Anda mungkin juga menyukai
- Technical Information: Mechanism of Slug PullingDokumen2 halamanTechnical Information: Mechanism of Slug PullingأبومحمدالزياتBelum ada peringkat
- Vol 1 PDFDokumen2 halamanVol 1 PDFأبومحمدالزياتBelum ada peringkat
- Vol 1 PDFDokumen2 halamanVol 1 PDFأبومحمدالزياتBelum ada peringkat
- Ied Product Disassembly Chart 1Dokumen8 halamanIed Product Disassembly Chart 1api-668364903Belum ada peringkat
- Grip Flow Metal Stampings Design GuideDokumen19 halamanGrip Flow Metal Stampings Design GuidejdcarvajalBelum ada peringkat
- GripflowDokumen19 halamanGripflowtaha21Belum ada peringkat
- Build and Fly This Model of The: Cirrus SR22Dokumen2 halamanBuild and Fly This Model of The: Cirrus SR22RX 6700 XTBelum ada peringkat
- Technical Information: Forming ToolDokumen2 halamanTechnical Information: Forming ToolأبومحمدالزياتBelum ada peringkat
- Super Long frontPC200 PDFDokumen2 halamanSuper Long frontPC200 PDFfifihartantoBelum ada peringkat
- Die CastingDokumen1 halamanDie CastingsobheysaidBelum ada peringkat
- Forces and Movements in Roller Bearings: Structure-Borne SoundDokumen16 halamanForces and Movements in Roller Bearings: Structure-Borne SoundPeak NeoBelum ada peringkat
- ZP10093 GB PunchTap-FlyerDokumen3 halamanZP10093 GB PunchTap-FlyerPham LongBelum ada peringkat
- Structure and Features: Strucfures of Cam FollowersDokumen33 halamanStructure and Features: Strucfures of Cam FollowersAlejandro DerissoBelum ada peringkat
- Wright Flyer: Assembly InstructionsDokumen11 halamanWright Flyer: Assembly InstructionsMarcus ViníciusBelum ada peringkat
- Scrap Retention DiesDokumen1 halamanScrap Retention DiesPeter NomikosBelum ada peringkat
- GE 7EA Gas Turbine DetailsDokumen10 halamanGE 7EA Gas Turbine DetailsEnder Galvis100% (1)
- Tooling KnowledgeDokumen92 halamanTooling KnowledgeChowkidar Chandru GowdaBelum ada peringkat
- Ch3 - Metal CuttingDokumen30 halamanCh3 - Metal Cutting03 ABHISHEKBelum ada peringkat
- Frame Process PlannerDokumen5 halamanFrame Process Plannerapi-538048965Belum ada peringkat
- Blanking and PiercingDokumen5 halamanBlanking and Piercingm9966822Belum ada peringkat
- Shaft Process PlannerDokumen1 halamanShaft Process Plannerapi-538048965Belum ada peringkat
- Protecting Your Punching Tool Investment: Application-Related Problems and SolutionsDokumen5 halamanProtecting Your Punching Tool Investment: Application-Related Problems and SolutionsSIMONEBelum ada peringkat
- Ache Manufacturing Process - Pembangunan Mini LPG Plant 2.2 MMSCFDDokumen1 halamanAche Manufacturing Process - Pembangunan Mini LPG Plant 2.2 MMSCFDbayu kusumaBelum ada peringkat
- Structure and Features: Structure of Cam FollowersDokumen38 halamanStructure and Features: Structure of Cam Followerskandhasamy muthuBelum ada peringkat
- Iko Cam FollowersDokumen38 halamanIko Cam FollowersErkanBelum ada peringkat
- WD Ebr (C) 22Dokumen1 halamanWD Ebr (C) 22SajidNaeemBelum ada peringkat
- Mold BaseDokumen1 halamanMold BaseRizky MahendraBelum ada peringkat
- YG-1 USA Solid Carbide YGBasix Drills For General PurposeDokumen6 halamanYG-1 USA Solid Carbide YGBasix Drills For General PurposeMariano MoralesBelum ada peringkat
- Type 37Fsb: Balanced Fully Split SealDokumen6 halamanType 37Fsb: Balanced Fully Split SealKantakuzinBelum ada peringkat
- GeoborDokumen13 halamanGeoborLuis Edgardo Fuentes MartinezBelum ada peringkat
- Drawing Work Load As On 16.09.2021: Exide-TalojaDokumen18 halamanDrawing Work Load As On 16.09.2021: Exide-Talojasandesh sadvilkarBelum ada peringkat
