Anda mungkin juga menyukai
- Newton's Method MATLAB ImplementationDokumen8 halamanNewton's Method MATLAB ImplementationOrci AlbuquerqueBelum ada peringkat
- ASTM A210 Seamless Boiler and Superheater Tubes PDFDokumen5 halamanASTM A210 Seamless Boiler and Superheater Tubes PDFPAULBelum ada peringkat
- Specification For Seamless Medium-Carbon Steel Boiler and Superheater TubesDokumen5 halamanSpecification For Seamless Medium-Carbon Steel Boiler and Superheater Tubesmr.aghelBelum ada peringkat
- Asme Sa268Dokumen10 halamanAsme Sa268jimmysteelpipeBelum ada peringkat
- Seamless Cold-Drawn Carbon Steel Tubing For Hydraulic System ServiceDokumen3 halamanSeamless Cold-Drawn Carbon Steel Tubing For Hydraulic System ServiceDarwin DarmawanBelum ada peringkat
- Asme Sa-192-2021Dokumen4 halamanAsme Sa-192-2021MargaritaBelum ada peringkat
- Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceDokumen2 halamanSeamless Carbon Steel Boiler Tubes For High-Pressure ServiceالGINIRAL FREE FIREBelum ada peringkat
- Sa 376Dokumen8 halamanSa 376ismaelarchilacastilloBelum ada peringkat
- A 192 Â " A 192M Â " 02 - QTE5MI9BMTKYTQDokumen3 halamanA 192 Â " A 192M Â " 02 - QTE5MI9BMTKYTQhans ccBelum ada peringkat
- Specification For Electric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser TubesDokumen2 halamanSpecification For Electric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser Tubesdaniel pacheco do nascimento PachecoBelum ada peringkat
- Sa 179Dokumen3 halamanSa 179Raju SkBelum ada peringkat
- Specification For Seamless Carbon-Molybdenum Alloy-Steel Boiler and Superheater TubesDokumen6 halamanSpecification For Seamless Carbon-Molybdenum Alloy-Steel Boiler and Superheater TubesMauricio FernándezBelum ada peringkat
- Specification For Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser TubesDokumen3 halamanSpecification For Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser TubeswiroBelum ada peringkat
- Asme Sa-179-2021Dokumen3 halamanAsme Sa-179-2021MargaritaBelum ada peringkat
- Steel Bars, Alloy, Hot-Wrought or Cold-Finished, Quenched and TemperedDokumen4 halamanSteel Bars, Alloy, Hot-Wrought or Cold-Finished, Quenched and TemperedCK CkkouBelum ada peringkat
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDokumen3 halamanSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification Forandrea assanelli100% (1)
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDokumen3 halamanSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification Forist93993Belum ada peringkat
- Astm 178Dokumen4 halamanAstm 178JOSEPH REFUERZOBelum ada peringkat
- A179A179M-90a (2012) Standard Specification For Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser TubesDokumen2 halamanA179A179M-90a (2012) Standard Specification For Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser TubesChuthaBelum ada peringkat
- Specification For Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDokumen12 halamanSpecification For Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesMauricio FernándezBelum ada peringkat
- ASTM A192-Reap 2012Dokumen2 halamanASTM A192-Reap 2012ouari.ouariBelum ada peringkat
- Astm A179 PDFDokumen2 halamanAstm A179 PDFHimanshu GaurBelum ada peringkat
- Electric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesDokumen4 halamanElectric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater Tubeshans ccBelum ada peringkat
