Anda mungkin juga menyukai
- Procesos de FabricaciónDokumen4 halamanProcesos de FabricaciónCarrillo.Belum ada peringkat
- Resumen de EscariadoDokumen11 halamanResumen de EscariadoFavieto100% (3)
- UF1213 - Técnicas de mecanizado y metrologíaDari EverandUF1213 - Técnicas de mecanizado y metrologíaPenilaian: 4 dari 5 bintang4/5 (5)
- Diseño de utillajes, matricería y prototipado con SolidWorksDari EverandDiseño de utillajes, matricería y prototipado con SolidWorksPenilaian: 3 dari 5 bintang3/5 (1)
- Semana 9 Ejercicios de TornosDokumen2 halamanSemana 9 Ejercicios de TornosJasbir Quispe PuenteBelum ada peringkat
- Cuestionario de Tec de Manufactura Sesion 12Dokumen17 halamanCuestionario de Tec de Manufactura Sesion 12godiex12345638% (13)
- El Fresado1Dokumen21 halamanEl Fresado1Hervin Vargas100% (4)
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108Dari EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Belum ada peringkat
- Norma ISO 17712 sellos de seguridadDokumen6 halamanNorma ISO 17712 sellos de seguridadSTELLA MARISBelum ada peringkat
- Norma ISO 17712 sellos de seguridadDokumen6 halamanNorma ISO 17712 sellos de seguridadSTELLA MARISBelum ada peringkat
- PIP - Plan de Inspeccion y PruebasDokumen1 halamanPIP - Plan de Inspeccion y PruebasYago Mendoza75% (4)
- Plan de Seguridad y Salud Trabajo (Construccion)Dokumen38 halamanPlan de Seguridad y Salud Trabajo (Construccion)joserichatBelum ada peringkat
- Historia de La GrúaDokumen20 halamanHistoria de La GrúaCristian BedoyaBelum ada peringkat
- Hotel Casino Las Vegas Tingo MaríaDokumen3 halamanHotel Casino Las Vegas Tingo MaríaMarcos Saavedra PizarroBelum ada peringkat
- PlaquitasDokumen6 halamanPlaquitasDiegoBelum ada peringkat
- Fresas de 2 y 4 LabiosDokumen14 halamanFresas de 2 y 4 Labiosricardogarcia23Belum ada peringkat
- Fresadora-Practica 2Dokumen9 halamanFresadora-Practica 2Isaac VillamaresBelum ada peringkat
- Ejercicios Sobre MecanizadoDokumen3 halamanEjercicios Sobre MecanizadoDaniel Guillermo Hernandez CortesBelum ada peringkat
- REFRENTADODokumen3 halamanREFRENTADOAlex0% (1)
- ASERRADODokumen8 halamanASERRADODaniel Alejandro MoreiraBelum ada peringkat
- Foro TematicoDokumen4 halamanForo TematicoFabrizio Paiva RiosBelum ada peringkat
- Condiciones de Corte en El TaladroDokumen6 halamanCondiciones de Corte en El TaladroMaria Fernanda Peñaloza GarciaBelum ada peringkat
- Presentacion 2 (Taladros)Dokumen24 halamanPresentacion 2 (Taladros)Andres SerranoBelum ada peringkat
- Lab 3 y 4Dokumen98 halamanLab 3 y 4Borys UrbizagásteguiBelum ada peringkat
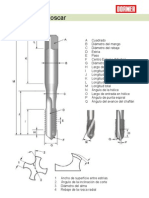
- Guía completa sobre machos de roscar: nomenclatura, geometrías, procesos y aplicacionesDokumen22 halamanGuía completa sobre machos de roscar: nomenclatura, geometrías, procesos y aplicacionesHusa GomezBelum ada peringkat
- Procesos de taladrado y escariadoDokumen32 halamanProcesos de taladrado y escariadoSebastian Stayle Moreno SolanoBelum ada peringkat
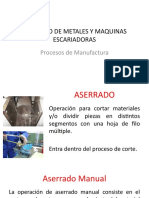
- Aserrado de metales y maquinas escarificadoras: procesos, herramientas y tipos de sierraDokumen16 halamanAserrado de metales y maquinas escarificadoras: procesos, herramientas y tipos de sierraQuique AlvaradoBelum ada peringkat
- Refrentado e inserto torneadoDokumen2 halamanRefrentado e inserto torneadoalex carvajal50% (2)
- Guia TornoDokumen2 halamanGuia TornoarceppBelum ada peringkat
- Velocidades de Corte y RPM en El TornoDokumen18 halamanVelocidades de Corte y RPM en El TornoCheta00Belum ada peringkat