- Blow Molding Design GuidelineDokumen5 halamanBlow Molding Design GuidelineAhmed Zidane100% (2)
- Pressing Processes Sheet MetalDokumen64 halamanPressing Processes Sheet MetalAnishMendisBelum ada peringkat
- EFCO Maschinenbau India Private Limited: Job Card - Isolation ValveDokumen2 halamanEFCO Maschinenbau India Private Limited: Job Card - Isolation ValveDebasis Pattnaik DebaBelum ada peringkat
- Machining MechAnalysis CHPT 4Dokumen81 halamanMachining MechAnalysis CHPT 4Brahim MouchaneBelum ada peringkat
- Deep Hole Drilling: Information and Solutions by SomexDokumen14 halamanDeep Hole Drilling: Information and Solutions by SomexsarahrouBelum ada peringkat
- Pawnee Parts - FullDokumen1 halamanPawnee Parts - FullAlejandro LabléeBelum ada peringkat
- IPE 341-Chip Formation MechanismDokumen21 halamanIPE 341-Chip Formation MechanismAbdulBelum ada peringkat
- Mecha Lock - MisumiDokumen1 halamanMecha Lock - MisumiDuong NguyenBelum ada peringkat
- 3-Grooving&parting InsertsDokumen6 halaman3-Grooving&parting Insertssathiya priyaBelum ada peringkat
- Penguin Clock Assembly Drawings PDFDokumen25 halamanPenguin Clock Assembly Drawings PDFHelenaBelum ada peringkat
- RubberDokumen10 halamanRubberApurbaa SarmaBelum ada peringkat
- Catálogo 37FSDokumen6 halamanCatálogo 37FSMarcos Marcandali de JesusBelum ada peringkat
- Eaton: Hydraulic MotorDokumen4 halamanEaton: Hydraulic MotorRidha AbbassiBelum ada peringkat
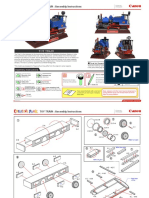
- Toytrain I e A4 PDFDokumen22 halamanToytrain I e A4 PDFenrique20Belum ada peringkat
- TOY TRAIN Assembly InstructionsDokumen22 halamanTOY TRAIN Assembly InstructionsrosalbaBelum ada peringkat
- Scrap TicketDokumen11 halamanScrap TicketVikas KashyapBelum ada peringkat
- RMPU Sheet Metal Assembly ProcessDokumen5 halamanRMPU Sheet Metal Assembly ProcessSachinBelum ada peringkat
- CNT 0011913 02 PDFDokumen12 halamanCNT 0011913 02 PDFDIEGO BELLOBelum ada peringkat
- Deformación Plástica en FríoDokumen103 halamanDeformación Plástica en FríoNoé V.G.Belum ada peringkat
- Grundfosliterature 5153654 PDFDokumen16 halamanGrundfosliterature 5153654 PDFRazziel Ignacio Robledo CardenasBelum ada peringkat
- Injection MoldingDokumen80 halamanInjection Molding21P410 - VARUN MBelum ada peringkat
- YU-YBD21: AmericaDokumen6 halamanYU-YBD21: AmericaMichel DominguesBelum ada peringkat
- Drawing Work Load As On 29.09.2021: Exide-TalojaDokumen20 halamanDrawing Work Load As On 29.09.2021: Exide-Talojasandesh sadvilkarBelum ada peringkat
- 75% scale microfan with 124 sq in wing and carbon sparDokumen1 halaman75% scale microfan with 124 sq in wing and carbon sparLuisBelum ada peringkat
- FP - Engineering700 - Spare PartsDokumen1 halamanFP - Engineering700 - Spare PartsDaniel LagosBelum ada peringkat
- Civil Work Specification Part 55Dokumen4 halamanCivil Work Specification Part 55AM MABelum ada peringkat
- RD Series - HorizonDokumen12 halamanRD Series - HorizonRafael QuirozBelum ada peringkat
- SSAB - 912 en Bending of High Strength Steel PDFDokumen8 halamanSSAB - 912 en Bending of High Strength Steel PDFchristos032Belum ada peringkat
- Solving Practical Engineering Mechanics Problems Fluid Mechanics-BakhtiyarovDokumen95 halamanSolving Practical Engineering Mechanics Problems Fluid Mechanics-BakhtiyarovPeter Nomikos100% (1)
- PLC Applications Workbook - Dayanand, RickyDokumen240 halamanPLC Applications Workbook - Dayanand, RickyPeter Nomikos100% (1)