- Electric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesDokumen4 halamanElectric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubeshBelum ada peringkat
- Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceDokumen2 halamanSeamless Carbon Steel Boiler Tubes For High-Pressure Servicerohit kumarBelum ada peringkat
- Sa 739Dokumen3 halamanSa 739Elgen IgloriaBelum ada peringkat
- Astm A 192 A 192m 2001 PDFDokumen2 halamanAstm A 192 A 192m 2001 PDFSofiaJabadanEspulgarBelum ada peringkat
- Astm A 209 PDFDokumen3 halamanAstm A 209 PDFBez SofBelum ada peringkat
- A179a179m PDFDokumen2 halamanA179a179m PDFBorza DorinBelum ada peringkat
- Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceDokumen2 halamanSeamless Carbon Steel Boiler Tubes For High-Pressure ServiceAlejandro ValdesBelum ada peringkat
- A554-15a Standard Specification For Welded Stainless Steel Mechanical TubingDokumen5 halamanA554-15a Standard Specification For Welded Stainless Steel Mechanical TubingChuthaBelum ada peringkat
- Seamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServiceDokumen7 halamanSeamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General Servicesharon blushteinBelum ada peringkat
- Steel Bars, Alloy, Hot-Wrought or Cold-Finished, Quenched and TemperedDokumen3 halamanSteel Bars, Alloy, Hot-Wrought or Cold-Finished, Quenched and TemperedDarwin Darmawan100% (1)
- Asme Sa-210-2021Dokumen5 halamanAsme Sa-210-2021MargaritaBelum ada peringkat
- Steel Bars, Carbon, Hot-Wrought or Cold-Finished, Special Quality, For Pressure Piping ComponentsDokumen3 halamanSteel Bars, Carbon, Hot-Wrought or Cold-Finished, Special Quality, For Pressure Piping ComponentsCK CkkouBelum ada peringkat
- Electric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesDokumen4 halamanElectric-Resistance-Welded Ferritic Alloy-Steel Boiler and Superheater TubesMartuaHaojahanSaragihSidabutarBelum ada peringkat
- Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser TubesDokumen2 halamanSeamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubessolrac4371Belum ada peringkat
- Seamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServiceDokumen6 halamanSeamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServicercfBelum ada peringkat
- Uncoated, Stress-Relieved Steel Bars For Prestressed Concrete Railroad TiesDokumen4 halamanUncoated, Stress-Relieved Steel Bars For Prestressed Concrete Railroad TiesSama UmateBelum ada peringkat
- A 1020 - A 1020M - 01 QtewmjatmdeDokumen3 halamanA 1020 - A 1020M - 01 QtewmjatmdeHans AbantoBelum ada peringkat
- Sa 106 PDFDokumen16 halamanSa 106 PDFRaju SkBelum ada peringkat
- Sec. II A - SA - 209Dokumen6 halamanSec. II A - SA - 209RamuAlagappanBelum ada peringkat
- Astm A 179Dokumen2 halamanAstm A 179raghuvarmaBelum ada peringkat
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDokumen9 halamanSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesHeri VillaBelum ada peringkat
- Specification For Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDokumen11 halamanSpecification For Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger Tubescesar jaramilloBelum ada peringkat
- Seamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServiceDokumen6 halamanSeamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServicehBelum ada peringkat
