Anda mungkin juga menyukai
- Ziperovich - Comprender La Complejidad Del AprendizajeDokumen21 halamanZiperovich - Comprender La Complejidad Del AprendizajejdfkjdhkfjsdhkfBelum ada peringkat
- Copernico, Digges, Galileo - Opusculos Sobre El Movimiento de La TierraDokumen93 halamanCopernico, Digges, Galileo - Opusculos Sobre El Movimiento de La TierraJhon Edinson Cabezas Rodriguez0% (1)
- Caso Nordam Europe LTP (Sony Nin)Dokumen5 halamanCaso Nordam Europe LTP (Sony Nin)Sony MedinaBelum ada peringkat
- Clase 03 Ing Met IDokumen44 halamanClase 03 Ing Met IroberthsonBelum ada peringkat
- Fichas de TrabajoDokumen19 halamanFichas de TrabajoOscar Meza100% (3)
- Tablas y Gráficos para El Cálculo de Pérdidas - PPSXDokumen56 halamanTablas y Gráficos para El Cálculo de Pérdidas - PPSXWalter CadenillasBelum ada peringkat
- Informe 1 Listo InstrumentacionDokumen5 halamanInforme 1 Listo InstrumentacionWalter CadenillasBelum ada peringkat
- Medidores de CaudalDokumen41 halamanMedidores de CaudalWalter CadenillasBelum ada peringkat
- Co Or043 11Dokumen7 halamanCo Or043 11Walter CadenillasBelum ada peringkat
- INFORME Nº2.Docx CaffroniDokumen3 halamanINFORME Nº2.Docx CaffroniWalter CadenillasBelum ada peringkat
- Informe Final Pasant Jimmyran121Dokumen31 halamanInforme Final Pasant Jimmyran121Walter CadenillasBelum ada peringkat
- Informe Final Pasant Jimmyran121Dokumen31 halamanInforme Final Pasant Jimmyran121Walter CadenillasBelum ada peringkat
- Armas, García, Morales, VillazanaDokumen23 halamanArmas, García, Morales, VillazanaWalter CadenillasBelum ada peringkat
- Sensores Galgas LVDT OkDokumen137 halamanSensores Galgas LVDT OkN Elizabeth CHBelum ada peringkat
- Crane-Flujo de Fluidos en Valvulas Accesorios y TuberiasDokumen215 halamanCrane-Flujo de Fluidos en Valvulas Accesorios y Tuberiascarlos gonzales amancio97% (31)
- Clase 4Dokumen25 halamanClase 4Freddy MartinezBelum ada peringkat
- T Uce 0010 086 2017Dokumen172 halamanT Uce 0010 086 2017Laura SuarezBelum ada peringkat
- Resumen Manual Normas Apa Septima Edición-1-1Dokumen8 halamanResumen Manual Normas Apa Septima Edición-1-1Yamii PortalBelum ada peringkat
- MÉDULA ESPINAL (Tortora)Dokumen21 halamanMÉDULA ESPINAL (Tortora)Johannys AngaritaBelum ada peringkat
- La Configuracion Del Pensamiento AnarquistaDokumen8 halamanLa Configuracion Del Pensamiento AnarquistaMarcelo Sandoval VargasBelum ada peringkat
- Reportaje de PlantasDokumen3 halamanReportaje de PlantasPrince Tatiana Trujillo AquinoBelum ada peringkat
- Estandares ISACA en Españo 2013 - 2019l PDFDokumen51 halamanEstandares ISACA en Españo 2013 - 2019l PDFCarlos RamirezBelum ada peringkat
- La Población MundialDokumen10 halamanLa Población MundialJeiser EspejoBelum ada peringkat
- Cuestionario Previo 4.Dokumen2 halamanCuestionario Previo 4.Daniel RodriguezBelum ada peringkat
- Trabajo de Bocatoma Cumbaza Obras HidraulicasDokumen15 halamanTrabajo de Bocatoma Cumbaza Obras HidraulicasLUISBelum ada peringkat
- Taller 2. PROCESO PRODUCTO Y COMERCIAL.Dokumen7 halamanTaller 2. PROCESO PRODUCTO Y COMERCIAL.Maria Andrea OrtegaBelum ada peringkat
- Ficha Tecnica HX75 HyundaiDokumen3 halamanFicha Tecnica HX75 HyundaiINGENIERIA H&C SASBelum ada peringkat
- El Papel de Las Humanidades en El FuturoDokumen10 halamanEl Papel de Las Humanidades en El FuturoLuisa BeltranBelum ada peringkat
- Muestreo y Analisis en AguasDokumen21 halamanMuestreo y Analisis en Aguascoordinadora calidadBelum ada peringkat
- Responsabilidad ecológica: limpieza y clasificación de residuos en playa Las RocasDokumen4 halamanResponsabilidad ecológica: limpieza y clasificación de residuos en playa Las RocasAlex Davila LlanosBelum ada peringkat
- Prácticas Formales Del MindfulnessDokumen5 halamanPrácticas Formales Del Mindfulnesswalter jesus navarro juarezBelum ada peringkat
- Actividades Extraclase Numero 4 Del Dai 22 de Marzo Del 2021Dokumen2 halamanActividades Extraclase Numero 4 Del Dai 22 de Marzo Del 2021Brandon GaelBelum ada peringkat
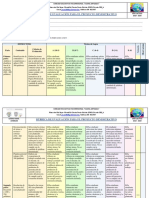
- Rúbrica de evaluación para proyecto demostrativoDokumen5 halamanRúbrica de evaluación para proyecto demostrativoAndrewAndy100% (2)
- Investigacion Individual 25 OctubreDokumen4 halamanInvestigacion Individual 25 OctubreDaniela Guevara PastorBelum ada peringkat
- La Procrastinación y La MemoriaDokumen2 halamanLa Procrastinación y La MemoriaKamila Villamarín González100% (2)
- Respuestas A Preguntas de Carpinteria y MaderaDokumen8 halamanRespuestas A Preguntas de Carpinteria y MaderaYessica silva0% (1)
- Formulario de AfiliacionDokumen2 halamanFormulario de AfiliacionOswal G GamaBelum ada peringkat
- Mapa Mental Educación Del Siglo XxiDokumen6 halamanMapa Mental Educación Del Siglo XxiJavier GonzalezBelum ada peringkat
- RPG 7V CAL.40mmDokumen12 halamanRPG 7V CAL.40mmsantiago guevara balcazarBelum ada peringkat
- PQ-Proceso de Obtención de TiO2Dokumen12 halamanPQ-Proceso de Obtención de TiO2Luis Alfonso Martinez FdezBelum ada peringkat