Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- IWCF Level 1 Programme User Guide WebDokumen15 halamanIWCF Level 1 Programme User Guide WebYash Gupta0% (1)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Bombas de SubsueloDokumen9 halamanBombas de SubsueloRichard More LeonBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Wireline Jars PDFDokumen12 halamanWireline Jars PDFJorgito AriasBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- OptiSleeve Sliding SleeveDokumen3 halamanOptiSleeve Sliding SleeveRichard More LeonBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Insifhts From The Downhole Dynamometer DatabaseDokumen18 halamanInsifhts From The Downhole Dynamometer DatabaseRichard More LeonBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Don Nan Improved Hollow Tube PumpDokumen1 halamanDon Nan Improved Hollow Tube PumpRichard More LeonBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Chart RecordersDokumen4 halamanChart RecordersRichard More Leon100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Failure Control of Drill String Components NDT PDFDokumen6 halamanFailure Control of Drill String Components NDT PDFRichard More LeonBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Drill String VibrationsDokumen2 halamanDrill String VibrationsYougchu LuanBelum ada peringkat
- Papaer Metalurgia Del BarrilDokumen8 halamanPapaer Metalurgia Del BarrilRichard More LeonBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Pumps For Gassy WellsDokumen7 halamanPumps For Gassy WellsRichard More LeonBelum ada peringkat
- Artificial Lift Solutions Surface and Subsurface Pumps PDFDokumen12 halamanArtificial Lift Solutions Surface and Subsurface Pumps PDFRichard More LeonBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Rod Pumps For High Volume Fluid Production Harbison FischerDokumen20 halamanRod Pumps For High Volume Fluid Production Harbison FischerRichard More LeonBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Catalog Rod Pumps and Components NOV PDFDokumen96 halamanCatalog Rod Pumps and Components NOV PDFRichard More Leon0% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- 000 BeampumpDokumen2 halaman000 BeampumpyeralhBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Laboratory Study of Sucker-Rod Pump DynamicsDokumen2 halamanLaboratory Study of Sucker-Rod Pump DynamicsRichard More LeonBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Enhanced Pump Card AnalysisDokumen23 halamanEnhanced Pump Card AnalysisRichard More LeonBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Understanding IU, EU and IEU Drill Pipe UpsetsDokumen2 halamanUnderstanding IU, EU and IEU Drill Pipe Upsetsmadonnite3781Belum ada peringkat
- Research On Feature Extraction of Indicator Card Data For Sucker Rod Pump Working Condition DiagnosisDokumen6 halamanResearch On Feature Extraction of Indicator Card Data For Sucker Rod Pump Working Condition DiagnosisRichard More LeonBelum ada peringkat
- Techniques of Artificial Lift For Viscous Oil ENIDokumen8 halamanTechniques of Artificial Lift For Viscous Oil ENIRichard More LeonBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Pipesim 2000 User GuideDokumen219 halamanPipesim 2000 User GuideMauricio AlvaradoBelum ada peringkat
- Drill String FatiqueDokumen8 halamanDrill String FatiqueJohnSmithBelum ada peringkat
- Techniques of Artificial Lift For Viscous Oil ENI PDFDokumen30 halamanTechniques of Artificial Lift For Viscous Oil ENI PDFRichard More LeonBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
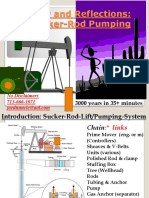
- History and Reflecions Sucker Rod PumpingDokumen18 halamanHistory and Reflecions Sucker Rod PumpingRichard More LeonBelum ada peringkat
- How to Prepare for the ASNT NDT Level-III Visual and Optical Testing ExaminationDokumen23 halamanHow to Prepare for the ASNT NDT Level-III Visual and Optical Testing ExaminationIke Duaka100% (2)
- Identification of Valve Opening and Closing Points in Downhole Dynamometer Cards From Sucker Rod Pumping Systems Based On Polygonal Approximation and Chain CodeDokumen8 halamanIdentification of Valve Opening and Closing Points in Downhole Dynamometer Cards From Sucker Rod Pumping Systems Based On Polygonal Approximation and Chain CodeRichard More LeonBelum ada peringkat
- Coiled Tubing Conveyend Artifical Lift and Cleanout Systems Optimize Costs and ProductionDokumen4 halamanCoiled Tubing Conveyend Artifical Lift and Cleanout Systems Optimize Costs and ProductionRichard More LeonBelum ada peringkat
- Cargas de Euler y Medida Del Pandeo de Barras de PesoDokumen12 halamanCargas de Euler y Medida Del Pandeo de Barras de PesoRichard More LeonBelum ada peringkat