- ASTM A179 2005 LTCS Tubes Seamless Cold-Drawn For Heat-Exchanger and CondenserDokumen2 halamanASTM A179 2005 LTCS Tubes Seamless Cold-Drawn For Heat-Exchanger and Condensernse mcxBelum ada peringkat
- A1020A1020M-02 (2012) Standard Specification For SteeDokumen4 halamanA1020A1020M-02 (2012) Standard Specification For SteeRony YudaBelum ada peringkat
- Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDokumen3 halamanCastings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsPEPEBelum ada peringkat
- A268A268MDokumen6 halamanA268A268MAlejandro GonzálezBelum ada peringkat
- Astm A178Dokumen4 halamanAstm A178Himanshu GaurBelum ada peringkat
- Austenitic Ductile Iron Castings: Standard Specification ForDokumen6 halamanAustenitic Ductile Iron Castings: Standard Specification ForDarwin DarmawanBelum ada peringkat
- Austenitic Ductile Iron Castings For Pressure-Containing Parts Suitable For Low-Temperature ServiceDokumen5 halamanAustenitic Ductile Iron Castings For Pressure-Containing Parts Suitable For Low-Temperature ServiceDarwin DarmawanBelum ada peringkat
- Sa 335 PDFDokumen12 halamanSa 335 PDFAnilBelum ada peringkat
- H99sec2asa 335Dokumen4 halamanH99sec2asa 335Fermín VallejoBelum ada peringkat
- Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesDokumen3 halamanElectric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater Tubesali ahmedBelum ada peringkat
- Asme-803 Specification For Welded Ferritic Stainless Steel Feedwater Heater TubesDokumen10 halamanAsme-803 Specification For Welded Ferritic Stainless Steel Feedwater Heater Tubeslucecita1902Belum ada peringkat
- Sa268 TP409 PDFDokumen8 halamanSa268 TP409 PDFmaheshBelum ada peringkat
- Sa 312 PDFDokumen14 halamanSa 312 PDFAnilBelum ada peringkat
- Sa 249Dokumen10 halamanSa 249ismaelarchilacastilloBelum ada peringkat
- HeatTreatingDataEBook 2011Dokumen115 halamanHeatTreatingDataEBook 2011mario fisgaBelum ada peringkat
- Newton MethodDokumen10 halamanNewton Methodmr.aghelBelum ada peringkat
- Art of Steel MakingDokumen202 halamanArt of Steel MakingMuhammad Zeeshan WasiBelum ada peringkat
- Cp08 Measuring Mass PendulumDokumen4 halamanCp08 Measuring Mass Pendulummr.aghelBelum ada peringkat
- Measurement of Density of Fibers of Jute by Density Gradient ColumnDokumen5 halamanMeasurement of Density of Fibers of Jute by Density Gradient Columnmr.aghelBelum ada peringkat
- Specification For Carbon Steel Forgings For Pressure Vessel ComponentsDokumen6 halamanSpecification For Carbon Steel Forgings For Pressure Vessel Componentsmr.aghelBelum ada peringkat
- Specification For Heat-Resisting Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure VesselsDokumen9 halamanSpecification For Heat-Resisting Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vesselsmr.aghelBelum ada peringkat
- Sa 20 PDFDokumen46 halamanSa 20 PDFmr.aghelBelum ada peringkat
- A6 PDFDokumen84 halamanA6 PDFVeronica KurnicokaBelum ada peringkat
- Welding Handbook ESABDokumen529 halamanWelding Handbook ESABErdinc_Bal_1026100% (8)
- Lincoln Strip Cladding Presentation April 2011Dokumen26 halamanLincoln Strip Cladding Presentation April 2011Renny DevassyBelum ada peringkat
- Tig Mig Plasma OkDokumen83 halamanTig Mig Plasma Okspwajeeh50% (2)
- As 3777-2008 Shank Hooks and Large Eye Hooks - Maximum 60 TDokumen7 halamanAs 3777-2008 Shank Hooks and Large Eye Hooks - Maximum 60 TSAI Global - APACBelum ada peringkat
- BirkettDokumen104 halamanBirkettscribdkhatnBelum ada peringkat
