Anda mungkin juga menyukai
- Transportation and Metering of FluidsDokumen34 halamanTransportation and Metering of FluidsPRAJWAL RASTOGIBelum ada peringkat
- Types of PipesDokumen23 halamanTypes of PipesgautamBelum ada peringkat
- Water Distribution System GuideDokumen40 halamanWater Distribution System GuideNursyahira Abd Ghani100% (2)
- Module Plate Settlers 2022Dokumen11 halamanModule Plate Settlers 2022Isuri UpasaraBelum ada peringkat
- Water Cooled CondensorsDokumen16 halamanWater Cooled CondensorsAjmal NizarBelum ada peringkat
- Presentation On Shell & Tube ExchangerDokumen32 halamanPresentation On Shell & Tube Exchangersaurabhmeshram88Belum ada peringkat
- Concluding RemarksDokumen11 halamanConcluding RemarksEric OvouneBelum ada peringkat
- Heat Operation ExchangersDokumen67 halamanHeat Operation ExchangersAkankshya MishraBelum ada peringkat
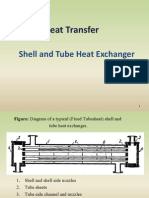
- Shell and Tube Heat Exchanger DesignDokumen25 halamanShell and Tube Heat Exchanger DesignSajid Ali100% (1)
- Sewer System Elements GuideDokumen10 halamanSewer System Elements GuideSheikh UbaidBelum ada peringkat
- Shell and Tube Heat ExchangerDokumen34 halamanShell and Tube Heat ExchangerTamoor Tariq50% (4)
- Heat Transfer Equipment Design and SelectionDokumen24 halamanHeat Transfer Equipment Design and SelectionCynosure SkyBelum ada peringkat
- Selection of Column Type: Plate or PackedDokumen52 halamanSelection of Column Type: Plate or Packedsai charanBelum ada peringkat
- Heat Exchanger Design: By: Tanuj Gupta (Summer Intern)Dokumen22 halamanHeat Exchanger Design: By: Tanuj Gupta (Summer Intern)TanujGuptaBelum ada peringkat
- Chilled Water Systems - Back To Basics Chilled Water Systems Back To Basics Jonathan Ramajoo & Peter Wise 17 October 2012Dokumen23 halamanChilled Water Systems - Back To Basics Chilled Water Systems Back To Basics Jonathan Ramajoo & Peter Wise 17 October 2012binhjukiBelum ada peringkat
- Choice of Plates or PackingDokumen22 halamanChoice of Plates or PackingMuhammad Ayan MalikBelum ada peringkat
- WO Procedures Well ControlDokumen20 halamanWO Procedures Well ControlEric OvouneBelum ada peringkat
- 180° Round Bottom Frac Tank, 500 BBL: 21,000 Gallon, Smooth Wall, Liquid Storage Tank SpecificationsDokumen1 halaman180° Round Bottom Frac Tank, 500 BBL: 21,000 Gallon, Smooth Wall, Liquid Storage Tank SpecificationsMashur Al JunaibiBelum ada peringkat
- Stair Design FundamentalsDokumen16 halamanStair Design FundamentalsNor Alia ShafiaBelum ada peringkat
- TKS 3194 Kuliah1Dokumen27 halamanTKS 3194 Kuliah1Zulfansyah MuchtarBelum ada peringkat
- Fluid ConveyanceDokumen59 halamanFluid ConveyanceLovely Mae Cruza GawinganBelum ada peringkat
- FMC Subsea Drilling Systems 13 5/8” WellheadDokumen23 halamanFMC Subsea Drilling Systems 13 5/8” WellheadNorberto Escobar MoralesBelum ada peringkat
- Reboiler: Altitude Training InstituteDokumen36 halamanReboiler: Altitude Training InstituteShrutika TelangeBelum ada peringkat
- Ideas To Achieve Optimal Combination of Axial & Cross FlowDokumen28 halamanIdeas To Achieve Optimal Combination of Axial & Cross FlowAmirah SufianBelum ada peringkat
- CF CaseHistoryDokumen1 halamanCF CaseHistoryAyman MohamedBelum ada peringkat
- Bioreactor ConfigurationsDokumen24 halamanBioreactor ConfigurationsPeeyush Kumar100% (1)
- 01 Introduction To Foundation and Floor Systems1645805035935Dokumen23 halaman01 Introduction To Foundation and Floor Systems1645805035935Melissa AlmeidaBelum ada peringkat
- Chapter 9Dokumen3 halamanChapter 9habc123Belum ada peringkat
