six standard deviations (sigma is a Greek letter used to represent standard deviations in statistics). Motorola
pioneered it in mid 1980s, which began seeing, benefits just two-year later.
Six Sigma was developed by Mikel Harry. The program gained publicity when Motorola won the Malcolm Baldrige award
(MBNQA). Some of the pioneering companies, which used Six Sigma at very beginning, are ABB, General Electric (GE), and
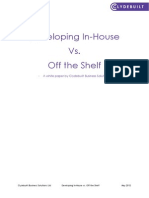
Allied signal, Texas Instruments. Figure 1 shows basic definition of Six Sigma process. [13]
Fig. 1: Six sigma definition
Six Sigma implementation uses five step DMAIC (Define, Measure, Analyze, Improve and Control) methodology & DMADV
(Define, Measure, Analyze, Design and Verify) methodology is adopted for new product developments. From the viewpoint of
the customer of a product or service, value can be defined as any action or process that the customer would be willing to pay
for.
All rights reserved by www.ijste.org 168
Review on Implementation of Six Sigma DMAIC Methodology in Manufacturing Industries
(IJSTE/ Volume 3 / Issue 08 / 029)
The six sigma method includes measured and reported financial results, uses additional, more advanced data analysis tools,
focuses on customer concerns, and uses project management tools and methodology.
Six Sigma = TQM (CQI) + Stronger Customer Focus + Additional Data Analysis Tools+
Financial Results+ Project Management.
II. DMAIC METHODOLOGY
The DMAIC means Define, Measure, Analyses, Improve and Control. These all work together to create the DMAIC process.
The tools of Six Sigma are most often applied within a simple performance improvement model known as Define-Measure-
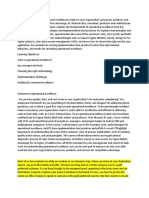
Analyze-Improve-Control, or DMAIC. DMAIC is summarized in Figure 2. DMAIC is used when a projects goal can be
accomplished by improving an existing product, process, or service.
Fig. 2: DMAIC Six sigma methodology
Table - 1
Key steps of six sigma DMAIC Process[14]
Steps Key processes
Define the requirements and expectation of the customers.
Define Define the project boundaries.
Define the process by mapping the business flow.
Measure the process to satisfy customers need.
Measure
Develop a data collection plan. Collect and compare data to determine issues and shortfalls.
Analyze the causes of defect and sources of variation.
Analyze
Determine the variation in the process. Prioritize opportunities for future improvement.
Improve Improve the process to eliminate variation. Develop creative alternatives and implement enhanced plan.
Control process variations to meet customer requirements.
Control Develop a strategy to monitor and control the improved process.
Implement the improvements of systems and structures.
General overview of Literature review
Define
The top management shall identify the problem according to customer feedback, strategy and mission of company, define
customer requirements, and set goal. In this phase all the research papers are define the project with the help of some tools like
brainstorming, pareto chart data , Sipoc diagram, project charter etc.In this phase they identify the problem as well as its product
family.
Measure
Measurement is a key transitional step on Six Sigma road, one that helps the project team refined the problem and being the
search for root causes which will be the objective of Analyze step in DMAIC. Therefore, the project team needs to validate
problem/process, refine problem/goal, and measure key steps/input. In this phase they collect the appropriate data for that
problem and show it with the help of Paretocharts, control charts, spc methods. Like riveting process [1] ,transportation problem
there place with quality of product[2,4] , exporting problem[3],shrinkage problem [5],Rolling machine process [6] ,Defects in
manufacturing of circuits[7] , numbert of engine reject[8].
Analyze
In analyze stage, the project team shall use data analysis tools and process analysis techniques to identify and verify root causes
of the problem. For the reason, the project team needs to develop causal hypotheses, identify vital few root causes, and validate
hypothesis. They are using different analyzing techniques like ANOVA, DOE , FMEA ,Cause and effect diagram, pareto chart,
process mapping.
