Anda mungkin juga menyukai
- (SIRI Assessor Training) AM Guide Book - v2Dokumen19 halaman(SIRI Assessor Training) AM Guide Book - v2hadeelBelum ada peringkat
- EDI810Dokumen11 halamanEDI810ramcheran2020Belum ada peringkat
- Handbook of Energy Data and Calculations: Including Directory of Products and ServicesDari EverandHandbook of Energy Data and Calculations: Including Directory of Products and ServicesBelum ada peringkat
- Individual Differences: Mental Ability, Personality and DemographicsDokumen22 halamanIndividual Differences: Mental Ability, Personality and DemographicsAlera Kim100% (2)
- Combustion Fossil Power PDFDokumen1.114 halamanCombustion Fossil Power PDFVeerabhadra Rao Korimilli100% (3)
- Coal plant flexibility options and challengesDokumen32 halamanCoal plant flexibility options and challengesVeerabhadra Rao KorimilliBelum ada peringkat
- DSA NotesDokumen87 halamanDSA NotesAtefrachew SeyfuBelum ada peringkat
- Coal-Fired Power Plant Heat Rate Improvement Options, Part 1Dokumen13 halamanCoal-Fired Power Plant Heat Rate Improvement Options, Part 1Ravi SatyapalBelum ada peringkat
- EAF Energy ModelDokumen10 halamanEAF Energy Modelcimav100% (2)
- Boiler Turbine Upgrades Offering 27th Jan 2022Dokumen32 halamanBoiler Turbine Upgrades Offering 27th Jan 2022Veerabhadra Rao KorimilliBelum ada peringkat
- Understanding Coal Power Plant Heat Rate and EfficiencyDokumen11 halamanUnderstanding Coal Power Plant Heat Rate and EfficiencyeduardoBelum ada peringkat
- Heat Rate FundamentalsDokumen8 halamanHeat Rate FundamentalsLucky Cham AguilaBelum ada peringkat
- T S - 3 Efficiency Improvement in Auxiliary EquipementDokumen59 halamanT S - 3 Efficiency Improvement in Auxiliary Equipementmoorthymtps_54120305Belum ada peringkat
- Comparing Advanced Combined Cycle Configurations to Improve EfficiencyDokumen9 halamanComparing Advanced Combined Cycle Configurations to Improve Efficiencyank_mehraBelum ada peringkat
- TSD CogenDokumen5 halamanTSD CogenGaurav SushrutBelum ada peringkat
- Heat and Mass Balance Index: S.N. Topics Page NosDokumen50 halamanHeat and Mass Balance Index: S.N. Topics Page NosRavi Satyapal100% (1)
- Low Energy Consumption Ammonia Production 2011 Paper PDFDokumen14 halamanLow Energy Consumption Ammonia Production 2011 Paper PDFKailash NarainBelum ada peringkat
- AKTA MERGER (FINAL) - MND 05 07 2020 FNLDokumen19 halamanAKTA MERGER (FINAL) - MND 05 07 2020 FNLNicoleBelum ada peringkat
- Power Plant Engineering Case StudyDokumen13 halamanPower Plant Engineering Case StudyShubham Gawde100% (1)
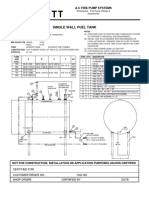
- Single Wall Fuel Tank: FP 2.7 A-C Fire Pump SystemsDokumen1 halamanSingle Wall Fuel Tank: FP 2.7 A-C Fire Pump Systemsricardo cardosoBelum ada peringkat
- Integration of Power Plant and Amine Scrubbing To Reduce CO2 Capture CostsDokumen26 halamanIntegration of Power Plant and Amine Scrubbing To Reduce CO2 Capture CostsshubhamBelum ada peringkat
- Using PHEs in HENsDokumen4 halamanUsing PHEs in HENscymyBelum ada peringkat
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasDari EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasBelum ada peringkat
- Pulverized Coal and Igcc Plant Cost and Performance EstimatesDokumen22 halamanPulverized Coal and Igcc Plant Cost and Performance EstimatesVinod DahiyaBelum ada peringkat
- Coal-Fired Power Plant Heat Rate Improvement Options, Part 1 - PowermagDokumen12 halamanCoal-Fired Power Plant Heat Rate Improvement Options, Part 1 - PowermagRavi Satyapal100% (1)
- Cost Rate CurvesDokumen27 halamanCost Rate CurvesThiện VươngBelum ada peringkat
