Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- LD 50 Techbull - LiquinoxDokumen2 halamanLD 50 Techbull - Liquinoxpradeep281001Belum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Audit Checklist For Purified Water SystemDokumen2 halamanAudit Checklist For Purified Water Systempradeep28100171% (7)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Responding To Regulatory InspectionsDokumen5 halamanResponding To Regulatory Inspectionspradeep281001Belum ada peringkat
- NCBI Article For Chlorine Di OxideDokumen3 halamanNCBI Article For Chlorine Di Oxidepradeep281001Belum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Chlorine Di-OxideDokumen56 halamanChlorine Di-OxideRamachandran Venkatesh100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Cleaning For Bio-FoulingDokumen2 halamanCleaning For Bio-Foulingpradeep281001Belum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Dockweiler Bpe DirectDokumen52 halamanDockweiler Bpe Directpradeep281001Belum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Compressed AirDokumen7 halamanCompressed Airpradeep281001Belum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- ORP SpecDokumen12 halamanORP Specpradeep281001Belum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Dockweiler Bpe DirectDokumen52 halamanDockweiler Bpe Directpradeep281001Belum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- 2810Dokumen1 halaman2810pradeep281001Belum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- ProcessDokumen4 halamanProcesspradeep281001Belum ada peringkat
- Technical DiaryDokumen24 halamanTechnical Diarypradeep281001Belum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Long - ArtiDokumen8 halamanLong - Artipradeep281001Belum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Clinical ResearchDokumen40 halamanClinical Researchpradeep281001Belum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- FDA Compliance Program for Sterile Drug Product Manufacturing InspectionsDokumen54 halamanFDA Compliance Program for Sterile Drug Product Manufacturing InspectionsantonygamalpharmaBelum ada peringkat
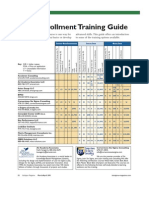
- Kimball Six Sigma Training ScheduleDokumen3 halamanKimball Six Sigma Training Schedulepradeep281001Belum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- MilliDokumen6 halamanMillipradeep281001Belum ada peringkat
- iSixSigma Magazine March-April 2011 52 Product GuideDokumen4 halamaniSixSigma Magazine March-April 2011 52 Product Guidewawawa1Belum ada peringkat
- World Class Training. World Class Consulting. World Class ResultsDokumen17 halamanWorld Class Training. World Class Consulting. World Class Resultspradeep281001Belum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Certificate Program in Regulations For Biologics and Pharmaceutical Product (6months)Dokumen3 halamanCertificate Program in Regulations For Biologics and Pharmaceutical Product (6months)pradeep281001Belum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- WHO Guidelines For Drinking Water PDFDokumen564 halamanWHO Guidelines For Drinking Water PDFshekharvkate100% (3)
- Quality PressDokumen56 halamanQuality PressEddie Kuang100% (1)
- MagaDokumen44 halamanMagapradeep281001Belum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Certificate Program in Regulations For Biologics and Pharmaceutical Product (6months)Dokumen3 halamanCertificate Program in Regulations For Biologics and Pharmaceutical Product (6months)pradeep281001Belum ada peringkat
- Spyn Audio Catalog-1589913182Dokumen28 halamanSpyn Audio Catalog-1589913182Jose Gregorio Ortega CarrilloBelum ada peringkat
