Anda mungkin juga menyukai
- Resumen Ejecutivo de Prosesos de ManufacturaDokumen4 halamanResumen Ejecutivo de Prosesos de ManufacturaClaudio NievesBelum ada peringkat
- Mecanizado Por Arranque de VirutaDokumen25 halamanMecanizado Por Arranque de VirutaGloria EspinozaBelum ada peringkat
- Procesos de Fabricación Por Arranque de Viruta (Unidad 3) - Procesos de FabricaciónDokumen41 halamanProcesos de Fabricación Por Arranque de Viruta (Unidad 3) - Procesos de FabricaciónZendejas Ballesteros RafaelBelum ada peringkat
- Modulo Soldadura Unidad IDokumen32 halamanModulo Soldadura Unidad IMarlonBelum ada peringkat
- TEMA 1 Ejercicios ResueltosDokumen12 halamanTEMA 1 Ejercicios ResueltosKelly RamonBelum ada peringkat
- MECANIZADO DE MATERIALES - DEFORMACION Y CORTE 2011 v6 PDFDokumen138 halamanMECANIZADO DE MATERIALES - DEFORMACION Y CORTE 2011 v6 PDFmarialetorrespBelum ada peringkat
- Dibujo y Elementos de Maquinas. Unidad IIDokumen19 halamanDibujo y Elementos de Maquinas. Unidad IIKarina AlfonzoBelum ada peringkat
- Presentación Trabajo Mecanizado Fresa y TornoDokumen20 halamanPresentación Trabajo Mecanizado Fresa y TornoYOYMAR ANDRES HERRERA LOPEZBelum ada peringkat
- Tratamientos SuperficialesDokumen33 halamanTratamientos SuperficialesJordan KumulBelum ada peringkat
- Operación de Arranque de Viruta Mediante TaladroDokumen16 halamanOperación de Arranque de Viruta Mediante TaladroAguiar Jimenez AlejandroBelum ada peringkat
- Lubro-Refrigeracion-ClasesDokumen32 halamanLubro-Refrigeracion-Clasesluismsm19Belum ada peringkat
- Herramientas TornoDokumen38 halamanHerramientas TornoRené Andrade MuñozBelum ada peringkat
- UNIDAD 2 Procesos Con Arranque de VirutaDokumen7 halamanUNIDAD 2 Procesos Con Arranque de VirutaUlises NajeraBelum ada peringkat
- Herramientas de Tornear FinalDokumen28 halamanHerramientas de Tornear FinalFrancisco OxaBelum ada peringkat
- Mecanizado (Documento)Dokumen34 halamanMecanizado (Documento)Brian MuñozBelum ada peringkat
- Fresado Torneado EstampadoDokumen6 halamanFresado Torneado EstampadoHerland CondeBelum ada peringkat
- Unidad 5Dokumen5 halamanUnidad 5Florencia MadridBelum ada peringkat
- Maquinas y HerramientasDokumen20 halamanMaquinas y HerramientasFernando MendilaharzuBelum ada peringkat
- Fabricacion Por Arranque de VirutaDokumen6 halamanFabricacion Por Arranque de Virutachino_lanus924Belum ada peringkat
- Poligrafiado ProcesosDokumen67 halamanPoligrafiado ProcesosMilton Patricio CajilemaBelum ada peringkat
- Procesos de ManufacturaDokumen37 halamanProcesos de ManufacturaLizeth PolancoBelum ada peringkat
- ForjaDokumen37 halamanForjaBelén Enriquez100% (2)
- Trabajo Escrito Procesos de MecanizadoDokumen22 halamanTrabajo Escrito Procesos de MecanizadoYOYMAR ANDRES HERRERA LOPEZBelum ada peringkat
- Procesos de FabricacionDokumen38 halamanProcesos de Fabricacioneduard swingBelum ada peringkat