- Geza Vermes-Christian Beginnings - From Nazareth To Nicaea-Yale University Press (2013) PDFDokumen289 halamanGeza Vermes-Christian Beginnings - From Nazareth To Nicaea-Yale University Press (2013) PDFΛευτέρης Κοκκίνης100% (2)
- Guide to Field Testing Gas Turbines and CompressorsDokumen93 halamanGuide to Field Testing Gas Turbines and Compressorsinmec57Belum ada peringkat
- STL File Converter - 12 Best Tools To Convert STL Files - All3DPDokumen27 halamanSTL File Converter - 12 Best Tools To Convert STL Files - All3DPPeter NomikosBelum ada peringkat
- Stamping Design GuidelineDokumen13 halamanStamping Design GuidelineVikram Borkhediya100% (1)
- Electric Motors Control Diagram - BarbuDokumen66 halamanElectric Motors Control Diagram - BarbuPeter NomikosBelum ada peringkat
- High-quality tool steels for the extrusion industryDokumen12 halamanHigh-quality tool steels for the extrusion industryPeter NomikosBelum ada peringkat
- What Every Engineer Should Know AboutDokumen217 halamanWhat Every Engineer Should Know AboutGurpreet Singh DhunnaBelum ada peringkat
- Guidelines For Ships Using Low Flashpoint Fuels (Methyl-Ethyl-Alcohol-Lpg) 2019 - Nippon Kaiji KuokaiDokumen151 halamanGuidelines For Ships Using Low Flashpoint Fuels (Methyl-Ethyl-Alcohol-Lpg) 2019 - Nippon Kaiji KuokaiPeter NomikosBelum ada peringkat
- Man TurbochargerDokumen46 halamanMan TurbochargerPeter NomikosBelum ada peringkat
- Evolution of The Material Microstructures Within A Complex Porthole Die - TangDokumen14 halamanEvolution of The Material Microstructures Within A Complex Porthole Die - TangPeter NomikosBelum ada peringkat
- Uddeholm Pocket Book PDFDokumen80 halamanUddeholm Pocket Book PDFPeter NomikosBelum ada peringkat
- Ingersoll ToolholdersDokumen140 halamanIngersoll ToolholdersPeter NomikosBelum ada peringkat
- Uddeholm Pocket Book PDFDokumen80 halamanUddeholm Pocket Book PDFPeter NomikosBelum ada peringkat
- Ruko Twist DrillsDokumen80 halamanRuko Twist DrillsPeter NomikosBelum ada peringkat
- Hss Long Series Drills Is: 5102-1969 DIN: 340 & BS 328 Part-1Dokumen3 halamanHss Long Series Drills Is: 5102-1969 DIN: 340 & BS 328 Part-1Peter NomikosBelum ada peringkat
- From Die Design To Perfect CastingDokumen2 halamanFrom Die Design To Perfect CastingPeter NomikosBelum ada peringkat
- New PDFDokumen19 halamanNew PDFLuis GorrinBelum ada peringkat
- S. S. Rattan-Strength of Materials-Tata Mcgraw Hill (2011) PDFDokumen758 halamanS. S. Rattan-Strength of Materials-Tata Mcgraw Hill (2011) PDFPeter Nomikos61% (18)
- RoboticsDokumen394 halamanRoboticsPeter Nomikos100% (5)
- Mechanics of Wood MachiningDokumen207 halamanMechanics of Wood MachiningPeter NomikosBelum ada peringkat
- Atlas Technical Handbook of ST Steel 05 2008 PDFDokumen45 halamanAtlas Technical Handbook of ST Steel 05 2008 PDFPoncho RmzBelum ada peringkat
- Renishaw.-Installation Manual For Machine ToolsDokumen220 halamanRenishaw.-Installation Manual For Machine ToolsPeter Nomikos100% (1)
- Durability of PunchesDokumen1 halamanDurability of PunchesPeter NomikosBelum ada peringkat
- Punches For Heavy Load, Tapered Head PunchesDokumen1 halamanPunches For Heavy Load, Tapered Head PunchesPeter NomikosBelum ada peringkat
- Easy Probing Renishaw PDFDokumen29 halamanEasy Probing Renishaw PDFJesus MedinaBelum ada peringkat
- Scrap Retention DiesDokumen1 halamanScrap Retention DiesPeter NomikosBelum ada peringkat
- Characteristics of Punching ToolsDokumen1 halamanCharacteristics of Punching ToolsPeter NomikosBelum ada peringkat
- MetalWork - Baileigh 2016Dokumen126 halamanMetalWork - Baileigh 2016Peter DavidsonBelum ada peringkat