Improve
The goal of the improve stage is to find and implement solutions that will eliminate the causes of problems, reduce the variation
in a process, or prevent a problem from recurring. So the project team needs to develop ideas to remove root causes, test
solutions, and standardize solution/measure result. For this they are using quality tools like bar charts, Histogram, Pareto chart,
All rights reserved by www.ijste.org 169
Review on Implementation of Six Sigma DMAIC Methodology in Manufacturing Industries
(IJSTE/ Volume 3 / Issue 08 / 029)
ANOVA, DOE. In this papers they improve the process like riveting, rolling [1, 6], Export, transportationissue [3, 4] reduce
defects and get improvement in production [7, 8] and after this phase they have to maintain the consistency.
Control
Once the improvement has been made and results documented, continue to measure the performance of the process routinely,
adjusting its operation. It is very important for the project team needs to establish standard measures to maintain performance
and correct problems as needs. Without control efforts, the improved process may well revert to its previous state. They are using
control charts, make some standards, some flow charts, check list, etc.., from which they can get consistency in the improvement
phase. So, at the end after successfully applying the DMAIC methodology they improve the sigma level for their define projects.
III. TOOLS AND TECHNIQUES USED BY CASE INDUSTRIES
Over the years, companies have included numerous tools into the Six Sigma approach to make them more effective and to
eliminate possible gaps after its application [21]. Such toolsets include statistical and analytical tools both from industrial
engineering and operations research fields. In this instance, these tools enrich the practical and industrial approach with a
stronger theoretical basis to achieve a better equipment and resources utilization.
There are many tools and techniques for Six Sigma implementation used in various phases of DMAIC methodology. In
addition many of the tools/techniques used in the implementation of Six Sigma were referred and categorized by phase of define-
measure-analyze-improve-control (DMAIC) which they are used. There was another classification according to proposals from
ISO 13051-1 standard for the utilization of every tool or technique. The use of tools and techniques for cause exploring, data
analysis and decision making, considered to be essential. These tools are not all statistical but there are also analytical or
managerial, like brainstorming, process mapping, and etc. Here the some other useful tools and Techniques are listed. The use of
all this tools and techniques by the case industries in various phases are presented in table 3. This is to study which are the most
commonly used and prominent tools and techniques among the exporting industries. From the table 2 we can list down the
general tools and techniques used in different phase. List involves the tools that are mostly used by the different case industries.
Table 2
General tools and techniques
Phase General tools and techniques
Define Brainstorming, Pareto diagram, Pie, bar chart, SIPOC diagram and Critical to Quality matrix
Measure Pareto diagram, Control charts, Gauge R & R, Process map and Statistical process control.
Analyze Pareto diagram, Histogram, Hypothesis testing, Analysis of variance, Brainstorming, Cause & Effect diagram, Process map, FMEA
Improve Pie, bar chart, analysis of variance, Design of experiments and brainstorming.
Control Control charts, Flow Chart and descriptive statistics.
IV. BENEFITS REAPED BY CASE INDUSTRIES
Six Sigma implements methods of measuring performance, after its application, so to represent the success of its implementation.
[3] Financial benefits and sigma level are such as a measure of expressing the Six sigma achievement. For the past 3 decades Six
Sigma has been implemented by many industries and most of them have reaped fruitful benefits. The benefits achieved mark a
difference in their earlier and current status.[5] These benefits do make a difference in their bottom-line. The benefits achieved in
the case industries have been presented in the table 4.
Table 3
Tools and techniques used
Tools & Techniques A B C D E F G H
Pareto Chart A D,I A A A
Cause and Effect Diagram A A I M,A M A M,A
SIPOC/COPIS D D,M D D
Process map D M,I D D D
Control Chart M C M,I C C C C
Project charter D D D
Measurement System Analysis M
Process capability C
Critical to Quality (CTQ) M D M M D
5 Why M I A
FMEA matrix M M,I A M
Hypothesis testing I A
Brainstorming A D,I A A A I
Voice Of Customer (VOC) D M D D
Box Plot D,A,I
Design of Experiment(DOE) I I I
Analysis of Variance (ANOVA) I I A A
Regression Analysis I
Residual Plot A
All rights reserved by www.ijste.org 170
Review on Implementation of Six Sigma DMAIC Methodology in Manufacturing Industries
(IJSTE/ Volume 3 / Issue 08 / 029)
Table - 4
Benefits Reaped by the Case Industries [14]
Name Benefits
A Improve the riveting process, cpk and sigma level also improve.