- A Combined Heat and Power System For Bui PDFDokumen7 halamanA Combined Heat and Power System For Bui PDFzhiwaBelum ada peringkat
- Cost of Greenhouse Gas Mitigation TechnologiesDokumen5 halamanCost of Greenhouse Gas Mitigation TechnologiesDon on ScribeBelum ada peringkat
- Energy and Exergy Analysis of Coal Fired Power PlantDokumen8 halamanEnergy and Exergy Analysis of Coal Fired Power PlantRakeshLolariyaBelum ada peringkat
- Cost Co2 CaptureDokumen6 halamanCost Co2 CaptureMostafa BazriBelum ada peringkat
- Thermodynamic and Experimental Analysis of A Biomass Steam Power Plant: Critical Issues and Their Possible Solutions With CCGT SystemsDokumen10 halamanThermodynamic and Experimental Analysis of A Biomass Steam Power Plant: Critical Issues and Their Possible Solutions With CCGT Systemsjhugo_mirandaBelum ada peringkat
- An Approach To Improve The Economy of Desalination Plants With A Nuclear Heating Reactor by Coupling With Hybrid TechnologiesDokumen7 halamanAn Approach To Improve The Economy of Desalination Plants With A Nuclear Heating Reactor by Coupling With Hybrid TechnologiesAl- DhaheriBelum ada peringkat
- Homogeneous vs. Catalytic Combustion of Lean Methane-Air Mixtures in Reverse - Ow ReactorsDokumen10 halamanHomogeneous vs. Catalytic Combustion of Lean Methane-Air Mixtures in Reverse - Ow ReactorsRohitKumarDiwakarBelum ada peringkat
- Analisa Perbandingan NPHR Saat Mill E: in Service Dan Out ServiceDokumen8 halamanAnalisa Perbandingan NPHR Saat Mill E: in Service Dan Out ServiceMuh Aslam NurBelum ada peringkat
- Single equation for cogeneration financial feasibility determinationDokumen5 halamanSingle equation for cogeneration financial feasibility determinationAndreeaElenaBogdanBelum ada peringkat
- Energy Production from biomass gasification by molten carbonate fuel cells: process simulation and optimizationDokumen6 halamanEnergy Production from biomass gasification by molten carbonate fuel cells: process simulation and optimizationNaason VelascoBelum ada peringkat
- Economic Operation of Power SystemsDokumen26 halamanEconomic Operation of Power SystemsJoyzaJaneJulaoSemillaBelum ada peringkat
- Fouling Mitigation Using Helixchanger Heat ExchangersDokumen7 halamanFouling Mitigation Using Helixchanger Heat ExchangersAnonymous QSfDsVxjZBelum ada peringkat
- Hybrid biomass/solar ORC system for micro-CHP applicationsDokumen6 halamanHybrid biomass/solar ORC system for micro-CHP applicationsSpanishRacingBelum ada peringkat
- Energy Integration of Fired Heater: IMEC04-2003Dokumen17 halamanEnergy Integration of Fired Heater: IMEC04-2003Wejden YaakoubyBelum ada peringkat
- A Study Regarding The Performances of Trigeneration SystemsDokumen6 halamanA Study Regarding The Performances of Trigeneration SystemstfemilianBelum ada peringkat
- Mathematical Modelling of The Cement Clinker Burning ProcessDokumen5 halamanMathematical Modelling of The Cement Clinker Burning ProcessTahseen AlHattabBelum ada peringkat
- Modelling of Flexible Boiler Operation in Coal FirDokumen8 halamanModelling of Flexible Boiler Operation in Coal FirAl Qohyum FernandoBelum ada peringkat
- Appendix 5A: Natural Gas Use in Industrial BoilersDokumen7 halamanAppendix 5A: Natural Gas Use in Industrial BoilersbarmarwanBelum ada peringkat
- Investigations of The Scaling Criteria For A Mild Combustion BurnerDokumen9 halamanInvestigations of The Scaling Criteria For A Mild Combustion BurnerHartono PrayitnoBelum ada peringkat
- Plant Energy Saving Through E Cient Retro®T of Furnaces: Z. Jegla, P. Stehlõâk, J. KohoutekDokumen16 halamanPlant Energy Saving Through E Cient Retro®T of Furnaces: Z. Jegla, P. Stehlõâk, J. KohoutekMUHAMMAD RIFQI DWIBelum ada peringkat