- Updated Resume 2016Dokumen4 halamanUpdated Resume 2016Ralph ManuelBelum ada peringkat
- General Principles: Limb Lengthening and Deformity Correction With Truelok Ring Fixation SystemDokumen28 halamanGeneral Principles: Limb Lengthening and Deformity Correction With Truelok Ring Fixation SystemFlorin MacarieBelum ada peringkat
- Detailing Data: Steel Detailers' ManualDokumen32 halamanDetailing Data: Steel Detailers' ManualMiguel TapiaBelum ada peringkat
- DN15 DN20 DN25 DN32 DN40 DN50 DN65 DN80 DN100 DN125 DN150 DN200 DN250 DN300 DN350 DN375 DN400 DN450 DN500 DN600 DN700 DN750 DN800 DN900Dokumen6 halamanDN15 DN20 DN25 DN32 DN40 DN50 DN65 DN80 DN100 DN125 DN150 DN200 DN250 DN300 DN350 DN375 DN400 DN450 DN500 DN600 DN700 DN750 DN800 DN900harikrishnanpd33270% (1)
- NDT NotesDokumen357 halamanNDT NotesZen NazehaBelum ada peringkat
- Blast Furnace Processing and It's OperationsDokumen20 halamanBlast Furnace Processing and It's OperationsRaghava Chari Koilkonda100% (1)
- Lightning Protection Calculation SheetDokumen133 halamanLightning Protection Calculation SheetEkoFujisyahMaulwanto50% (2)
- 2002catalog PDFDokumen21 halaman2002catalog PDFxsdgBelum ada peringkat
- PN16 Cast Iron Globe Valve - SDNR: SKU: GV5198Dokumen2 halamanPN16 Cast Iron Globe Valve - SDNR: SKU: GV5198HotnCrispy CrispyBelum ada peringkat
- S21. Restricted Limits On Elements S26. Low-Sulfur Steels: Table 3 Table 4Dokumen1 halamanS21. Restricted Limits On Elements S26. Low-Sulfur Steels: Table 3 Table 4Dipesh PatelBelum ada peringkat
- Dresser 3 Way ValveDokumen24 halamanDresser 3 Way ValveAmjath Pallas100% (1)
- EHM-GHM Technical CatalogDokumen32 halamanEHM-GHM Technical CatalogRheoserve Industrial SolutionsBelum ada peringkat
- Material Safety Data Sheet: Section I - IdentificationDokumen2 halamanMaterial Safety Data Sheet: Section I - IdentificationMohamed AdelBelum ada peringkat
- Aatc Spec 114012Dokumen39 halamanAatc Spec 114012JD100% (1)
- Bliss Anand America - Magnetic Level Gauges - NewDokumen25 halamanBliss Anand America - Magnetic Level Gauges - NewNikhil WadhwaBelum ada peringkat
- Astm A193 PDFDokumen12 halamanAstm A193 PDFjoserodriguezherazoBelum ada peringkat
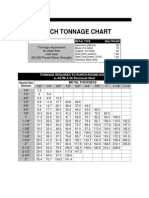
- Punch Tonnage Chart: Tonnage Required To Punch Round Holes in ASTM A-36 Structural SteelDokumen1 halamanPunch Tonnage Chart: Tonnage Required To Punch Round Holes in ASTM A-36 Structural Steelsmartcad60Belum ada peringkat
- Chapter 5Dokumen31 halamanChapter 5vinayakBelum ada peringkat
- 18 - 2017 - Covering Material PDFDokumen4 halaman18 - 2017 - Covering Material PDFvjdj100% (1)
- Hafele ArchitecturalDokumen797 halamanHafele ArchitecturalDindandut SayBelum ada peringkat
- LESSON PLAN GRADE 11 SMAWEssentials in Cleaning Root Pass After WeldingDokumen2 halamanLESSON PLAN GRADE 11 SMAWEssentials in Cleaning Root Pass After Weldingjoebert agraviadorBelum ada peringkat
- (UOP) Fabrication of PipingDokumen5 halaman(UOP) Fabrication of Pipingchandirandelhi100% (1)
- G.I. DuctingDokumen20 halamanG.I. Ductingawsafasif100% (1)
- Binder1 MixturesDokumen12 halamanBinder1 Mixturesjomabi0% (1)
- Volume X: Low Temperature Operation: Asme Pressure VesselsDokumen14 halamanVolume X: Low Temperature Operation: Asme Pressure VesselsManoj MulikBelum ada peringkat
- A-09-02078 Widia Turning Metric p110-199 InsertsDokumen90 halamanA-09-02078 Widia Turning Metric p110-199 InsertsAbu HasanBelum ada peringkat