B Improve the sigma level 2.11 to 3.11
C Help in implementation of six sigma in exporting industries
D Help in improve the transportation process
E Improve the shrinkage phase.
F The cycle time was reduced from 47 days to 20 days.
G reduction in the electrical failures of around 50%
H Cost of poor quality (COPQ) has been reduced from $ 30, 000 to $ 9, 000 per annum
V. CONCLUSION
The objective of review was to understand the status of Six Sigma as on yesterday, today and tomorrow. SS methodology is
useful for various objectives in several types of manufacturing industries, healthcare sector, and R&D sectors.
From the study done on the manufacturing industries in 21st century we conclude that Six Sigma is indeed a business strategy
that can provide a breakthrough improvement in the competitive era. The key strategy for successful implementation of Six
Sigma is that the industry applying it should follow a correct methodology and use of tools and techniques is done in such a
manner that it gives effective solution to respective problem. Thus a use of proper combination of tools and techniques can lead
to great benefits. This study will help manufacturing units to motivate and apply Six Sigma at their organization and reap high
benefits. The current status suggests there is future scope of getting better and become a world-class level organization by
reaching Sigma level above 5.
REFERENCES
[1] Adrian Pugna, Romeo Negrea, SerbanMiclea -2015 13th International Symposium in Management -- Using Six Sigma Methodology to Improve the
Assembly Process in an Automotive Company
[2] Rohini. R , Dr.Mallikarjun .J- Procedia-Social and Behavioral Sciences 25 (2011) 273 280 - Six Sigma: Improving the Quality of OperationTheatre
[3] NayanJ.PrajapatiDarshak A. Desai- International Journal of Emerging Technology and Advanced Engineering-2014- A Review of Six Sigma
Implementation at Exporting Industries
[4] Khaled MILI - Procedia - Social and Behavioral Sciences 111 ( 2014 ) 1195 1205 - Six Sigma Approach for the Straddle Carrier Routing Problem
[5] JavadMehrabi- Procedia - Social and Behavioral Sciences 47 ( 2012 ) 1358 1362- Application of six-sigma in educational quality management
[6] KunalGanguly- International Journal for Quality research,2012- Improvement process for rolling mill Through the DMAIC six sigma approach
[7] KunalGanguly. 2012 Improvement process for rolling mill through the DMAIC six sigma approach, International Journal for quality research, Vol. 6,
No. 3, pages 221-231
[8] Adan Valles, Jaime Sanchez, Salvador Noriega and Berenice Gomez Nunez- International Journal of Industrial Engineering,2009 - Implementation of Six
Sigma in a Manufacturing Process: A Case Study
[9] Dr. R.L. Shrivastava, KhwajaIzhar Ahmad and Tushar N. Desa- World Congress on Engineering, 2008- Engine Assembly Process Quality Improvement
Using Six Sigma.
[10] Jiju Antony and Craig Fergusson-Managerial Auditing Journal Vol. 19 No. 8, 2004 pp. 1025-1032- Six Sigma in the software industry: results from a pilot
study.
[11] Sri Indrawati, Muhammad Ridwansyah- Procedia Manufacturing 4 ( 2015 ) 528 534- Manufacturing Continuous Improvement Using Lean Six Sigma: An
Iron Ores Industry Case Application.
[12] ubicaSimanova- Business Economics and Management 2015 Conference, BEM2015- Procedia Economics and Finance 34 ( 2015 ) 268 275- Specific
Proposal of the Application and Implementation Six Sigma in Selected Processes of the Furniture Manufacturing.