- 10 Simple Ways To Save EnergyDokumen6 halaman10 Simple Ways To Save EnergyGyaan WallahBelum ada peringkat
- Heat Rate & Heater Level ControlDokumen8 halamanHeat Rate & Heater Level ControlTn MuralidharaBelum ada peringkat
- Performance of The Capstone C30 Microturbine On Biodiesel BlendsDokumen11 halamanPerformance of The Capstone C30 Microturbine On Biodiesel BlendsVoicu StaneseBelum ada peringkat
- Oper Gas PowerDokumen6 halamanOper Gas PowerIlkuBelum ada peringkat
- Case Studies in Thermal Engineering: J. Blondeau, T. Museur, O. Demaude, P. Allard, F. Turoni, J. MertensDokumen8 halamanCase Studies in Thermal Engineering: J. Blondeau, T. Museur, O. Demaude, P. Allard, F. Turoni, J. MertensJorge LuisBelum ada peringkat
- Sdarticle 7Dokumen1 halamanSdarticle 7api-3697505Belum ada peringkat
- Combustion, Boilers, and Steam Raising: Technologies for Energy GenerationDokumen1 halamanCombustion, Boilers, and Steam Raising: Technologies for Energy GenerationNorman IskandarBelum ada peringkat
- 吴宇峰 Thermodynamics PaperDokumen10 halaman吴宇峰 Thermodynamics PaperPalmBelum ada peringkat
- Energy Policy: Robert LoweDokumen7 halamanEnergy Policy: Robert LowedrinkscoffeelikecrazBelum ada peringkat
- Gas Engines Prechamber Vs OpenDokumen13 halamanGas Engines Prechamber Vs Openvictor.ciprianiBelum ada peringkat
- 030 PDFDokumen6 halaman030 PDFOng Jia YeeBelum ada peringkat
- Improve heat rate at Boardman Coal Plant through online monitoringDokumen15 halamanImprove heat rate at Boardman Coal Plant through online monitoringindiaBelum ada peringkat
- Advanced Systems in Combined Cycle PlantsDokumen62 halamanAdvanced Systems in Combined Cycle Plantsclaudia_baca_3100% (1)
- Separation Techniques For Landfill Gas Mixtures and Economic AnalysisDokumen7 halamanSeparation Techniques For Landfill Gas Mixtures and Economic AnalysisMonica PatelBelum ada peringkat
- Optimum Power Performance of Integrated SOFC-Trigeneration SystemDokumen14 halamanOptimum Power Performance of Integrated SOFC-Trigeneration SystemAbderrahman HMAITIBelum ada peringkat
- Che3190 f2023 Reactordesignproject FinalreportDokumen11 halamanChe3190 f2023 Reactordesignproject Finalreportapi-538155231Belum ada peringkat
- Application of Boilers on Emission Issues in Renewable EnergyDokumen13 halamanApplication of Boilers on Emission Issues in Renewable Energyagung hardiartoBelum ada peringkat
- Integrated CHP Using Ultra-Low-Nox Supplemental FiringDokumen11 halamanIntegrated CHP Using Ultra-Low-Nox Supplemental FiringOmar SelamiBelum ada peringkat
- HP4a 13 Giaconia Rev0607Dokumen7 halamanHP4a 13 Giaconia Rev0607kkakosimBelum ada peringkat
- PotentialofpeoDokumen15 halamanPotentialofpeochirag_parekh7620046590Belum ada peringkat
- Comparison of Co2 Removal SystemsDokumen6 halamanComparison of Co2 Removal SystemsAmer AlkalaifhBelum ada peringkat
- Combustion Optimization of A Coal-Fired Power Plant Boiler Using Artificial Intelligence Neural NetworksDokumen11 halamanCombustion Optimization of A Coal-Fired Power Plant Boiler Using Artificial Intelligence Neural NetworksdavidBelum ada peringkat
- Experimental and Theoretical Study of Microturbine-Based BCHP SystemDokumen13 halamanExperimental and Theoretical Study of Microturbine-Based BCHP SystemFaza InsanBelum ada peringkat
- High Density Poly EthyleneDokumen6 halamanHigh Density Poly EthyleneVeerabhadra Rao KorimilliBelum ada peringkat
- % Tilt Vs Degree TiltDokumen2 halaman% Tilt Vs Degree TiltVeerabhadra Rao KorimilliBelum ada peringkat
