Hot air is indispensable in a blast furnace.
As much as four and one-half
Ladle
tons of it may be needed to make one ton of pig iron. It is blown in at the
bottom of the furnace and roars up through the charge of iron ore, coke, Molten Iron
and limestone that has been dumped in from the top. Fanned by the air,
the coke burns. Its gases reduce the ore to metallic iron by removing
oxygen from it while the limestone causes the earthy matter of the ore to
flow. Freed, the heavy metal settles to the bottom. From there, 4,000 to
10,000 tons of pig iron are drawn off per day. Pigs of Iron
Pig Casting
Machine
Stoves For convenience in shipping, liquid
iron is ladled off into continuously
moving molds, and is then quenched
and turned out in pig form. Each year,
Combustion Brick a small percentage of the pig iron
Chamber Checkerwork output is shipped in solid pigs to
thousands of foundries where it is
made into a variety of castings.
Flow of Cold
Air to Stove
Air for the blast furnace is heated in huge stoves. At least two stoves are needed for each blast
furnace. One stove heats while the other blows hot air into the bustle pipe and through tuyers to the
bottom of the furnace. In a combustion chamber in the stove being heated, cleaned exhaust gases Ladle
from the blast furnace are mixed with air and burned to raise the temperature of refractory brick. A ladle full of molten iron joins
limestone, scrap steel and alloying
materials in a basic oxygen furnace
to form a special heat of steel
meeting rigid specifications.
Fig. 3-9 The blast furnace process. (Concluded)
into steelmaking furnaces. A small amount is solidi- high as 3,500F and gas temperatures of 700F are gen-
fied and transported to iron foundries that remelt it. erated. As much as 10 to 12 million gallons of water per
Then the iron is cast into a wide variety of products day may be used to cool a furnace. A furnace may oper-
ranging from toys to cylinder heads for automobile ate for several years before relining is necessary.
engines. The number of blast furnaces in the United States
A modern blast furnace may be as much as 250 feet in has declined over the past 30 years, but the total annual
height and 28 feet in diameter. The furnace shaft is lined pig iron production has increased greatly. Enlarged fur-
with refractory materials, and this lining is water cooled naces, refined and controlled raw materials, and much
to withstand high temperatures. Flame temperatures as higher blast temperatures are responsible for increased
48 Chapter 3 Steel and Other Metals
Cementation Process
One of three
or four stoves Skip Car One Cementation is the oldest method of steel-
for heating air. making. It consists of heating wrought iron
Hot Gas to
Scrubbers with carbon in a vacuum. This increases
the carbon content of surfaces and edges
Coke
Brick
Checker Ore which can then be hardened by heating and
Work Limestone quenching. The metal is not molten during
Air is H Refractory steelmaking. Hence impurities are not re-
heated o Skip Incline
as it t
Brick Lining moved from the iron, and only the surface of
rises
through
B
l the metal is affected. It is probable that most
hot a
s of the steel of ancient times was produced in
brick
work.
t Molten Slag
this way.
Molten
Air Iron Tuyere
Coke
Bins
Ore and
Limestone A later improvement of this process was
Hot Blast
the stacking of alternate layers of soft, carbon-
Bins
from
Turbo
Blower free iron with iron containing carbon. The lay-
ers were then heated so that the pieces could
Hot Iron Slag Car
Skip be worked. The layers of soft and hard metal
Car
Car Two strengthened the internal structure of the steel.
Much of this steelmaking was centered in Syria
during the Middle Ages, and the steels became
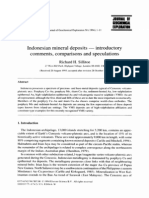
Fig. 3-10 Schematic diagram of a blast furnace, hot blast stove, and known as the famous Damascus steels, used
skiploader. Ore, limestone, and coke are fed in at the top of the furnace.
widely for swords and spears of the highest
Preheated air, delivered at the bottom, burns the coke and generates
gases and heat required to separate iron from the ore. Source: American quality.
Iron & Steel Inst. The steel made by this process was further
improved by the crucible process that came into
production. The number of furnaces probably will con- use in the eighteenth century.
tinue to decrease as the production rate for leading fur-
naces exceeds 3,000 net tons per day. Crucible Process
The crucible process was revived in England during the
Steelmaking Processes early 1740s. Steel produced by the cementation process
was melted in a clay crucible to remove the impurities.