- Hollow Rods For Porogressive Cavity Pumping Introduce in Offshore OperationsDokumen2 halamanHollow Rods For Porogressive Cavity Pumping Introduce in Offshore OperationsRichard More LeonBelum ada peringkat
- IC EnginesfinalDokumen136 halamanIC EnginesfinalVarsha SreekumarBelum ada peringkat
- Diesel Engines: A History and Guide to How They WorkDokumen12 halamanDiesel Engines: A History and Guide to How They WorkSHANTHARAMAN P PBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Fabija Skoda Uputstvo Na Engleskom PDFDokumen56 halamanFabija Skoda Uputstvo Na Engleskom PDFAnonymous JGlN5xw7uh100% (1)
- Om501 Om502 Workshop Manual Abby PDFDokumen271 halamanOm501 Om502 Workshop Manual Abby PDFMACHINERY101GEAR100% (22)
- Bentonite For FoundriesDokumen4 halamanBentonite For FoundriesSiddharth GuptaBelum ada peringkat
- Miller Nitro 4000 Series Sprayer Maintenance Repair Manual 21 47116Dokumen22 halamanMiller Nitro 4000 Series Sprayer Maintenance Repair Manual 21 47116teresataylor130203xqo100% (24)
- Overhaul Instructions: 1. Determination of Overhaul Timing 2. Testing The Compression PressureDokumen4 halamanOverhaul Instructions: 1. Determination of Overhaul Timing 2. Testing The Compression PressureAmri AnwarBelum ada peringkat
- Piaggio Runner 125 - 200 Scooter Shop ManualDokumen327 halamanPiaggio Runner 125 - 200 Scooter Shop Manualmylitter5391100% (1)
- Rudolf Diesel and the invention of the diesel engineDokumen1 halamanRudolf Diesel and the invention of the diesel engineLucero KennethBelum ada peringkat
- Apex ManualDokumen683 halamanApex ManualMarc R MelansonBelum ada peringkat
- Auto 12.module q.2 Module 1 XDokumen22 halamanAuto 12.module q.2 Module 1 XNomer PacilanBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- L136Ti Marine Engine: Model Conditions Power RPM Base Engine L136TI Heavy Duty 230PS (169kW) 2200 D1146TIDokumen2 halamanL136Ti Marine Engine: Model Conditions Power RPM Base Engine L136TI Heavy Duty 230PS (169kW) 2200 D1146TIMohamed AbdelazimBelum ada peringkat
- Internal Combustion Engines MCQ PDFDokumen14 halamanInternal Combustion Engines MCQ PDFShakir ullah87% (53)
- Standard Cycles - UPLOADDokumen40 halamanStandard Cycles - UPLOADThisath MullakandaBelum ada peringkat
- Engine Tune-Up: Section 7Dokumen13 halamanEngine Tune-Up: Section 7Francis VincentBelum ada peringkat
- Workshop Manual 2011: Is No TDokumen235 halamanWorkshop Manual 2011: Is No Trowan100% (1)
- Four-Stroke Engine Top-End Inspection: Study UnitDokumen68 halamanFour-Stroke Engine Top-End Inspection: Study UnitnareshBelum ada peringkat
- Doosan Engine De12 Operation Maintenance Manual 2012Dokumen10 halamanDoosan Engine De12 Operation Maintenance Manual 2012patricia100% (21)
- Experiment No. 4Dokumen12 halamanExperiment No. 4Jake Polo SantiagoBelum ada peringkat
- Universiti Teknologi Malaysia PDFDokumen88 halamanUniversiti Teknologi Malaysia PDFdj mladjaBelum ada peringkat
- ROJ-DOC-Report On Fuel Injection Equipment PDFDokumen37 halamanROJ-DOC-Report On Fuel Injection Equipment PDFNitin Sakpal0% (1)
- Thermo, 2 ND LawDokumen45 halamanThermo, 2 ND LawFred SibugBelum ada peringkat
- Jawaban PropulsiDokumen35 halamanJawaban PropulsiyandaBelum ada peringkat
- Mercedes Benz - Actyon Motor G23D EU4Dokumen53 halamanMercedes Benz - Actyon Motor G23D EU4virtual_56100% (1)
- 4 Ideal Models of Engine CyclesDokumen23 halaman4 Ideal Models of Engine CyclesSyedBelum ada peringkat
- SSP 231 EobdDokumen48 halamanSSP 231 Eobdภูเก็ต เป็นเกาะBelum ada peringkat
- Astm D613Dokumen19 halamanAstm D613Eder Fajardo ValenciaBelum ada peringkat
- Steel Pistons PDFDokumen6 halamanSteel Pistons PDFkamel100% (1)
- Series: 973 - 1327 KWM (Gross) at 1500 RPMDokumen18 halamanSeries: 973 - 1327 KWM (Gross) at 1500 RPMlahcen boudaoudBelum ada peringkat
- Engine PDFDokumen254 halamanEngine PDFtipo333194% (18)
- Renewable Energy: A Very Short IntroductionDari EverandRenewable Energy: A Very Short IntroductionPenilaian: 4.5 dari 5 bintang4.5/5 (12)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseDari EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniversePenilaian: 4.5 dari 5 bintang4.5/5 (50)
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyDari EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyBelum ada peringkat
- Idaho Falls: The Untold Story of America's First Nuclear AccidentDari EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentPenilaian: 4.5 dari 5 bintang4.5/5 (21)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesDari EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesPenilaian: 4.5 dari 5 bintang4.5/5 (21)
- Introduction to Power System ProtectionDari EverandIntroduction to Power System ProtectionPenilaian: 5 dari 5 bintang5/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionDari EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionPenilaian: 4.5 dari 5 bintang4.5/5 (3)