- Classic Sheet Metal Processing in New Dimensions - Punching, Nibbling, FormingDokumen15 halamanClassic Sheet Metal Processing in New Dimensions - Punching, Nibbling, FormingHamada HamadaBelum ada peringkat
- Sheet Metal Forming Process Chapter 7Dokumen155 halamanSheet Metal Forming Process Chapter 7Arun Pravin APBelum ada peringkat
- Plastic BagsDokumen39 halamanPlastic BagssnehaBelum ada peringkat
- Standard Cost Sheet AnalysisDokumen66 halamanStandard Cost Sheet AnalysisShivani Kumai100% (1)
- Presentation On Sheet Metal DesignDokumen27 halamanPresentation On Sheet Metal Designniloy_67Belum ada peringkat
- Universal Grinding - Machine - Report-FinalDokumen48 halamanUniversal Grinding - Machine - Report-FinalGopuBelum ada peringkat
- Design and Fabrication of Multioperational MachineDokumen4 halamanDesign and Fabrication of Multioperational MachineResearch Publish JournalsBelum ada peringkat
- Manual de Herramientas Finpower-MateDokumen86 halamanManual de Herramientas Finpower-Matefagtar100% (2)
- NotchingDokumen2 halamanNotchingk.prasadBelum ada peringkat
- Amada Turret PunchDokumen9 halamanAmada Turret PunchPriyansh Tiwari100% (1)
- Non Clogging Button Dies and Scrap Vacuum UnitsDokumen1 halamanNon Clogging Button Dies and Scrap Vacuum UnitsPeter NomikosBelum ada peringkat
- Sheet Metalworking Processes ExplainedDokumen26 halamanSheet Metalworking Processes ExplainedRama SatriotamaBelum ada peringkat
- Press Work-Shearing - Bending - Forming - Deep DrawingDokumen132 halamanPress Work-Shearing - Bending - Forming - Deep DrawingAashiq Salu ThekkinedathBelum ada peringkat
- Fabrication of Pneumatic Auto Feed Punching MachineDokumen73 halamanFabrication of Pneumatic Auto Feed Punching MachineVinayaga ProjectinstituteBelum ada peringkat
- Sheet MetalDokumen21 halamanSheet MetalRam Janm Singh100% (2)
- Metal FormingDokumen20 halamanMetal FormingPrashant ShreshthaBelum ada peringkat
- Handbook Bandsaw BladeDokumen82 halamanHandbook Bandsaw Bladewisnu_bayusaktiBelum ada peringkat
- Sheet Metal Operation MCQ (Free PDF) - Objective Question Answer For Sheet Metal Operation Quiz - Download Now!Dokumen7 halamanSheet Metal Operation MCQ (Free PDF) - Objective Question Answer For Sheet Metal Operation Quiz - Download Now!Prashant SinghBelum ada peringkat
- Fundamentals of Metal Forming: Fig 1.1 Fig 1.2Dokumen49 halamanFundamentals of Metal Forming: Fig 1.1 Fig 1.2Jayaganesh KhandigeBelum ada peringkat
- Mini Project TopicsDokumen15 halamanMini Project TopicsKalai SelvanBelum ada peringkat
- Catalogom2044ts m2048tsDokumen4 halamanCatalogom2044ts m2048tsChitMoeBelum ada peringkat
- III Sem Me6302 TMDokumen13 halamanIII Sem Me6302 TMKalkidan DanielBelum ada peringkat
- Chapter 20-Sheet MetalworkingDokumen70 halamanChapter 20-Sheet MetalworkingMohsin AliBelum ada peringkat
- Manual Del Controlador CNC PDFDokumen147 halamanManual Del Controlador CNC PDFMauricio FernandoBelum ada peringkat
- Lecture-14 Sheet Metal Forming ProcessesDokumen34 halamanLecture-14 Sheet Metal Forming ProcessesDida KhalingBelum ada peringkat
- Sheet Metal Stamping GuideDokumen5 halamanSheet Metal Stamping Guider_saniosBelum ada peringkat
- Processing and Technical Data: Simply Original, Originally SimpleDokumen46 halamanProcessing and Technical Data: Simply Original, Originally SimpleFanni AdimulyaBelum ada peringkat
- Ch-5 Sheet Metal OperationDokumen20 halamanCh-5 Sheet Metal OperationJAYANT KUMARBelum ada peringkat
- Week 8 Sheet Metal FormingDokumen69 halamanWeek 8 Sheet Metal FormingashkansoheylBelum ada peringkat