You have read that steel was used in a primitive form While fluid, the slag was skimmed off the top. Then the
for several thousand years. However, this early steel was metal was poured into a mold where it solidified into a
not strong nor did it have the variety of properties neces- mass that could be worked into the desired shape. In the
sary for extensive use. It was produced by the cemen- United States graphite crucibles, with a capacity of about
tation and the crucible processes. In recent times two 100 pounds of metal, were used in a gas-fired furnace.
major developments have made it possible to produce This process produced a steel of uniform quality that was
large quantities of steel with a variety of properties at a free of slag and dust.
competitive cost.
The first of these developments was the Bessemer Electric Furnace Processes
furnace invented in 1856 in both Europe and the United
Electric furnaces are of two types: (1) the electric arc
States. The second was the open hearth furnace which was
type and (2) the induction furnace. The first electric
invented 12 years later in the United States. Figure 3-11,
arc furnace had a capacity of 4 tons. It was put into
pages 5051 shows the modern steelmaking process from
operation in France by the French metallurgist Paul
raw materials to finished product.
Heroult in 1899 and introduced into the United States
in 1904. The modern furnace, Fig. 3-12, page 52, has a
charge of 80 to 100 tons. A few furnaces hold a charge
For video on steelmaking operations, please visit of 200tons and produce more than 800 tons of steel in
www.mhhe.com/welding. 24 hours. These large furnaces are made possible by
the increase of electric power capacity, the production
Steel and Other Metals Chapter 3 49
Electric Arc Furnace
Produces Molten Steel. Steel Refining Facility
Iron Ore
Continuous Casting:
Coal Injection
Natural
Gas Direct Reduction
Produces solid,
metallic iron
from iron ore.
Slabs Thin Slabs
Coal
Recycled Steel
Basic Oxygen Furnace
Produces Molten Steel.
Blooms Billets
Coke Oven
Coal
By-Products
Slag Molten Iron
Limestone Pig Iron Casting
Blast Furnace
Produces molten pig iron from iron ore.
A FLOWLINE ON STEELMAKING
This is a simplified road map through the complex world of steelmaking. Each stop along the routes from raw materials to mill
products contained in this chart can itself be charted. From this overall view, one major point emerges: Many operationsinvolving
much equipment and workersare required to produce civilization's principal and least expensive metal.
The raw materials of steelmaking must be brought together, often from hundreds of miles away, and smelted in a blast furnace to
produce most of the iron that goes into steelmaking furnaces. Air and oxygen are among the most important raw materials in iron and
steelmaking.
Continuous casting machines solidify steel into billets, blooms, and slabs. The metal is usually formed first at high temperature, after
which it may be cold-formed into additional products.
Fig. 3-11 A road map of raw materials to mill products. Source: American Iron & Steel Inst.
50 Chapter 3 Steel and Other Metals
Pipe
Slabs and Thin Slabs Plates
Products
Hot Rolled Hot Rolled
Sheets Coils
Hot
Reheat Furnace Strip Mill
Pickle
Line
Pickled and Oiled Coils
Cold
Mill
Cold Rolled Coils and Sheets
Heat Treating,
Coating and Finishing Lines
Seamless
Tube
Blooms and Billets Structural
Mill
Rolling Mill
Bars and
Rods
Fig. 3-11 A road map of raw materials to mill products. (Concluded)
of large graphite (carbon) electrodes, the development The charge consists almost entirely of scrap with small
of improved refractory materials for linings, and better amounts of burned lime and mill scale. The furnaces
furnace design. are circular and can be tilted to tip the molten steel into
Electricity is used solely for the production of heat a ladle, Fig.3-13, page 53. They may be lined with ei-
and does not impart any properties to the steel. These ther basic (magnesite, dolomite) or acid (silica brick) re-
furnaces have three electrodes ranging from 4 to fractory materials, Fig. 3-14, page 53.
24 inches in diameter. They produce a direct arc with
three-phase power and are supplied with electric current
through a transformer. Newer furnaces have electrical For video showing an electric furnace in operation,
capacity between 9001,000 kVA per ton of steel being please visit www.mhhe.com/welding.
processes. This could amount to 42,000 amperes thus a
very high energy arc. Keep this in mind next time you
are welding at a few hundred amperes. The electrodes Before World War II practically all alloy, stainless,
enter the furnace through the roof. The roof is remov- and tool steels were produced in electric furnaces. Today,
able and can be swung aside to charge the furnace. however, ordinary steels may also be produced in those
Steel and Other Metals Chapter 3 51
Direct Evacuation
System
Graphite Electrodes
During Furnance Charging
Furnace Shell
Molten Steel
EST Tapping
Rocker Tilt
Tilt Cylinder Teeming Ladle
Water-Cooled Roof Roof Suspension Beam
Water-Cooled
Cables
Working
Platforms
Power Conducting Arms
Fig. 3-12 The electric furnace process. Source: American Iron & Steel Inst.
areas where there are large supplies of scrap and favorable magnesia, surrounded by a layer of tamped-in magnesia
electric power rates. refractory. Around this is a coil made of copper tubing,
The electric induction furnace, Fig. 3-15, page 54, is forming the primary winding that is connected to the
essentially a transformer with the molten metal acting current source. The coil is encased in a heavy box with
as the core. It consists of a crucible, usually made of a silica brick bottom lining. A lip is built into the box to
52 Chapter 3 Steel and Other Metals
allow the metal contents to run out as the f urnace
is tilted forward.