- Adiab FL Temp v2Dokumen8 halamanAdiab FL Temp v2Fares JawadBelum ada peringkat
- Flow and Pressure ConversionDokumen1 halamanFlow and Pressure ConversionVeerabhadra Rao KorimilliBelum ada peringkat
- Flow and Pressure ConversionDokumen1 halamanFlow and Pressure ConversionVeerabhadra Rao KorimilliBelum ada peringkat
- Centrifugal Pump TestsDokumen56 halamanCentrifugal Pump TestsVeerabhadra Rao Korimilli100% (1)
- Design Consideration For PC Boilers - Illinois Basin CoalsDokumen15 halamanDesign Consideration For PC Boilers - Illinois Basin CoalsJayesh AryaBelum ada peringkat
- Eritrea and Ethiopia Beyond The Impasse PDFDokumen12 halamanEritrea and Ethiopia Beyond The Impasse PDFThe Ethiopian AffairBelum ada peringkat
- Chapter 6: Structured Query Language (SQL) : Customer Custid Custname OccupationDokumen16 halamanChapter 6: Structured Query Language (SQL) : Customer Custid Custname OccupationSarmila MahendranBelum ada peringkat
- Analyze Oil Wear DebrisDokumen2 halamanAnalyze Oil Wear Debristhoma111sBelum ada peringkat
- Tata Group's Global Expansion and Business StrategiesDokumen23 halamanTata Group's Global Expansion and Business Strategiesvgl tamizhBelum ada peringkat
- WitepsolDokumen21 halamanWitepsolAnastasius HendrianBelum ada peringkat
- Super Flexible, Super Fast, Super Value: Gigabit PTMP Client and PTP With Modular AntennasDokumen5 halamanSuper Flexible, Super Fast, Super Value: Gigabit PTMP Client and PTP With Modular AntennasAbdallaBelum ada peringkat
- Excavator Loading To Truck TrailerDokumen12 halamanExcavator Loading To Truck TrailerThy RonBelum ada peringkat
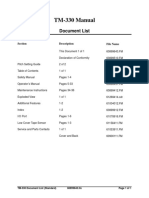
- PS300-TM-330 Owners Manual PDFDokumen55 halamanPS300-TM-330 Owners Manual PDFLester LouisBelum ada peringkat
- Jurisdiction On Criminal Cases and PrinciplesDokumen6 halamanJurisdiction On Criminal Cases and PrinciplesJeffrey Garcia IlaganBelum ada peringkat
- Sample Property Management AgreementDokumen13 halamanSample Property Management AgreementSarah TBelum ada peringkat
- Server LogDokumen5 halamanServer LogVlad CiubotariuBelum ada peringkat
- Green Management: Nestlé's Approach To Green Management 1. Research and DevelopmentDokumen6 halamanGreen Management: Nestlé's Approach To Green Management 1. Research and DevelopmentAbaidullah TanveerBelum ada peringkat
- Department of Labor: kwc25 (Rev-01-05)Dokumen24 halamanDepartment of Labor: kwc25 (Rev-01-05)USA_DepartmentOfLaborBelum ada peringkat
- ABBBADokumen151 halamanABBBAJeremy MaraveBelum ada peringkat
- CORE Education Bags Rs. 120 Cr. Order From Gujarat Govt.Dokumen2 halamanCORE Education Bags Rs. 120 Cr. Order From Gujarat Govt.Sanjeev MansotraBelum ada peringkat
- Las Q1Dokumen9 halamanLas Q1Gaux SkjsjaBelum ada peringkat
- Philippine Architecture, Film Industry EvolutionDokumen4 halamanPhilippine Architecture, Film Industry EvolutionCharly Mint Atamosa IsraelBelum ada peringkat
- Arizona Supreme CT Order Dismisses Special ActionDokumen3 halamanArizona Supreme CT Order Dismisses Special Actionpaul weichBelum ada peringkat
- TX Set 1 Income TaxDokumen6 halamanTX Set 1 Income TaxMarielle CastañedaBelum ada peringkat
- AE383LectureNotes PDFDokumen105 halamanAE383LectureNotes PDFPoyraz BulutBelum ada peringkat
- 3 Intro To Ozone LaundryDokumen5 halaman3 Intro To Ozone LaundrynavnaBelum ada peringkat
- Theme Meal ReportDokumen10 halamanTheme Meal Reportapi-434982019Belum ada peringkat
- Cercado VsDokumen1 halamanCercado VsAnn MarieBelum ada peringkat
- E-TON - Vector ST 250Dokumen87 halamanE-TON - Vector ST 250mariusgrosyBelum ada peringkat