[13] VirenderNarula, Sandeep Grover - International Journal of Industrial Engineering & Production Research January 2015, Volume 26, Number 1 pp. 13-26,
Six Sigma: Literature Review and Implications for Future Research.
[14] Amit kumarsingh, Dr.Dineshkhanduja ,Procedia material science 5 (2014) 2645-2653, Defining quality management in auto sector: A six sigma
conception.
[15] K.Srinivasana,*,S.Muthub , S.R.Devadasanc , C.Sugumaran , 12th GLOBAL CONGRESS ON MANUFACTURING AND MANAGEMENT, GCMM
2014 - Enhancing effectiveness of Shell and Tube Heat Exchanger through Six Sigma DMAIC phases.
[16] SivajothiParamasivama&KanesanMuthusamy , Procedia - Social and Behavioral Sciences 56 ( 2012 ) 652 661, Study of Critical Success Factors in
Engineering Education Curriculum Development Using Six-Sigma Methodology.
[17] Sang Hyun Lee, AbrarHaider , 2012 Proceedings of PICMET '12: Technology Management for Emerging Technologies , Applying Six Sigma
Methodology to Improve Quality of Information:Case of a Manufacturing Organisation
[18] Roger G. Schroeder , Kevin Linderman , Charles Liedtke , Adrian S. Choo- Journal of Operations Management 26 (2008) 536554, Six Sigma: Definition
and underlying theory.
[19] Darshak A. Desai ,ParthKotadiya , NikheelMakwana ,Sonalinkumar Patel -23 July 2014, Springerlink.com case study , Curbing variations in packaging
process through Six Sigma way in a large-scale food-processing industry.
[20] Hari A Yuniarto and Taha MS Elhag , Proceedings of the World Congress on Engineering 2008 Vol II-Enhancing Six Sigma with Systems Dynamic
[21] RiddhishThakore, Rajat Dave, TejasParsana, Amit Solanki-Int. Journal of Engineering Research and Applications www.ijera.com ISSN : 2248-9622, Vol.
4, Issue 11(Version - 4), November 2014, pp.63-69 A review : six sigma implementation practice in manufacturing industries.
All rights reserved by www.ijste.org 171
Anda mungkin juga menyukai
- Operations Intelligence Complete Self-Assessment GuideDari EverandOperations Intelligence Complete Self-Assessment GuideBelum ada peringkat
- Six Sigma Is A Business Management Strategy Originally Developed by MotorolaDokumen5 halamanSix Sigma Is A Business Management Strategy Originally Developed by MotorolaPankaj ThakurBelum ada peringkat
- Lean Six Sigma - Process Improvement TechniquesDokumen6 halamanLean Six Sigma - Process Improvement TechniquesIJRRRBelum ada peringkat
- Six Sigma Concept and Dmaic Implementation: B. Radha Krishnan & K. Arun PrasathDokumen4 halamanSix Sigma Concept and Dmaic Implementation: B. Radha Krishnan & K. Arun PrasathNelva SilviaBelum ada peringkat
- SIPOCDokumen6 halamanSIPOCGJ SavarisBelum ada peringkat
- Continuous Improvement: The 7 Basic Quality Tools The DMAIC ProcessDokumen15 halamanContinuous Improvement: The 7 Basic Quality Tools The DMAIC ProcessdayalumeBelum ada peringkat
- An Application of Six Sigma in Service Sector-A Case StudyDokumen9 halamanAn Application of Six Sigma in Service Sector-A Case StudyblitzkrigBelum ada peringkat
- Impact of Quality Management in The Swedish Construction ProcessDokumen143 halamanImpact of Quality Management in The Swedish Construction ProcessHabeebBelum ada peringkat
- Adoption of Six Sigma DMAIC To Reduce Cost of Poor QualityDokumen26 halamanAdoption of Six Sigma DMAIC To Reduce Cost of Poor QualityFikri Ilham100% (1)