- Tarea 1 Unidad 3 Procesos FabricacionDokumen5 halamanTarea 1 Unidad 3 Procesos FabricacionAlejandro AriasBelum ada peringkat
- Tema I. Fundamentos de Corte de MetalesDokumen8 halamanTema I. Fundamentos de Corte de MetalesTeresaEsparragozaBelum ada peringkat
- Proceso de CorteDokumen5 halamanProceso de CorteElenna BoscanBelum ada peringkat
- Procesos de MecanizadoDokumen9 halamanProcesos de MecanizadoKatty CalderonBelum ada peringkat
- 2023-I-Tsmecind-3Dokumen16 halaman2023-I-Tsmecind-3Wilson Henry García VinuezaBelum ada peringkat
- El Torno Ranurado ExposicionDokumen18 halamanEl Torno Ranurado ExposicionIvánBarriosBelum ada peringkat
- TornoDokumen84 halamanTornoDaniel Tenezaca Bejarano100% (1)
- U3A2 Formado Mecánico, Forjado, Prensado, Estirado, Cizallado, Doblado, Extrusión, Embutido y Troquelado.Dokumen13 halamanU3A2 Formado Mecánico, Forjado, Prensado, Estirado, Cizallado, Doblado, Extrusión, Embutido y Troquelado.Andrea Ascencio Murillo100% (1)
- Informe Sobre La Practica de Torno y FresadoraDokumen8 halamanInforme Sobre La Practica de Torno y FresadoraDIEGO ALEJANDRO BAUTISTA LEONBelum ada peringkat
- Remocion Del MaterialDokumen16 halamanRemocion Del MaterialBrahyan Contreras MesiasBelum ada peringkat
- Procesos de Mecanizado Con y Sin VirutasDokumen4 halamanProcesos de Mecanizado Con y Sin VirutasAna Rodriguez Rodriguez100% (1)
- Informe Tecnico Procesos de ManufacturaDokumen3 halamanInforme Tecnico Procesos de ManufacturaMarcos Paez Salcedo0% (2)
- Procesos de MecanizadoDokumen7 halamanProcesos de MecanizadoCarlos LopezBelum ada peringkat
- Notas Clase ProcesosDokumen8 halamanNotas Clase ProcesosValentina MiraBelum ada peringkat
- Procesos T3Dokumen36 halamanProcesos T3Miwa IchigenBelum ada peringkat
- Procesos de Manufactura I - Mecanica de CorteDokumen57 halamanProcesos de Manufactura I - Mecanica de CortejuancarlosjuaquinBelum ada peringkat
- M16-3 - Resumen FresadoDokumen8 halamanM16-3 - Resumen FresadoAgustín MartinBelum ada peringkat
- Arranque de VirutasDokumen13 halamanArranque de VirutasFrancisco Anciani TorresBelum ada peringkat
- Teoria Del CorteDokumen5 halamanTeoria Del CorteAarón TenaBelum ada peringkat
- Actividad Unidad 4Dokumen14 halamanActividad Unidad 4oscar gonzalezBelum ada peringkat
- En El Torno Puedes Identificar 3 Movimientos PrincipalesDokumen4 halamanEn El Torno Puedes Identificar 3 Movimientos PrincipalesJOse RodrIguezBelum ada peringkat
- Clase TorneadoDokumen72 halamanClase Torneadojuan carlos100% (1)
- Trabajo MecanicaDokumen10 halamanTrabajo MecanicaJoseba MCBelum ada peringkat
- BrocasDokumen11 halamanBrocasamerico orinocoBelum ada peringkat
- 1.2 Procesos de ManufacturaDokumen49 halaman1.2 Procesos de ManufacturaJared LopeezBelum ada peringkat
- Maquinado de MetalesDokumen57 halamanMaquinado de MetalesJairo Alejandro Martinez Marin100% (2)