The charge consists of scrap of the approximate
composition desired plus necessary ferro-alloys
to give final chemical composition within speci-
fications. Scrap may be any size that will fit into
the furnace. A 1,000-pound charge can be melted
down in 45 minutes. After melting is complete, the
metal is further heated to the tapping temperature
in about 15 minutes. During this time small addi-
tions of alloys or deoxidizers are added. When the
proper temperature is obtained, the furnace is tilted
and liquid metal runs out over the lip into a ladle or
directly into a mold.
Oxygen Process
The oxygen process, also known as the Linz-
Donawitz process, was first established in Linz,
Austria, in 1952 and in Donawitz, Austria, a short
time later. The process was first used in the United
States in 1954.
The Linz-Donawitz process is a method of pig
iron and scrap conversion whereby oxygen is in-
jected downward over a bath of metal. A fairly
Fig. 3-13 Making a pour from an electric furnace. Note the large electrodes large amount of hot metal is necessary to start the
through which the electric current flows to provide the arcing that produces the
heat to melt the metal. United States Steel Corporation
Electrode
Electrode
Mullite Brick
Silica Brick
Unburnt Metal Encased
Magnesite Chrome Brick
Magnesite Brick
Tapping Hole
Sleeve, 20 GA.
Steel Cylinder
Filled with Dolomite
Work Door
Water-Cooled
Arches & Jambs
Silica
Top of Sill Plate
Brick
Fireclay Brick
Magnesite Brick
Fireclay Brick
Grain Magnesite Ground Silica Canister
Basic Furnace Lining Acid Furnace Lining
Fig. 3-14 The electric arc furnace produces heat through arcing action from electrodes to metal. Electrodes
move down as metal melts.
Steel and Other Metals Chapter 3 53
T D B M F S
S R
L
B Bath of Molten Metal L Refractory Lining for Coil
C Copper Tubing Coil M Crucible
D Pouring Spout R, S Asbestos Lumber
F Firebrick T Trunnion
G Powdered Refractory
Fig. 3-15 Cross section of an electric induction furnace.
Heat is generated by means of transformer action, where the
bath of molted metal (B) acts as the core of the secondary
winding; water-cooled copper coil (C) carries the primary Fig. 3-16 Charging hot metal into a 150-ton basic oxygen
electric current. furnace. H. Mark Weidman Photography/Alamy Stock Photo
Dust Reclaimer
oxidizing reaction so that the scrap content is limited to
about 30percent of the charge. A pear-shaped vessel is
Retractable
charged with molten pig iron and scrap while the vessel Oxygen Lance
is in a tilted position, Fig.3-16. Then the vessel is turned
upright. Fluxes are added, and high purity oxygen is di-
Refractory
rected over the surface of the molten metal bath by the Lining
insertion of a water-cooled lance into the vessel mouth,
Fig. 3-17. High Purity
Oxygen at
The chemical reaction of the oxygen and fluxes re- Supersonic
fines the pig iron and scrap into steel. The temperature Speed
reaches 3,000F, and the refining continues for 20 to
25 minutes. Slag
When the refining is complete, the lance is with-
drawn. The furnace is tilted, and the steel is tapped
Molten Metal
through a hole in the side near the top. The slag is Bath
also removed, and the furnace is ready for another
charge. The complete process is shown in Figs. 3-18
and 3-19 (page 56). Converter
Vessel
The main advantage claimed for the process is that it
takes only 45 minutes to complete. Heats as large as 300
Fig. 3-17 Basic oxygen steelmaking furnace. After scrap and hot
tons are made. Steels of any carbon content can be pro- metal are charged into the furnace, the dust cap is put on, and oxy-
duced. While alloy and stainless steels have been made gen is blown through the lance to the surface of the molten metal in
by the oxygen process, the holding time in the vessel to order to burn out impurities.