- Overview of Cooling Tower Components, Operation and MaintenanceDokumen79 halamanOverview of Cooling Tower Components, Operation and MaintenanceHamid Ariz100% (2)
- How A Turbo WorksDokumen31 halamanHow A Turbo WorksAkhmad FathoniBelum ada peringkat
- Course 1 (E)Dokumen60 halamanCourse 1 (E)אחמד סלאח כאמלBelum ada peringkat
- Shell and Tube Heat Exchanger DesignDokumen17 halamanShell and Tube Heat Exchanger DesignMadhuBelum ada peringkat
- SeminarDokumen9 halamanSeminardfgfdfggdfBelum ada peringkat
- 2016 CPE3002 L5 Separators Compressors 12 October (1) (Autosaved)Dokumen60 halaman2016 CPE3002 L5 Separators Compressors 12 October (1) (Autosaved)AfetBelum ada peringkat
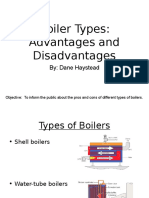
- Boiler Types: Advantages and Disadvantages: By: Dane HaysteadDokumen6 halamanBoiler Types: Advantages and Disadvantages: By: Dane HaysteadMohan RajBelum ada peringkat
- Boiler Types: Advantages and Disadvantages: By: Dane HaysteadDokumen6 halamanBoiler Types: Advantages and Disadvantages: By: Dane HaysteadSiBotak90Belum ada peringkat
- Design Flex DuctDokumen25 halamanDesign Flex DuctVietHienBelum ada peringkat
- Boiler Types: Advantages and Disadvantages: By: Dane HaysteadDokumen6 halamanBoiler Types: Advantages and Disadvantages: By: Dane Haysteadraja.mtBelum ada peringkat
- Building Services - I: Water Supply and SanitationDokumen50 halamanBuilding Services - I: Water Supply and SanitationPriya SinghalBelum ada peringkat
- L2-Well CirculationDokumen33 halamanL2-Well CirculationManish SoniBelum ada peringkat
- 07 - Design of Distillation ColumnDokumen26 halaman07 - Design of Distillation ColumnHanee Farzana HizaddinBelum ada peringkat
- EvaporatorDokumen48 halamanEvaporatorVijaya GosuBelum ada peringkat
- Pellet Cooling and Crumbling Process OptimizationDokumen37 halamanPellet Cooling and Crumbling Process OptimizationMusheer Basha50% (2)
- 2019-01-18 - Construction Errors and Intervention in DesignDokumen68 halaman2019-01-18 - Construction Errors and Intervention in DesignSankalp LamaBelum ada peringkat
- EvaporatorsDokumen37 halamanEvaporatorsGerald JobBelum ada peringkat
- Advance Construction TechnologyDokumen83 halamanAdvance Construction TechnologyRajesh DarjiBelum ada peringkat
- Shell and Tube Heat Exchanger Design ConsiderationsDokumen55 halamanShell and Tube Heat Exchanger Design ConsiderationsCc12 22tBelum ada peringkat
- Distribution SystemDokumen30 halamanDistribution Systemaakashsuwal75Belum ada peringkat
- Shell and TubeDokumen55 halamanShell and Tubesatish lukkaBelum ada peringkat
- Waffle Slab: DescriptionDokumen6 halamanWaffle Slab: DescriptionRafia HassanBelum ada peringkat
- Prefabricated Vertical DrainsDokumen26 halamanPrefabricated Vertical DrainsMayank Prakash100% (1)
- Machine Design and Drawing: (ME / MF F241)Dokumen36 halamanMachine Design and Drawing: (ME / MF F241)Manas TiwariBelum ada peringkat
- SEO-Optimized Title for Distillation Column DocumentDokumen7 halamanSEO-Optimized Title for Distillation Column DocumentTouhidBinAnwarBelum ada peringkat
- ME 421 Heat Exchanger Design: Lecture Notes 8 (Chapter 10) Part 1 Gasketed-Plate Heat ExchangersDokumen24 halamanME 421 Heat Exchanger Design: Lecture Notes 8 (Chapter 10) Part 1 Gasketed-Plate Heat ExchangersMümtaz TekBelum ada peringkat
- 3 - Equations of Change For Isothermal SystemsDokumen29 halaman3 - Equations of Change For Isothermal SystemsAdheep DasBelum ada peringkat
- Shell and Tube Heat Exchanger Design GuideDokumen7 halamanShell and Tube Heat Exchanger Design GuideGaurav SharmaBelum ada peringkat