- Proceso de Maquinado - Manuel SolisDokumen7 halamanProceso de Maquinado - Manuel SolisManuel SolisBelum ada peringkat
- Procesos EstudioDokumen29 halamanProcesos EstudioBryan Ariel VelascoBelum ada peringkat
- Finl Exposicion Procesos Que Provocan Desprendimiento de VirutaDokumen6 halamanFinl Exposicion Procesos Que Provocan Desprendimiento de VirutaJuan MontañoBelum ada peringkat
- Procesos de Arranque de VirutaDokumen14 halamanProcesos de Arranque de VirutaZedei Antonio100% (2)
- Informe Tornos 2Dokumen12 halamanInforme Tornos 2egarmc159Belum ada peringkat
- Formacion de VirutaDokumen3 halamanFormacion de Virutaluis revolloBelum ada peringkat
- Autónomo 1 Procesos de MecanizadoDokumen13 halamanAutónomo 1 Procesos de MecanizadoRobbinson CastroBelum ada peringkat
- Procesos de Fabricacion y Manejo de MaterialesDokumen4 halamanProcesos de Fabricacion y Manejo de MaterialesEliezer Tuz0% (1)
- UF1213 - Técnicas de mecanizado y metrologíaDari EverandUF1213 - Técnicas de mecanizado y metrologíaPenilaian: 4 dari 5 bintang4/5 (5)
- Especificaciones Tecnicas de ASTRADokumen93 halamanEspecificaciones Tecnicas de ASTRAClaudio Nieves100% (1)
- Practica 1 McphersonFIDokumen14 halamanPractica 1 McphersonFIClaudio Nieves100% (2)
- Práctica 1 - Diagrama ABCDokumen4 halamanPráctica 1 - Diagrama ABCClaudio NievesBelum ada peringkat
- Frenos-A ZDokumen183 halamanFrenos-A ZClaudio NievesBelum ada peringkat
- Practica # 1 STDokumen3 halamanPractica # 1 STClaudio NievesBelum ada peringkat
- Regresión Por Mínimos CuadradosDokumen8 halamanRegresión Por Mínimos CuadradosClaudio NievesBelum ada peringkat
- A Qué Organismo Pertenece La Norma ISODokumen6 halamanA Qué Organismo Pertenece La Norma ISOClaudio NievesBelum ada peringkat
- Elementos de TransmisiónDokumen11 halamanElementos de TransmisiónClaudio NievesBelum ada peringkat
- N PateticoDokumen6 halamanN PateticoClaudio NievesBelum ada peringkat
- Ecuaciones Polares de Las ConicasDokumen8 halamanEcuaciones Polares de Las ConicasClaudio NievesBelum ada peringkat
- Electrodeposición de ZincDokumen31 halamanElectrodeposición de Zincjlls21100% (1)
- RPT Ringfeder Locking Assembly Rfn7012 enDokumen2 halamanRPT Ringfeder Locking Assembly Rfn7012 enEder Danilo LopezBelum ada peringkat
- Aceros Debilmnte Aleados Resistente A Bajas TemperaturasDokumen44 halamanAceros Debilmnte Aleados Resistente A Bajas TemperaturasRodrigo Cariz100% (2)
- Tabla Diferencias Entre Tuberia Flexible (RTP) y Tuberia de Acero Al CarbonDokumen1 halamanTabla Diferencias Entre Tuberia Flexible (RTP) y Tuberia de Acero Al CarbonOscar MoraBelum ada peringkat
- Contenedores Eecobulk IBC GRG AIQSA EspDokumen2 halamanContenedores Eecobulk IBC GRG AIQSA EspLuis CarlosBelum ada peringkat
- Ficha Tecnica Cabecero Horizontal Hospitalario ArigmedDokumen2 halamanFicha Tecnica Cabecero Horizontal Hospitalario ArigmedWilson CepedaBelum ada peringkat