- FEIGENBAUM + Ishikawa + TaguchiDokumen7 halamanFEIGENBAUM + Ishikawa + Taguchiaulia rakhmawatiBelum ada peringkat
- Week 1a Business Strategy - Introduction To StrategyDokumen21 halamanWeek 1a Business Strategy - Introduction To StrategyOnur SerbestBelum ada peringkat
- 111equation Chapter 1 Section 1: Submitted: Dr. Awais SUBMITTED BY:2108-ME-85 Section BDokumen20 halaman111equation Chapter 1 Section 1: Submitted: Dr. Awais SUBMITTED BY:2108-ME-85 Section BFatima AsifBelum ada peringkat
- Smart Quality in Advanced IndustriesDokumen5 halamanSmart Quality in Advanced IndustriesGiovanni CapozzaBelum ada peringkat
- Implementation of Six Sigma Using DMAIC Methodology in Small Scale Industries For Performance ImprovementDokumen6 halamanImplementation of Six Sigma Using DMAIC Methodology in Small Scale Industries For Performance ImprovementIJMER100% (1)
- Lean Playbook Series - The TPM Playbook - A Step-By-step Guideline For The Lean PractitionerDokumen37 halamanLean Playbook Series - The TPM Playbook - A Step-By-step Guideline For The Lean PractitionerMatheus NascimentoBelum ada peringkat
- Quality and System Management: Final Assignment Unit 1 Prof. Mrs. Areeba ZafarDokumen20 halamanQuality and System Management: Final Assignment Unit 1 Prof. Mrs. Areeba ZafarNabeel Afzal0% (1)
- Analysis of Print Quality Control of Canned Materials With The DMAIC Method in PT United Can Company New Printing DepartmentDokumen6 halamanAnalysis of Print Quality Control of Canned Materials With The DMAIC Method in PT United Can Company New Printing DepartmentInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- Microsoft Word - Quality Function DeploymentDokumen9 halamanMicrosoft Word - Quality Function DeploymentMuhammad Tahir NawazBelum ada peringkat
- Implementation Barriers For Six Sigma in ConstructionDokumen4 halamanImplementation Barriers For Six Sigma in ConstructionseventhsensegroupBelum ada peringkat
- Total Quality Management: Pakistan International AirlinesDokumen6 halamanTotal Quality Management: Pakistan International AirlineshamidjavaidBelum ada peringkat
- RMM NotesDokumen177 halamanRMM NotesVahni SinghBelum ada peringkat
- Strengths and WeaknessesDokumen5 halamanStrengths and Weaknessesapi-384543912Belum ada peringkat
- The Implementation of Lean Six Sigma in Financial Services OrganizationsDokumen12 halamanThe Implementation of Lean Six Sigma in Financial Services OrganizationsoyabaleBelum ada peringkat
- Quality Related QuestionsDokumen22 halamanQuality Related QuestionsHotPriyu OnlyforgalsBelum ada peringkat
- Inhouse Vs Off The Shelf MayDokumen5 halamanInhouse Vs Off The Shelf MayJeffry BinabiseBelum ada peringkat
- Planning For Avian Flu Disruptions On Global Operations A DMAIC Case StudyDokumen19 halamanPlanning For Avian Flu Disruptions On Global Operations A DMAIC Case StudydrustagiBelum ada peringkat
- Six SigmaDokumen54 halamanSix Sigmavkkothari100% (1)
- Understanding Benefits and Limitations of Six SigmaDokumen9 halamanUnderstanding Benefits and Limitations of Six SigmadchBelum ada peringkat
- Characterstics of Project ManagementDokumen28 halamanCharacterstics of Project ManagementAnkit Berasiya100% (1)
- Fish Bone AnalysisDokumen21 halamanFish Bone AnalysisDeeksha RainaBelum ada peringkat
- Compare The Ideas of Deming and JuranDokumen4 halamanCompare The Ideas of Deming and JuranSjlmasiMohammedBelum ada peringkat