54 Chapter 3 Steel and Other Metals
Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Motor SizesDokumen10 halamanMotor SizesBruno KosBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Building Materials Stones March 2016 PDFDokumen100 halamanBuilding Materials Stones March 2016 PDFDanicaGanBelum ada peringkat
- Viscosity of Fluids Lab Ball Drop MethodDokumen4 halamanViscosity of Fluids Lab Ball Drop MethodNOKIABelum ada peringkat
- BS812 - 119 Method For Determination of Acid-Soluble Material in Fine AggregateDokumen10 halamanBS812 - 119 Method For Determination of Acid-Soluble Material in Fine AggregateEduardo BittarBelum ada peringkat
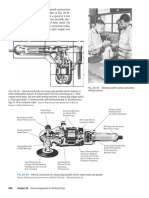
- Fig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsDokumen7 halamanFig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsWilly UioBelum ada peringkat
- Mance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionDokumen9 halamanMance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionWilly UioBelum ada peringkat
- Joint Design, Testing, and Inspection: Chapter ObjectivesDokumen9 halamanJoint Design, Testing, and Inspection: Chapter ObjectivesWilly UioBelum ada peringkat
- Automatic and Robotic Arc Welding Equipment: Chapter ObjectivesDokumen7 halamanAutomatic and Robotic Arc Welding Equipment: Chapter ObjectivesWilly UioBelum ada peringkat
- Dual Robot Work Cell. Note The Robots Are Mounted Overhead For Easier Access To Welding JointsDokumen7 halamanDual Robot Work Cell. Note The Robots Are Mounted Overhead For Easier Access To Welding JointsWilly UioBelum ada peringkat
- Common Sensors and Units of Measure: Table 27-2Dokumen7 halamanCommon Sensors and Units of Measure: Table 27-2Willy UioBelum ada peringkat
- Mance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionDokumen9 halamanMance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionWilly UioBelum ada peringkat
- Weld Discontinuities As Indicated On Radio-Graphic Film.: Fig. 28-39A-FDokumen8 halamanWeld Discontinuities As Indicated On Radio-Graphic Film.: Fig. 28-39A-FWilly UioBelum ada peringkat
- Power Punch: © Renee BohnartDokumen7 halamanPower Punch: © Renee BohnartWilly UioBelum ada peringkat
- Assortment of Hydraulic Tools Available To The Welder.: Power Press BrakesDokumen8 halamanAssortment of Hydraulic Tools Available To The Welder.: Power Press BrakesWilly UioBelum ada peringkat
- © ITW Jetline - Cyclomatic: Weld ElevatorDokumen8 halaman© ITW Jetline - Cyclomatic: Weld ElevatorWilly UioBelum ada peringkat
- Power Punch: © Renee BohnartDokumen7 halamanPower Punch: © Renee BohnartWilly UioBelum ada peringkat
- Assortment of Hydraulic Tools Available To The Welder.: Power Press BrakesDokumen8 halamanAssortment of Hydraulic Tools Available To The Welder.: Power Press BrakesWilly UioBelum ada peringkat
- General Equipment For Welding Shops: Chapter ObjectivesDokumen8 halamanGeneral Equipment For Welding Shops: Chapter ObjectivesWilly UioBelum ada peringkat
- Inspection and Testing: © Plumbers and Pipefitters Union, Alton, ILDokumen8 halamanInspection and Testing: © Plumbers and Pipefitters Union, Alton, ILWilly UioBelum ada peringkat
- © ITW Jetline - Cyclomatic: Weld ElevatorDokumen8 halaman© ITW Jetline - Cyclomatic: Weld ElevatorWilly UioBelum ada peringkat
- Laser Assisted Arc Welding: Shop TalkDokumen8 halamanLaser Assisted Arc Welding: Shop TalkWilly UioBelum ada peringkat
- High Energy Beams and Related Welding and Cutting Process PrinciplesDokumen8 halamanHigh Energy Beams and Related Welding and Cutting Process PrinciplesWilly UioBelum ada peringkat
- Table 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxDokumen8 halamanTable 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxWilly UioBelum ada peringkat
- Laser Assisted Arc Welding: Shop TalkDokumen8 halamanLaser Assisted Arc Welding: Shop TalkWilly UioBelum ada peringkat
- © Plumbers and Pipefitters Union, Alton, ILDokumen8 halaman© Plumbers and Pipefitters Union, Alton, ILWilly UioBelum ada peringkat