- Shallow FoundationDokumen38 halamanShallow FoundationmooolkaBelum ada peringkat
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Dari EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Penilaian: 5 dari 5 bintang5/5 (2)
- Calculations For IB ChemistryDokumen16 halamanCalculations For IB Chemistryanthor100% (3)
- Zhang2014.Numerical Investigation On Factors For Deep-Seated Slope Stability of StoneDokumen10 halamanZhang2014.Numerical Investigation On Factors For Deep-Seated Slope Stability of Stonejose monteBelum ada peringkat
- SF6 Circuit Breakers AdvantagesDokumen4 halamanSF6 Circuit Breakers Advantagessekhar_ntpcBelum ada peringkat
- A New Shock Absorber Model With An Application in Vehicle Dynamics StudiesDokumen9 halamanA New Shock Absorber Model With An Application in Vehicle Dynamics StudiesPaul WellsBelum ada peringkat
- Capacitors PDFDokumen84 halamanCapacitors PDFNaseerUddin100% (1)
- Elect Machine Total 2012Dokumen22 halamanElect Machine Total 2012NGOUNEBelum ada peringkat
- Relativistic Effects Structural Chemistry: &Dokumen32 halamanRelativistic Effects Structural Chemistry: &champ delacruzBelum ada peringkat
- Flexural Strength Tests of Ceramics (SubsTech)Dokumen3 halamanFlexural Strength Tests of Ceramics (SubsTech)mypenta2008Belum ada peringkat
- ElectricityDokumen25 halamanElectricityWeb BooksBelum ada peringkat
- Guia 1 FisicoquimicaDokumen4 halamanGuia 1 FisicoquimicaRhooZhii AgueroBelum ada peringkat
- Experiment 4: Protein Assay SpectrophotometryDokumen9 halamanExperiment 4: Protein Assay SpectrophotometryShadia HeyariBelum ada peringkat
- 978 1 4419 5754 2 PDFDokumen458 halaman978 1 4419 5754 2 PDFLUIS ISAAC LEON PAROBelum ada peringkat
- Response Spectrum Analysis Using Femap and NX NastranDokumen40 halamanResponse Spectrum Analysis Using Femap and NX NastranGana C Rover100% (1)
- MicrobiologyDokumen82 halamanMicrobiologyAbhishek SinghBelum ada peringkat
- Advance VibrationDokumen263 halamanAdvance VibrationSurya Pratap SinghBelum ada peringkat
- Wellbore Stability AnalysisDokumen148 halamanWellbore Stability Analysishagh1234Belum ada peringkat
- Material DielektrikDokumen12 halamanMaterial DielektrikShifa Anindya HartonoBelum ada peringkat
- Sa (CM)Dokumen5 halamanSa (CM)Sagar SwarupBelum ada peringkat
- Projectile MotionDokumen15 halamanProjectile MotionAndi Rafika Dwi Rachma100% (1)
- 1415 Phy S5 Term1 Formtest1Dokumen11 halaman1415 Phy S5 Term1 Formtest1黃賡浩Belum ada peringkat
- Laplace TableDokumen2 halamanLaplace TableosmanfıratBelum ada peringkat
- Lab Report 3Dokumen4 halamanLab Report 3api-340581896Belum ada peringkat
- Regel Et Al-1971-Physica Status Solidi (A)Dokumen45 halamanRegel Et Al-1971-Physica Status Solidi (A)damienwckBelum ada peringkat
- Classical Dynamics: Example Sheet 3 SolvedDokumen3 halamanClassical Dynamics: Example Sheet 3 SolvedShweta SridharBelum ada peringkat
- Lewis Structures: Molecular Structure and BondingDokumen83 halamanLewis Structures: Molecular Structure and Bondingحني اسفيانيBelum ada peringkat
- Som & DmeDokumen2 halamanSom & DmeSurulivelrajantBelum ada peringkat
- TriodeDokumen7 halamanTriodeAnonymous E4Rbo2sBelum ada peringkat
- Tribologija TribologyDokumen156 halamanTribologija Tribologypajoslav83100% (1)
- Fundamentals of Metallurgy by Seshadri SeetharamanDokumen1 halamanFundamentals of Metallurgy by Seshadri SeetharamanAmanda Ariesta ApriliaBelum ada peringkat
- Viscous ForceDokumen20 halamanViscous ForceMostafaBelum ada peringkat