- Fmea PDFDokumen5 halamanFmea PDFManoharar RBelum ada peringkat
- TQMDokumen46 halamanTQMjillmehta14Belum ada peringkat
- THE EFFECTIVENESS OF SIX SIGMA IN SERVICES SECTORS-libre PDFDokumen26 halamanTHE EFFECTIVENESS OF SIX SIGMA IN SERVICES SECTORS-libre PDFsarahBelum ada peringkat
- Article - Benchmarking IntroDokumen5 halamanArticle - Benchmarking Introkary290790Belum ada peringkat
- Applications of Six Sigma To Manufacturing and Service SectorDokumen4 halamanApplications of Six Sigma To Manufacturing and Service SectorTresa George67% (6)
- Value Stream Mapping: Literature Review and Implications For Indian IndustryDokumen11 halamanValue Stream Mapping: Literature Review and Implications For Indian IndustryMohamed SafeerBelum ada peringkat
- The New Quality ToolsDokumen42 halamanThe New Quality ToolsRavi SinghBelum ada peringkat
- CHAPTER 1 - OUTLINE For QUALITY AND PERFORMANCE EXCELLENCEDokumen7 halamanCHAPTER 1 - OUTLINE For QUALITY AND PERFORMANCE EXCELLENCEKenedy FloresBelum ada peringkat
- Process AnalysisDokumen46 halamanProcess AnalysisProfessor GowthamBelum ada peringkat
- Six-Sigma Application in Tire-Manufacturing CompanyDokumen10 halamanSix-Sigma Application in Tire-Manufacturing CompanyJayakrishna KandasamyBelum ada peringkat
- Implementation of Quality Management System ISO 9001 in The World and Its Strategic NecessityDokumen10 halamanImplementation of Quality Management System ISO 9001 in The World and Its Strategic NecessityJoze LwyzBelum ada peringkat
- Industrial Engineering - Research Topics 2017Dokumen22 halamanIndustrial Engineering - Research Topics 2017rizwanooo0Belum ada peringkat
- Keep Performance Indicator Presentation by TV Bba (Ib)Dokumen26 halamanKeep Performance Indicator Presentation by TV Bba (Ib)Ameya PatilBelum ada peringkat
- Ishikawa DiagramsDokumen2 halamanIshikawa Diagramsabhi_003Belum ada peringkat
- Glossary of Key Terms (LSSGB)Dokumen8 halamanGlossary of Key Terms (LSSGB)Sweety ShuklaBelum ada peringkat
- Pharmaceutical Manufacturers Embracing Lean Six SigmaDokumen6 halamanPharmaceutical Manufacturers Embracing Lean Six SigmahaiderfatmiBelum ada peringkat
- Op ExDokumen29 halamanOp Exkomaltagra100% (1)
- MBA 204docxDokumen1 halamanMBA 204docxJatin SihmarBelum ada peringkat
- BITS PILANI Operation Management SyllabusDokumen12 halamanBITS PILANI Operation Management Syllabussap6370Belum ada peringkat
- 3.a Case Study Application of Six Sigma Methodology in A Small and Medium-Sized Manufacturing Enterprise.Dokumen13 halaman3.a Case Study Application of Six Sigma Methodology in A Small and Medium-Sized Manufacturing Enterprise.Robin MariaBelum ada peringkat
- FMEA For Manufacturing and Assembly Process: VJTI, Mumbai Siemens LTD., MumbaiDokumen9 halamanFMEA For Manufacturing and Assembly Process: VJTI, Mumbai Siemens LTD., MumbaiKevin JordanBelum ada peringkat
- Work Study, Time StudyDokumen21 halamanWork Study, Time StudyShashank SrivastavaBelum ada peringkat
- Project Quality Management A Complete Guide - 2019 EditionDari EverandProject Quality Management A Complete Guide - 2019 EditionBelum ada peringkat
- Chapter 1 Introduction To Quality Improvement - Part 1-1Dokumen57 halamanChapter 1 Introduction To Quality Improvement - Part 1-1Fahreza Algifari0% (2)
- 01 Differing Perspectives On QualityDokumen42 halaman01 Differing Perspectives On QualityM Sayid Dwi33% (3)
