Anda mungkin juga menyukai
- Reciprocating Compressor Discharge TemperatureDokumen6 halamanReciprocating Compressor Discharge TemperaturesalleyBelum ada peringkat
- Introduction to LP & MP CompressorsDokumen61 halamanIntroduction to LP & MP Compressorschuminh100% (1)
- PDFDokumen8 halamanPDFvcharlesBelum ada peringkat
- Steam Amonia TurbineDokumen21 halamanSteam Amonia TurbineLuis Alexandre MachadoBelum ada peringkat
- Presentation For AUS-32 (Urea Water) : Green PowerDokumen18 halamanPresentation For AUS-32 (Urea Water) : Green Powerrahul agrawalBelum ada peringkat
- Understanding NPSH - NPSH Definitions - Page 2 of 2 - PumpsDokumen3 halamanUnderstanding NPSH - NPSH Definitions - Page 2 of 2 - PumpsLam TranBelum ada peringkat
- Gas Turbine Simple Cycle SCRDokumen20 halamanGas Turbine Simple Cycle SCRJung Kyung WooBelum ada peringkat
- Oilon oil, gas, and dual fuel burners technical guideDokumen32 halamanOilon oil, gas, and dual fuel burners technical guideHrishikesh RokadeBelum ada peringkat
- Wet Seal System: Solar Gas CompressorDokumen39 halamanWet Seal System: Solar Gas CompressoraputraBelum ada peringkat
- 1.dresser Rand Surge ControlDokumen4 halaman1.dresser Rand Surge ControlHimawan Sigit NugrohoBelum ada peringkat
- Three-Stage Compressor Power CalculationDokumen6 halamanThree-Stage Compressor Power CalculationRifka Aisyah0% (1)
- Diesel Power PlantsDokumen35 halamanDiesel Power PlantsRagarcBelum ada peringkat
- Turboexpanders: CompressorsDokumen4 halamanTurboexpanders: Compressorsdhanu_aquaBelum ada peringkat
- Asme PTC 17 1991Dokumen40 halamanAsme PTC 17 1991Francisco Brito100% (1)
- Blowers and Vacuum BoostersDokumen6 halamanBlowers and Vacuum BoostersMara RusyadiBelum ada peringkat
- Diaphragm Pump Seminar ReportDokumen58 halamanDiaphragm Pump Seminar ReportMahaManthraBelum ada peringkat
- TurboExpander ProcessDokumen18 halamanTurboExpander ProcessdndudcBelum ada peringkat
- Sizing The Air ReceiverDokumen5 halamanSizing The Air Receiveranon_151761797Belum ada peringkat
- Viscosity of Gases and Gas MixturesDokumen248 halamanViscosity of Gases and Gas MixturesSangHao NgBelum ada peringkat
- ZEO Brochure Final 3 16Dokumen5 halamanZEO Brochure Final 3 16Santiago Cabarcas L. de UrquizoBelum ada peringkat
- 2080 BOG CompressorDokumen2 halaman2080 BOG CompressordimythreeBelum ada peringkat
- Taking Up A Characteristic of A Centrifugal Compressor With An Adjustable Inlet Guide GridDokumen21 halamanTaking Up A Characteristic of A Centrifugal Compressor With An Adjustable Inlet Guide GridJIGAR SURA100% (3)
- 2012-11-43 Anti-Surge Valves For Dynamic CompressorsDokumen5 halaman2012-11-43 Anti-Surge Valves For Dynamic Compressorssourcemenu100% (2)
- Buffer & Barrier Fluids Plan 52Dokumen4 halamanBuffer & Barrier Fluids Plan 52gatita_salemBelum ada peringkat
- TURBO-EXPANDERS FOR COLD PRODUCTION AND ENERGY RECOVERYDokumen16 halamanTURBO-EXPANDERS FOR COLD PRODUCTION AND ENERGY RECOVERYJose Luis Rodriguez LópezBelum ada peringkat