- Trabajo Del Hierro. ListoDokumen94 halamanTrabajo Del Hierro. ListoLeandro Gustavo Barboza PimientaBelum ada peringkat
- Ball Mill Liner DesignDokumen11 halamanBall Mill Liner DesignHector BolañosBelum ada peringkat
- Soldadura Por ForjaDokumen10 halamanSoldadura Por ForjaJosé Jair Zavalaga Hilacama80% (5)
- Soldadura de EstañoDokumen13 halamanSoldadura de EstañoMagna Arckanjhelo GabrielBelum ada peringkat
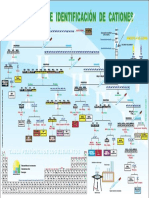
- Separacion e Identificacion de CationesDokumen1 halamanSeparacion e Identificacion de CationesJulian Morales del Angel100% (2)
- Clasificación de Los Elementos Químicos para Sexto Grado de PrimariaDokumen8 halamanClasificación de Los Elementos Químicos para Sexto Grado de PrimariaYilber Valencia PalaciosBelum ada peringkat
- Consolidado Final Fundamentos de QuimicaDokumen16 halamanConsolidado Final Fundamentos de QuimicaDaniel Baena RodriguezBelum ada peringkat
- Zonacion y Paragenesis-2 PDFDokumen32 halamanZonacion y Paragenesis-2 PDFAndy Pinedo RodriguesBelum ada peringkat
- Acero Estruc .Dokumen13 halamanAcero Estruc .Esteban Alberto Patiño CastañoBelum ada peringkat
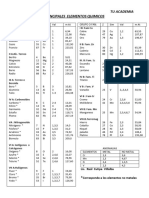
- Tabla de Valencias FaDokumen2 halamanTabla de Valencias Fajose mareBelum ada peringkat
- Tema 01 - Introduccion A Las Tecnologias de SoldaduraDokumen37 halamanTema 01 - Introduccion A Las Tecnologias de SoldaduraRonald Leyva GiraldoBelum ada peringkat
- Clasificacion Din AcerosDokumen47 halamanClasificacion Din AcerosOscar Zapata Marquez100% (1)
- Soldadura Electrica Por Arco Con Electrodo RevestidoDokumen12 halamanSoldadura Electrica Por Arco Con Electrodo RevestidoCindy Carolina CiroBelum ada peringkat
- Acero, Clavos y AlambresDokumen3 halamanAcero, Clavos y AlambresYesi Noelia Coaquira Cueva100% (1)
- Francisco RafaelDokumen40 halamanFrancisco RafaelPedrito de CubaBelum ada peringkat
- Proceso Centro Metalúrgico La OroyaDokumen9 halamanProceso Centro Metalúrgico La OroyaJavier GRBelum ada peringkat
- 2022-I Deformacion PlasticaDokumen52 halaman2022-I Deformacion PlasticaDiegoBelum ada peringkat
- Ensayo de Muestras en El Laboratorio de Ensayos Al FuegoDokumen9 halamanEnsayo de Muestras en El Laboratorio de Ensayos Al FuegoFrank CaritasBelum ada peringkat
- Diagrama de EllinghamDokumen6 halamanDiagrama de EllinghamJesus Álvarez Gutierrez100% (1)
- Balance MetalurgicoDokumen6 halamanBalance MetalurgicoSintia Yuli Ponce Aguirre100% (3)
- PUMPEC Accesorios - CDokumen4 halamanPUMPEC Accesorios - CJosé CarlosBelum ada peringkat
- Examen para Ingeniero de CampoDokumen11 halamanExamen para Ingeniero de Campoing.matus14Belum ada peringkat
- Unidad 8.: Materiales MetalicosDokumen50 halamanUnidad 8.: Materiales MetalicosCarlos D. AlemánBelum ada peringkat
- Presentación Conociendo La Tabla Periódica Química Ilustrativo PastelDokumen1 halamanPresentación Conociendo La Tabla Periódica Química Ilustrativo PastelMIABelum ada peringkat