- A Process Approach in Measuring Quality Costs ofDokumen15 halamanA Process Approach in Measuring Quality Costs ofRommel BaesaBelum ada peringkat
- Design and Analysis of Magneto Repulsive Wind TurbineDokumen7 halamanDesign and Analysis of Magneto Repulsive Wind TurbineIJSTEBelum ada peringkat
- An Implementation and Design A Customized Advanced Image Editor Using Image Processing in MatlabDokumen5 halamanAn Implementation and Design A Customized Advanced Image Editor Using Image Processing in MatlabIJSTEBelum ada peringkat
- Partial Replacement of Fine Aggregate With Iron Ore Tailings and Glass PowderDokumen7 halamanPartial Replacement of Fine Aggregate With Iron Ore Tailings and Glass PowderIJSTEBelum ada peringkat
- Development of Relationship Between Saturation Flow and Capacity of Mid Block Section of Urban Road - A Case Study of Ahmedabad CityDokumen6 halamanDevelopment of Relationship Between Saturation Flow and Capacity of Mid Block Section of Urban Road - A Case Study of Ahmedabad CityIJSTEBelum ada peringkat
- Effect of RIB Orientation in Isogrid Structures: Aerospace ApplicationsDokumen9 halamanEffect of RIB Orientation in Isogrid Structures: Aerospace ApplicationsIJSTEBelum ada peringkat
- Wireless Information Process and Power Transfer in Single-User OFDM SystemDokumen6 halamanWireless Information Process and Power Transfer in Single-User OFDM SystemIJSTEBelum ada peringkat
- Onerider The Bike TaxiDokumen3 halamanOnerider The Bike TaxiIJSTEBelum ada peringkat
- A Mixture of Experts Model For ExtubationDokumen4 halamanA Mixture of Experts Model For ExtubationIJSTEBelum ada peringkat
- Using The Touch-Screen Images For Password-Based Authentication of IlliteratesDokumen6 halamanUsing The Touch-Screen Images For Password-Based Authentication of IlliteratesIJSTEBelum ada peringkat
- An Implementation of Matlab Based Platform For The Evaluation of Modulation Techniques Using Multiuser MIMO-OFDM For Visible Light Communications Using MatlabDokumen5 halamanAn Implementation of Matlab Based Platform For The Evaluation of Modulation Techniques Using Multiuser MIMO-OFDM For Visible Light Communications Using MatlabIJSTEBelum ada peringkat
- An Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemDokumen5 halamanAn Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemIJSTEBelum ada peringkat
- Technology Advancement For Abled PersonDokumen9 halamanTechnology Advancement For Abled PersonIJSTEBelum ada peringkat
- Research On Storage Privacy Via Black Box and Sanitizable SignatureDokumen6 halamanResearch On Storage Privacy Via Black Box and Sanitizable SignatureIJSTEBelum ada peringkat
- Study On The Properties of Aerated Concrete Incorporating Fly Ash and Rubber PowderDokumen6 halamanStudy On The Properties of Aerated Concrete Incorporating Fly Ash and Rubber PowderIJSTEBelum ada peringkat
- Duplicate Detection Using AlgorithmsDokumen3 halamanDuplicate Detection Using AlgorithmsIJSTEBelum ada peringkat
- Privacy Preserving: Slicer Based SchemeDokumen3 halamanPrivacy Preserving: Slicer Based SchemeIJSTEBelum ada peringkat
- Coupled Shear Wall: A ReviewDokumen2 halamanCoupled Shear Wall: A ReviewIJSTE100% (1)
- Gear Whine Prediction With CAE For AAMDokumen6 halamanGear Whine Prediction With CAE For AAMSanjay DeshpandeBelum ada peringkat