- Gas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Dokumen9 halamanGas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Willy UioBelum ada peringkat
- © Plumbers and Pipefitters Union, Alton, ILDokumen8 halaman© Plumbers and Pipefitters Union, Alton, ILWilly UioBelum ada peringkat
- Wel 23 eDokumen7 halamanWel 23 eWilly UioBelum ada peringkat
- Wel 23 BDokumen8 halamanWel 23 BWilly UioBelum ada peringkat
- Wel 22 FDokumen7 halamanWel 22 FWilly UioBelum ada peringkat
- Wel 23 CDokumen8 halamanWel 23 CWilly UioBelum ada peringkat
- Table 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxDokumen8 halamanTable 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxWilly UioBelum ada peringkat
- Wel 23 ADokumen8 halamanWel 23 AWilly UioBelum ada peringkat
- Wel 22 eDokumen7 halamanWel 22 eWilly UioBelum ada peringkat
- Elce221 Lab 1Dokumen6 halamanElce221 Lab 1Little VoiceBelum ada peringkat
- Pressure-Enthalpy Diagrams: Aturation Ubcooling AND UperheatDokumen35 halamanPressure-Enthalpy Diagrams: Aturation Ubcooling AND UperheatAbdul RahmanBelum ada peringkat
- AspirinDokumen15 halamanAspirinJuan PerezBelum ada peringkat
- Exploration Approach of The South East, Constantine Basin Algeria PDFDokumen10 halamanExploration Approach of The South East, Constantine Basin Algeria PDFTargetofstunBelum ada peringkat
- DCC Technicals For All MachinesDokumen38 halamanDCC Technicals For All MachinesKareem TrainmanBelum ada peringkat
- Jahn Teller Theorm 5th ChemDokumen10 halamanJahn Teller Theorm 5th ChemMuhammad ArhamBelum ada peringkat
- Marine Enginnering SyllabusDokumen3 halamanMarine Enginnering SyllabusRam Prasad YadavBelum ada peringkat
- 1995 Review - Aqueous Tape Casting of Ceramic PowdersDokumen12 halaman1995 Review - Aqueous Tape Casting of Ceramic PowdersFreudensteinitzBelum ada peringkat
- MT BitsDokumen12 halamanMT BitsKundan KumarBelum ada peringkat
- Explain A Simple Vapour Compression Cycle Giving Clearly Its Flow Diagram?Dokumen5 halamanExplain A Simple Vapour Compression Cycle Giving Clearly Its Flow Diagram?Ashok DaraBelum ada peringkat
- Gs11m12a01 01e PDFDokumen38 halamanGs11m12a01 01e PDFDhirender DagarBelum ada peringkat
- Texture 160203172810Dokumen28 halamanTexture 160203172810NainaBelum ada peringkat
- Daftar Pustaka: Reactor Design, John Wiley & Sons Inc., USADokumen4 halamanDaftar Pustaka: Reactor Design, John Wiley & Sons Inc., USASyariful Maliki NejstaršíBelum ada peringkat
- UC's MotionsDokumen37 halamanUC's MotionsjssherkowBelum ada peringkat
- Heat-Stable Salts and Amine Unit Performance: Ralph WeilandDokumen4 halamanHeat-Stable Salts and Amine Unit Performance: Ralph WeilandAzimzadeh FamBelum ada peringkat
- Photosynthesis in PlantsDokumen5 halamanPhotosynthesis in Plantskay69max47Belum ada peringkat
- AccuDry Indoor Outdoor 113 WebDokumen4 halamanAccuDry Indoor Outdoor 113 WebCesar NietoBelum ada peringkat
- Analysis Done in LPILE Plus v5.0Dokumen9 halamanAnalysis Done in LPILE Plus v5.0Afzal WaseemBelum ada peringkat
- CGR 18650cgDokumen2 halamanCGR 18650cgKonstantinos GoniadisBelum ada peringkat
- SSCF StainlessSteel Shell and TubeDokumen7 halamanSSCF StainlessSteel Shell and TubeTom GuyetteBelum ada peringkat
- Indonesian Mineral Deposits - IntroductoryDokumen11 halamanIndonesian Mineral Deposits - IntroductoryridofambudiBelum ada peringkat
- Food Chemistry: Da-Wei Li, Ming Zhu, Yun-Dong Shao, Zhe Shen, Chen-Chen Weng, Wei-Dong YanDokumen9 halamanFood Chemistry: Da-Wei Li, Ming Zhu, Yun-Dong Shao, Zhe Shen, Chen-Chen Weng, Wei-Dong YanTrần Hồ Hữu LuânBelum ada peringkat
- Introductory Experiment: Calibration of Volumetric GlasswareDokumen4 halamanIntroductory Experiment: Calibration of Volumetric GlasswareOcampo AmyBelum ada peringkat
- Excitation of Plasmons and Interband Transitions by Electrons PDFDokumen2 halamanExcitation of Plasmons and Interband Transitions by Electrons PDFRobBelum ada peringkat
- 5 Mass TransferDokumen85 halaman5 Mass TransfergeorgiadisgBelum ada peringkat