- Entrifugal Pump, Pressure Variation, Work Done, EfficiencyDokumen12 halamanEntrifugal Pump, Pressure Variation, Work Done, EfficiencygonriBelum ada peringkat
- 5 Reciprocating Compressor SelectionDokumen27 halaman5 Reciprocating Compressor SelectionHazem RamdanBelum ada peringkat
- Pumping TechnologyDokumen25 halamanPumping TechnologyHanis Kamaruddin100% (1)
- F 0077 e 55Dokumen6 halamanF 0077 e 55Bùi Cảnh TrungBelum ada peringkat
- CCJ3 Air Inlet Filters FinalDokumen7 halamanCCJ3 Air Inlet Filters FinalDomingo Pinto100% (1)
- Engro Fertilizer ReportDokumen46 halamanEngro Fertilizer ReportSher Muhammad100% (1)
- BORSIG ZM Compression - Innovative Solutions for Process Gas CompressionDokumen16 halamanBORSIG ZM Compression - Innovative Solutions for Process Gas CompressionMachineryengBelum ada peringkat
- Degradation Effects On Combined Cycle Power Plant Performance - Part II: Steam Turbine Cycle Component Degradation EffectsDokumen6 halamanDegradation Effects On Combined Cycle Power Plant Performance - Part II: Steam Turbine Cycle Component Degradation Effectswolf_nsBelum ada peringkat
- Process Compressors en 2013Dokumen12 halamanProcess Compressors en 2013sandip ThoratBelum ada peringkat
- Flygt Jet MixerDokumen8 halamanFlygt Jet Mixerfaizfrasat123100% (1)
- API STD 521-Control Valve FailureDokumen1 halamanAPI STD 521-Control Valve Failuremuhammad_asim_10Belum ada peringkat
- LAT4Dokumen6 halamanLAT4Said FerdjallahBelum ada peringkat
- Liquid Fuel Requirements For Ge Aeroderivative Gas TurbinesDokumen5 halamanLiquid Fuel Requirements For Ge Aeroderivative Gas TurbinesMohammed ElarbedBelum ada peringkat
- RIKT Isothermal Turbocompressors PDFDokumen6 halamanRIKT Isothermal Turbocompressors PDFJaswindersingh BhatiaBelum ada peringkat
- Nikkiso Cryogenic Pump ManufacturerDokumen12 halamanNikkiso Cryogenic Pump ManufacturerLeonidas PetrouBelum ada peringkat
- CAGI ElectHB ch8Dokumen112 halamanCAGI ElectHB ch8rcangeliBelum ada peringkat
- Screw Compressor ApplicationDokumen8 halamanScrew Compressor ApplicationChakravarthy Bharath100% (1)
- Slides - Compressors Pumps Turbines 3+2 SlidesDokumen177 halamanSlides - Compressors Pumps Turbines 3+2 SlidestomryanBelum ada peringkat
- Difference Between API 611 and API 612 - Mechanical Engineering SiteDokumen8 halamanDifference Between API 611 and API 612 - Mechanical Engineering SiteAlfredo VelasquezBelum ada peringkat
- 4 532583864623736914 PDFDokumen8 halaman4 532583864623736914 PDFMuhammad Riaz Ur RehmanBelum ada peringkat
- SGT-600 GT PowerGen ENDokumen4 halamanSGT-600 GT PowerGen ENBehnamayoubzadehBelum ada peringkat
- Unique pumps for transferring and pressurizing LNG in send-out systemsDokumen6 halamanUnique pumps for transferring and pressurizing LNG in send-out systemsiqtorresBelum ada peringkat
- Isothermal Work and Polytropic WorkdoneDokumen53 halamanIsothermal Work and Polytropic WorkdoneGeorgeBelum ada peringkat
- Fuel Dispensory Technology at Oil Marketing Stations PDFDokumen7 halamanFuel Dispensory Technology at Oil Marketing Stations PDFMahmoud AbuzaidBelum ada peringkat