- FMDC HEC PAST PAPERS BY PrepareHOWDokumen121 halamanFMDC HEC PAST PAPERS BY PrepareHOWSaad Hassan KheraBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Covid-19 and Crises Management Strategies of Hospitality Industry: A Descriptive ResearchDokumen8 halamanCovid-19 and Crises Management Strategies of Hospitality Industry: A Descriptive ResearchIAEME PublicationBelum ada peringkat
- CM4-1 - (Newtons Laws)Dokumen38 halamanCM4-1 - (Newtons Laws)Joseph TabulinaBelum ada peringkat
- Name - AP Calculus BC Date - Approximation ProjectDokumen4 halamanName - AP Calculus BC Date - Approximation ProjectzombielibraryBelum ada peringkat
- "Just The Maths" Unit Number 1.4 Algebra 4 (Logarithms) by A.J.HobsonDokumen11 halaman"Just The Maths" Unit Number 1.4 Algebra 4 (Logarithms) by A.J.HobsonNguyen Linh TrangBelum ada peringkat
- Marcom Opc ProductsDokumen8 halamanMarcom Opc ProductsMARCOM SRLBelum ada peringkat
- Interplast UPVC Pipe SpecificationDokumen4 halamanInterplast UPVC Pipe SpecificationJOSEPH APPIAHBelum ada peringkat
- Jawaban Soal BahlDokumen2 halamanJawaban Soal Bahlayu irsalinaBelum ada peringkat
- Crystalloid-Colloid: Body FluidsDokumen1 halamanCrystalloid-Colloid: Body FluidsgopscharanBelum ada peringkat
- Mapeo ComputoDokumen20 halamanMapeo ComputoGuillermo Santiago Robles RangelBelum ada peringkat
- Polypyrrole-Palladium Systems Prepared in PDCL Aqueous SolutionsDokumen10 halamanPolypyrrole-Palladium Systems Prepared in PDCL Aqueous SolutionsemzzBelum ada peringkat
- Determining Moment of Inertia Using Falling Weight MethodDokumen3 halamanDetermining Moment of Inertia Using Falling Weight MethodSaad AliKhanBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Sage Erp X3 V7: Development Part 1 Exercises Level 2Dokumen21 halamanSage Erp X3 V7: Development Part 1 Exercises Level 2Yahya Chiguer100% (1)
- Airplane Dimensions and Areas - Description and Operation 1. GeneralDokumen17 halamanAirplane Dimensions and Areas - Description and Operation 1. GeneralKEVINBelum ada peringkat
- The Design of Reinforced Earth Walls DGS 28-11Dokumen32 halamanThe Design of Reinforced Earth Walls DGS 28-11paulombatista100% (1)
- Robot Localization Ias13 Revised PDFDokumen6 halamanRobot Localization Ias13 Revised PDFKamal NathanBelum ada peringkat
- List of DrawingsDokumen58 halamanList of DrawingsVijay RajBelum ada peringkat
- 0.0.0.0 Lab - Configuring Devices For Use With Cisco Configuration Professional (CCP) 2.5 - InstructorDokumen12 halaman0.0.0.0 Lab - Configuring Devices For Use With Cisco Configuration Professional (CCP) 2.5 - InstructorSalem TrabelsiBelum ada peringkat
- Money WiseDokumen62 halamanMoney Wisejei liBelum ada peringkat
- Acoustic Doppler Effect With Universal Counter: (Item No.: P2150405)Dokumen7 halamanAcoustic Doppler Effect With Universal Counter: (Item No.: P2150405)Muhammad IshfaqBelum ada peringkat
- 4024 w08 Ms 2Dokumen9 halaman4024 w08 Ms 2mstudy123456Belum ada peringkat
- Measure Theory Kaminski8Dokumen2 halamanMeasure Theory Kaminski8AgusBelum ada peringkat
- Cre Technology ParallelingDokumen6 halamanCre Technology ParallelingduaBelum ada peringkat
- FEM Matlab ProgramDokumen4 halamanFEM Matlab ProgramleaBelum ada peringkat
- Nokia Networks: VoLTE Optimization GuideDokumen20 halamanNokia Networks: VoLTE Optimization GuideKamil KocBelum ada peringkat
- Study Scheme & Syllabus Of: IK Gujral Punjab Technical UniversityDokumen28 halamanStudy Scheme & Syllabus Of: IK Gujral Punjab Technical UniversityvijiBelum ada peringkat
- EPayments Merchant Web Service (V. 0.3) - EngDokumen25 halamanEPayments Merchant Web Service (V. 0.3) - EngRadusi ViorelBelum ada peringkat
- Joinson 2008Dokumen10 halamanJoinson 2008PaulShapiroBelum ada peringkat