- Esmeril y Hoja de TrabajoDokumen5 halamanEsmeril y Hoja de Trabajoruben escobarBelum ada peringkat
- Machos, Terrajas, EscariadorDokumen46 halamanMachos, Terrajas, EscariadorMariano Martin0% (1)
- Herramientas para Corte de HierroDokumen5 halamanHerramientas para Corte de HierroEdison GeovannyBelum ada peringkat
- Seleccion Buril IIDokumen88 halamanSeleccion Buril IIpepeluis20092Belum ada peringkat
- Fresado de Careado de Superficies PlanasDokumen15 halamanFresado de Careado de Superficies PlanasBereniceSanchezBelum ada peringkat
- Geometria de CorteDokumen7 halamanGeometria de CorteAlex LopezBelum ada peringkat
- TX 1 Resumen - Sección 9 - Unidad 35 A 37 - Nrc2548moncayoDokumen20 halamanTX 1 Resumen - Sección 9 - Unidad 35 A 37 - Nrc2548moncayoGermán Moncayo GalárragaBelum ada peringkat
- CizalladoDokumen8 halamanCizalladoYo Argelin CruzBelum ada peringkat
- T09 - Roscado y TronzadoDokumen31 halamanT09 - Roscado y TronzadoJosé AlvaroBelum ada peringkat
- Informe Torno CompletoDokumen54 halamanInforme Torno CompletoSteven Iñaguazo25% (4)
- STLR 07 Heavy Duty Machining ESPDokumen56 halamanSTLR 07 Heavy Duty Machining ESPNhoj AicragBelum ada peringkat
- Procesos de mecanizado de agujeros y superficiesDokumen5 halamanProcesos de mecanizado de agujeros y superficiesybarrancozBelum ada peringkat
- Ejercicios Mecanizado 2016 2Dokumen7 halamanEjercicios Mecanizado 2016 2Ayrton Requejo MartelBelum ada peringkat
- Torneado de Piezas DurasDokumen9 halamanTorneado de Piezas DurasLeydi Yana MendozaBelum ada peringkat
- Aserrado y BrochadoDokumen5 halamanAserrado y BrochadoJoelVilchezBelum ada peringkat
- Guias de Practica 7Dokumen10 halamanGuias de Practica 7Arturo YosepBelum ada peringkat
- Cad CamDokumen13 halamanCad CamTomas CaicedoBelum ada peringkat
- Ejemplo Velocidad de CorteDokumen7 halamanEjemplo Velocidad de CorteAlberto PertuzBelum ada peringkat
- Guía completa sobre sierras caladorasDokumen9 halamanGuía completa sobre sierras caladorasElihu HernandezBelum ada peringkat
- Velocidad de corte, avance y profundidad en fresadoDokumen20 halamanVelocidad de corte, avance y profundidad en fresadojulio benjaminBelum ada peringkat
- EscariadorDokumen12 halamanEscariadorleosar_1287Belum ada peringkat
- InsertosDokumen14 halamanInsertosLuis Enrique MtzBelum ada peringkat
- Proceso de Corte Con Arco Plasma (PAC) 2da. ParteDokumen12 halamanProceso de Corte Con Arco Plasma (PAC) 2da. ParteDieggo CamposBelum ada peringkat
- Guía de Ejercicios Procesos de MecanizadoDokumen7 halamanGuía de Ejercicios Procesos de MecanizadoFrancisco RoilarBelum ada peringkat
- Soldeo de tuberías: tipos de preparación de borde y factores que influyen en su elecciónDokumen4 halamanSoldeo de tuberías: tipos de preparación de borde y factores que influyen en su elecciónjhon aguilar hidalgoBelum ada peringkat
- Diferencias entre rasqueteado y marmoleadoDokumen5 halamanDiferencias entre rasqueteado y marmoleadobooz70% (10)
- Guía APE #2: Torneado - Velocidades, Rutas de Herramientas y ConfiguraciónDokumen8 halamanGuía APE #2: Torneado - Velocidades, Rutas de Herramientas y ConfiguraciónBrayan ChagllaBelum ada peringkat
- Banco de PreguntasDokumen4 halamanBanco de PreguntasJanoBelum ada peringkat
- Taladro y CepilloDokumen42 halamanTaladro y CepilloPablo Leonardo Cruz BalderramaBelum ada peringkat
- Fresado FrontalDokumen21 halamanFresado FrontalFernando PonceBelum ada peringkat
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Dari EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Belum ada peringkat