- Why Do Surge Testing?Dokumen4 halamanWhy Do Surge Testing?astromo100% (1)
- Reciprocating Compressor ValveDokumen14 halamanReciprocating Compressor ValvesaikatchoudhuriBelum ada peringkat
- Update Your Oil Mist Lubrication KnowledgeDokumen2 halamanUpdate Your Oil Mist Lubrication Knowledgehello17Belum ada peringkat
- Scotch Yoke or Rack-and-Pinion Quarter-Turn Actuator?Dokumen2 halamanScotch Yoke or Rack-and-Pinion Quarter-Turn Actuator?Assured AutomationBelum ada peringkat
- Compresores de Tornillo KobelcoDokumen6 halamanCompresores de Tornillo Kobelcocristobal_tl2277Belum ada peringkat
- Compressor Seal Selection Justification t32-18Dokumen12 halamanCompressor Seal Selection Justification t32-18Pedro Diaz100% (1)
- Update Your Bearing Protector Knowledge, Part 1 of 2: Rotating Labyrinth SealsDokumen7 halamanUpdate Your Bearing Protector Knowledge, Part 1 of 2: Rotating Labyrinth SealsTravis SkinnerBelum ada peringkat
- Turbo Tutorial API 619 5thDokumen33 halamanTurbo Tutorial API 619 5thmishraengg100% (2)
- Air Preheater Retrofit and EnhancementDokumen9 halamanAir Preheater Retrofit and EnhancementVIBHAVBelum ada peringkat
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesDari EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesBelum ada peringkat
- Equipment and Piping LayoutDokumen39 halamanEquipment and Piping LayoutlaxminarayanBelum ada peringkat
- Screw CompDokumen6 halamanScrew ComplaxminarayanBelum ada peringkat
- Cooling Tower PDFDokumen7 halamanCooling Tower PDFShahid HussainBelum ada peringkat
- WTPDokumen28 halamanWTPlaxminarayanBelum ada peringkat
- January 203Dokumen10 halamanJanuary 203laxminarayanBelum ada peringkat
- Bio PlantDokumen32 halamanBio PlantlaxminarayanBelum ada peringkat
- Mollier Diagram - STG PDFDokumen31 halamanMollier Diagram - STG PDFlaxminarayanBelum ada peringkat
- Diseases Honey Cinnamon Can CureDokumen4 halamanDiseases Honey Cinnamon Can CurelaxminarayanBelum ada peringkat
- Cooling TowerDokumen17 halamanCooling TowerFaisal ShahzadBelum ada peringkat
- Cactus and Roses - An AutobiographyDokumen207 halamanCactus and Roses - An AutobiographyNaveen Reddy KamaniBelum ada peringkat
- TurbidityDokumen4 halamanTurbiditylaxminarayanBelum ada peringkat
- Moc PDFDokumen6 halamanMoc PDFlaxminarayanBelum ada peringkat
- Solar Refrigeration: Working Cycles, Advantages and ApplicationsDokumen31 halamanSolar Refrigeration: Working Cycles, Advantages and ApplicationsPrabhat Sharma100% (1)
- Waste Heat Recovery Methods and Technologies ReviewDokumen11 halamanWaste Heat Recovery Methods and Technologies ReviewChem.Engg100% (2)
- Dokumentacja Techniczna - NECS N 0152 0612Dokumen45 halamanDokumentacja Techniczna - NECS N 0152 0612danielagrigore50% (2)
- Hvac Volume3 Final ReportDokumen281 halamanHvac Volume3 Final ReportDeepak DasBelum ada peringkat
- A Comprehensive Investigation On High-Pressure LDPE Manufacturing: Dynamic Modelling of Compressor, Reactor and Separation UnitsDokumen6 halamanA Comprehensive Investigation On High-Pressure LDPE Manufacturing: Dynamic Modelling of Compressor, Reactor and Separation UnitsAbdul SamadBelum ada peringkat