- MAK Halliday The Language of ScienceDokumen268 halamanMAK Halliday The Language of ScienceJeneiGabriellaOfő100% (4)
- My Publications and Workshops ListDokumen4 halamanMy Publications and Workshops Listraviteja tankalaBelum ada peringkat
- Chapter 17Dokumen78 halamanChapter 17Romar PanopioBelum ada peringkat
- WMS WIP PickDokumen14 halamanWMS WIP PickAvinash RoutrayBelum ada peringkat
- Internship Report On Service IndustryDokumen50 halamanInternship Report On Service Industrybbaahmad89Belum ada peringkat
- Oral Com Mods Except 6Dokumen4 halamanOral Com Mods Except 6ninjarkBelum ada peringkat
- To Determine The Minimum Transportation Cost by Comparing The Initial Basic Feasible Solution of A Transportation Problem by Various MethodsDokumen3 halamanTo Determine The Minimum Transportation Cost by Comparing The Initial Basic Feasible Solution of A Transportation Problem by Various MethodsInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- USACODokumen94 halamanUSACOLyokoPotterBelum ada peringkat
- Leasys v1Dokumen2 halamanLeasys v1Arigbede MosesBelum ada peringkat
- Specification of SGP InterlayerDokumen3 halamanSpecification of SGP InterlayerHAN HANBelum ada peringkat
- B.tech - Non Credit Courses For 2nd Year StudentsDokumen4 halamanB.tech - Non Credit Courses For 2nd Year StudentsNishant MishraBelum ada peringkat
- Numerical Methods - Fixed Point IterationDokumen4 halamanNumerical Methods - Fixed Point IterationMizanur RahmanBelum ada peringkat
- InheretanceDokumen8 halamanInheretancefarhan.mukhtiarBelum ada peringkat
- Fidelizer Pro User GuideDokumen12 halamanFidelizer Pro User GuidempptritanBelum ada peringkat
- The Seven Perceptual Learning StylesDokumen3 halamanThe Seven Perceptual Learning StylesRamona FloreaBelum ada peringkat
- Gerin Bagaslino - 52417512Dokumen13 halamanGerin Bagaslino - 52417512Gerin BagaslinoBelum ada peringkat
- Augmented FeedbackDokumen54 halamanAugmented FeedbackAhmad KhuwarizmyBelum ada peringkat
- Canada Post ReportDokumen202 halamanCanada Post ReportrgranatsteinBelum ada peringkat
- Intellectual Property Rights and Hostile TakeoverDokumen8 halamanIntellectual Property Rights and Hostile TakeoverDanBelum ada peringkat
- 01CDT00330 - Lakeshore - 330 - ManualDokumen104 halaman01CDT00330 - Lakeshore - 330 - ManualSPMS_MELECBelum ada peringkat
- Protein Dot BlottingDokumen4 halamanProtein Dot BlottingstcosmoBelum ada peringkat
- Dynamic Postioning SystemDokumen50 halamanDynamic Postioning Systempraveen_meo1Belum ada peringkat
- BC-2800 Maintenance Manual For EngineersDokumen3 halamanBC-2800 Maintenance Manual For EngineersIslam AdelBelum ada peringkat
- Physical Computing and Android in RoboticsDokumen4 halamanPhysical Computing and Android in Roboticsnniikkoolliiccaa100% (1)
- Property PalleteDokumen5 halamanProperty PalletePranay PatelBelum ada peringkat
- Federal Register / Vol. 72, No. 108 / Wednesday, June 6, 2007 / Proposed RulesDokumen1 halamanFederal Register / Vol. 72, No. 108 / Wednesday, June 6, 2007 / Proposed RulesJustia.comBelum ada peringkat
- CBSE Class 10 Science Sample Paper-08 (For 2013)Dokumen11 halamanCBSE Class 10 Science Sample Paper-08 (For 2013)cbsesamplepaperBelum ada peringkat
- Naeyc StandardsDokumen11 halamanNaeyc Standardsapi-266968546Belum ada peringkat
- Marvel Science StoriesDokumen4 halamanMarvel Science StoriesPersonal trainerBelum ada peringkat