- Soldadura MAG de estructuras de acero al carbono. FMEC0210Dari EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Belum ada peringkat
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209Dari EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Belum ada peringkat
- Imagenes Del ConsolidadoDokumen15 halamanImagenes Del ConsolidadoGiovanniCasanovaBelum ada peringkat
- SCTR Pensión2Dokumen1 halamanSCTR Pensión2GiovanniCasanovaBelum ada peringkat
- Nikisdbt-3.0.8 em Nike Sa M-Spa 201023.0Dokumen233 halamanNikisdbt-3.0.8 em Nike Sa M-Spa 201023.0JEISSON STIVEEN ROZO ULLOABelum ada peringkat
- SCTR Pensión2Dokumen1 halamanSCTR Pensión2GiovanniCasanovaBelum ada peringkat
- AQP3Dokumen37 halamanAQP3audreymartinezloboBelum ada peringkat
- Gestión de riesgos ISO 31000: Sistemas de gestión del riesgoDokumen3 halamanGestión de riesgos ISO 31000: Sistemas de gestión del riesgoGiovanniCasanovaBelum ada peringkat
- Brigadas de Emergencia PDFDokumen9 halamanBrigadas de Emergencia PDFDaniel Ch VilledaBelum ada peringkat
- FuncionesDeLasBrigadas UIRISDokumen21 halamanFuncionesDeLasBrigadas UIRISAnay Ramirez CardenasBelum ada peringkat
- Conceptos Basicos Sobre Seguridad y Salud en El TrabajoDokumen32 halamanConceptos Basicos Sobre Seguridad y Salud en El TrabajoGabriel MontenegroBelum ada peringkat
- Qué Es Cocinar - La Acción Cocinar, El Resultado Cocina - Bullipedia 2019. Ferran Adrià - P PDFDokumen235 halamanQué Es Cocinar - La Acción Cocinar, El Resultado Cocina - Bullipedia 2019. Ferran Adrià - P PDFDiego Abdon100% (1)
- Charlas 5 MinutosDokumen338 halamanCharlas 5 MinutosoliverbpeBelum ada peringkat
- Charlas 5 MinutosDokumen338 halamanCharlas 5 MinutosoliverbpeBelum ada peringkat
- Rit Liderman PDFDokumen19 halamanRit Liderman PDFgustavo_samaniego2159Belum ada peringkat
- Ingeniero químico con experiencia en energía y cerveceríaDokumen1 halamanIngeniero químico con experiencia en energía y cerveceríaPepelui007Belum ada peringkat
- NTP 100 Evaluacion Del Riesgo de Incendio Metodo de Gustav PurtDokumen8 halamanNTP 100 Evaluacion Del Riesgo de Incendio Metodo de Gustav PurtAmilcar GilBelum ada peringkat
- Para Charla de SST y Capacitación en SST - Ley 297983Dokumen20 halamanPara Charla de SST y Capacitación en SST - Ley 297983GiovanniCasanovaBelum ada peringkat
- Alta Gerencia de SeguridadDokumen7 halamanAlta Gerencia de SeguridadJulio ParedesBelum ada peringkat
- ReporteCATT Peru2017Dokumen11 halamanReporteCATT Peru2017GiovanniCasanovaBelum ada peringkat
- Guía para inspecciones SSTDokumen24 halamanGuía para inspecciones SSTRicardo ChiroqueBelum ada peringkat
- AQP3Dokumen37 halamanAQP3audreymartinezloboBelum ada peringkat
- Proyeto Ley para Horas Extras RevisarloDokumen14 halamanProyeto Ley para Horas Extras RevisarloGiovanniCasanovaBelum ada peringkat
- Alta Gerencia de SeguridadDokumen7 halamanAlta Gerencia de SeguridadJulio ParedesBelum ada peringkat
- Metodo Iper Matriz 3x3Dokumen4 halamanMetodo Iper Matriz 3x3cath1976uniBelum ada peringkat
- Guía Salarial de SMTMDokumen54 halamanGuía Salarial de SMTMAndrea MonsalveBelum ada peringkat
- 2.66. Enabjada JaponDokumen18 halaman2.66. Enabjada JaponCarlos LoayzaBelum ada peringkat
- Brigadas de Emergencia PDFDokumen9 halamanBrigadas de Emergencia PDFDaniel Ch VilledaBelum ada peringkat
- Manual ContenedoresDokumen32 halamanManual ContenedoresSergio CeballosBelum ada peringkat