- CV 2012Dokumen4 halamanCV 2012Sufi Lord NewBelum ada peringkat
- ANTI-SURGE CONTROL SYSTEMS PREVENT COSTLY COMPRESSOR DAMAGEDokumen10 halamanANTI-SURGE CONTROL SYSTEMS PREVENT COSTLY COMPRESSOR DAMAGEsopan saBelum ada peringkat
- Elite Foods - Cold Room and Freezer InstallationDokumen7 halamanElite Foods - Cold Room and Freezer InstallationAhmed AzadBelum ada peringkat
- Trane Ac Tta TTH CatalogueDokumen21 halamanTrane Ac Tta TTH CataloguesatriapBelum ada peringkat
- VRF EM BH 002 US 014A15 LGEngineeringManual MultiVSpace 20140116144102Dokumen84 halamanVRF EM BH 002 US 014A15 LGEngineeringManual MultiVSpace 20140116144102Syed Ali KhanBelum ada peringkat
- Gas Turbine Exhaust Temp Control DifferencesDokumen3 halamanGas Turbine Exhaust Temp Control DifferencesDragos100% (1)
- VALVE VIBRATION SIGNALSDokumen7 halamanVALVE VIBRATION SIGNALSgateauxboyBelum ada peringkat
- Api List PDFDokumen2 halamanApi List PDFpaldopal100% (1)
- GEK 63383d Turbine Generator FoundationDokumen61 halamanGEK 63383d Turbine Generator Foundationbong2rm100% (6)
- Refrigeration and Air-Conditioning - S K MondalDokumen0 halamanRefrigeration and Air-Conditioning - S K MondalShaheen S. RatnaniBelum ada peringkat
- B U L L E T I N: Application EngineeringDokumen2 halamanB U L L E T I N: Application EngineeringMaria DazaBelum ada peringkat
- AC MEC 225 TheoryxDokumen182 halamanAC MEC 225 TheoryxayariseifallahBelum ada peringkat
- Unisab III Profibus Extended 6.4 2013.12Dokumen70 halamanUnisab III Profibus Extended 6.4 2013.12Féderer István100% (1)
- 05 30 08 16 30 17Dokumen58 halaman05 30 08 16 30 17Sopsky Salat100% (1)
- A Solar Powered Adsorption Freezer: A Case Study For Egypt's ClimateDokumen9 halamanA Solar Powered Adsorption Freezer: A Case Study For Egypt's Climateali105Belum ada peringkat
- Diaphragm Pump Seminar ReportDokumen58 halamanDiaphragm Pump Seminar ReportMahaManthraBelum ada peringkat
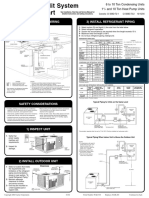
- Commercial Split System Installation Chart: Typical Piping and Wiring 3) Install Refrigerant PipingDokumen2 halamanCommercial Split System Installation Chart: Typical Piping and Wiring 3) Install Refrigerant PipingcarlosorizabaBelum ada peringkat
- CSB 15 - 40 HP - enDokumen8 halamanCSB 15 - 40 HP - enLeonardo RodriguezBelum ada peringkat
- Atlas ES ControllerDokumen5 halamanAtlas ES Controllerleyva_ferBelum ada peringkat
- Small Recuperated Ceramic Microturbine Demonstrator ConceptDokumen15 halamanSmall Recuperated Ceramic Microturbine Demonstrator ConceptJaaameess100% (1)
- 49 CFR 192.completeDokumen154 halaman49 CFR 192.completeJames White100% (2)
- HvacDokumen135 halamanHvacmkisa70100% (1)
- Manual Aircon A16cm4h4r18Dokumen50 halamanManual Aircon A16cm4h4r18Ing Ramdolf Arvelo LopezBelum ada peringkat
- Anillo Líquido 3Dokumen4 halamanAnillo Líquido 3carlosBelum ada peringkat
- S A Bro Ecmo Instruction ManualDokumen185 halamanS A Bro Ecmo Instruction ManualDana Margarit0% (1)