- Paquetes Jose GalvezDokumen5 halamanPaquetes Jose GalvezGiovanniCasanovaBelum ada peringkat
- Tesis Sobre Diseño de Albañileria ConfinadaDokumen153 halamanTesis Sobre Diseño de Albañileria ConfinadaJean AvilaBelum ada peringkat
- Proyecto 1 Civ 2246: INSTALACIONESDokumen25 halamanProyecto 1 Civ 2246: INSTALACIONESesteban19913Belum ada peringkat
- Ampliación de Plazo #01 Ne 312-2020-Apu-Vmvu-PnvrDokumen103 halamanAmpliación de Plazo #01 Ne 312-2020-Apu-Vmvu-PnvrhonoomBelum ada peringkat
- Lectura de planos constructivos y organización empresarialDokumen18 halamanLectura de planos constructivos y organización empresarialluisBelum ada peringkat
- 1 Honda PDFDokumen25 halaman1 Honda PDFPeter CardonaBelum ada peringkat
- Materiales de ConstruccionDokumen6 halamanMateriales de ConstruccionhaquilesBelum ada peringkat
- Crystal Reports ActiveX Designer - PresupuestoCliente - RPTDokumen2 halamanCrystal Reports ActiveX Designer - PresupuestoCliente - RPTFreddy ReyesBelum ada peringkat
- Trabajo Final de Dibujo Tecnico para ElectrotecniaDokumen16 halamanTrabajo Final de Dibujo Tecnico para ElectrotecniaELEUTERIO JAIR PEREZ RENGIFOBelum ada peringkat
- Programacion de Obra Optimización Sistema de Acueducto Del Barrio Modelia Municipio de IbagueDokumen2 halamanProgramacion de Obra Optimización Sistema de Acueducto Del Barrio Modelia Municipio de IbagueDiego Leonardo Duran GarciaBelum ada peringkat
- Design stress table for steel compression membersDokumen1 halamanDesign stress table for steel compression membersEdgar Yanez100% (1)
- Frank Lloyd WrightDokumen13 halamanFrank Lloyd WrightFlor CuarzoBelum ada peringkat
- Cronograma de Ruta CriticaDokumen1 halamanCronograma de Ruta CriticaGerman Dueñez PereyraBelum ada peringkat
- Propiedades físicas y mecánicas del ladrilloDokumen14 halamanPropiedades físicas y mecánicas del ladrilloNielser SangayBelum ada peringkat
- Soporte plafón madera auditorio PTR 2x2Dokumen1 halamanSoporte plafón madera auditorio PTR 2x2JulianaBelum ada peringkat
- HORMIGÓN CON CHUÑO COMO AGREGADODokumen6 halamanHORMIGÓN CON CHUÑO COMO AGREGADOJesus Villegas CervantesBelum ada peringkat
- Materiales no metálicos: plásticos y cerámicosDokumen14 halamanMateriales no metálicos: plásticos y cerámicosGerardo GenaroBelum ada peringkat
- ALUMINIO SILICIO EsferoidizacionDokumen15 halamanALUMINIO SILICIO EsferoidizacionJulian Ayala PeñaBelum ada peringkat
- AGUA-POTABLE-norma-IS-010 DitribucionDokumen19 halamanAGUA-POTABLE-norma-IS-010 DitribucionINGRID MARIELY HUAMANI CCAMABelum ada peringkat
- Sistemas Constructivos No ConvencionalesDokumen13 halamanSistemas Constructivos No ConvencionalesKatty NavarroBelum ada peringkat
- Asillo Colonial Republicano.Dokumen72 halamanAsillo Colonial Republicano.yoelBelum ada peringkat
- Presupuesto Riego Por GoteoDokumen45 halamanPresupuesto Riego Por GoteoJose HerreraBelum ada peringkat
- Curado en La ConstruccionDokumen9 halamanCurado en La ConstruccionAnonymous OQ6G5Dp3Belum ada peringkat
- Muros - de Contencion - Parte I Ucv PDFDokumen33 halamanMuros - de Contencion - Parte I Ucv PDFManuel Salazar Vercelli100% (1)
- Alternativas Frente A Asentamientos DiferencialesDokumen16 halamanAlternativas Frente A Asentamientos DiferencialesJhianpiere Stainer Salinas VillarBelum ada peringkat
- 1889 - Serie 1-2-3Dokumen19 halaman1889 - Serie 1-2-3repuestosagricolaazulBelum ada peringkat
- Fórmula Polinómica - Agrupamiento PreliminarDokumen1 halamanFórmula Polinómica - Agrupamiento PreliminarCÉSAR GERARDO ANGELES CABRERABelum ada peringkat