Anda mungkin juga menyukai
- US8851163B2 patent for multiple offset slim wellhead connectorDokumen15 halamanUS8851163B2 patent for multiple offset slim wellhead connectorDiseno VATBelum ada peringkat
- 59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Dokumen22 halaman59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Qwerty UiopBelum ada peringkat
- United States Patent: (10) Patent No.: US 6,637,479 B1Dokumen20 halamanUnited States Patent: (10) Patent No.: US 6,637,479 B1Alfian Fajar SamudraBelum ada peringkat
- United States Patent (10) Patent No.: US 7,925,474 B2Dokumen30 halamanUnited States Patent (10) Patent No.: US 7,925,474 B2cajimenezb8872Belum ada peringkat
- United States Patent (10) Patent No.: US 7,594,704 B2Dokumen8 halamanUnited States Patent (10) Patent No.: US 7,594,704 B2AGUAVIVANJBelum ada peringkat
- US8426779Dokumen10 halamanUS8426779Alex de Lima e SilvaBelum ada peringkat
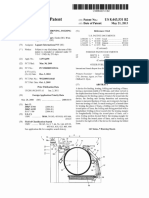
- United States Patent: Lapauw Et Al. (45) Date of Patent: May 21, 2013Dokumen15 halamanUnited States Patent: Lapauw Et Al. (45) Date of Patent: May 21, 2013Mary HullBelum ada peringkat
- United States Patent: IiiiiiiiiiiiiiiiiiiiiiiiiiiiiiDokumen8 halamanUnited States Patent: IiiiiiiiiiiiiiiiiiiiiiiiiiiiiiStere StereBelum ada peringkat
- US8722593 Break FluidDokumen5 halamanUS8722593 Break FluidMorkizgaBelum ada peringkat
- United States Patent (10) Patent No.: US 7,384,360 B2: Ploetz Et Al. (45) Date of Patent: Jun. 10, 2008Dokumen9 halamanUnited States Patent (10) Patent No.: US 7,384,360 B2: Ploetz Et Al. (45) Date of Patent: Jun. 10, 2008Cesar VasquesBelum ada peringkat
- United States Patent (10) Patent No.: US 8,745,833 B2Dokumen23 halamanUnited States Patent (10) Patent No.: US 8,745,833 B2Jagadish RajapuBelum ada peringkat
- Ta Co Chceme - US7134255Dokumen5 halamanTa Co Chceme - US7134255hana.hovorkovaBelum ada peringkat
- Rotational Moulding Process for Improved Plastics ArticlesDokumen8 halamanRotational Moulding Process for Improved Plastics ArticlesG DragonBelum ada peringkat
- United States Patent (10) Patent No.: Us 6,197,264 B1: Korhonen Et Al. (45) Date of Patent: Mar. 6, 2001Dokumen13 halamanUnited States Patent (10) Patent No.: Us 6,197,264 B1: Korhonen Et Al. (45) Date of Patent: Mar. 6, 2001yamakunBelum ada peringkat
- United States Patent: Cheung Et A) - (45) Date of Patent: Oct. 30, 2007Dokumen19 halamanUnited States Patent: Cheung Et A) - (45) Date of Patent: Oct. 30, 2007Shahzada IrshadBelum ada peringkat
- Grenzebach Patent 2005Dokumen8 halamanGrenzebach Patent 2005Muhammed BALIKÇIBelum ada peringkat
- United States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004Dokumen7 halamanUnited States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004pmurphBelum ada peringkat
- US BallastlessDokumen5 halamanUS BallastlessAkashBelum ada peringkat
- US7767297Dokumen16 halamanUS7767297Max Jordan DooleyBelum ada peringkat
- Patent US7294741B2Dokumen9 halamanPatent US7294741B2Santiago BorgesBelum ada peringkat
- 2005 - US006968735B2 - Long Range Data Transmitter For HDDDokumen9 halaman2005 - US006968735B2 - Long Range Data Transmitter For HDDCường Nguyễn QuốcBelum ada peringkat
- US7743601Dokumen4 halamanUS7743601Alien GmpBelum ada peringkat
- CCMT - Us6214998Dokumen3 halamanCCMT - Us6214998Uttam PawarBelum ada peringkat
- United States Patent: Kotsopoulos Et Al. (45) Date of Patent: Apr. 18, 2006Dokumen10 halamanUnited States Patent: Kotsopoulos Et Al. (45) Date of Patent: Apr. 18, 2006Taufiq AhmadBelum ada peringkat
- United States Patent (10) Patent No.: US 7820,134 B2: Daum Et Al. (45) Date of Patent: Oct. 26, 2010Dokumen8 halamanUnited States Patent (10) Patent No.: US 7820,134 B2: Daum Et Al. (45) Date of Patent: Oct. 26, 2010Hedi Ben MohamedBelum ada peringkat
- United States Patent (10) Patent No.: US 8.454.296 B2Dokumen18 halamanUnited States Patent (10) Patent No.: US 8.454.296 B2Yu YangBelum ada peringkat
- US7992581Dokumen17 halamanUS7992581Ragil YogaBelum ada peringkat
- Wheel PWR GenerationDokumen8 halamanWheel PWR GenerationAsad Ahmed KhanBelum ada peringkat
- Us 8991762Dokumen10 halamanUs 8991762Nathália RozaBelum ada peringkat
- United States Patent: Chamberlin Et AlDokumen20 halamanUnited States Patent: Chamberlin Et AlSanjay SharmaBelum ada peringkat
- Method and Device for Simulating Slip on Vehicle Test BenchesDokumen7 halamanMethod and Device for Simulating Slip on Vehicle Test BenchesNamelezz ShadowwBelum ada peringkat
- United States Patent (10) Patent No.: US 6,250,528 B1: Lumpe Et Al. (45) Date of Patent: Jun. 26, 2001Dokumen7 halamanUnited States Patent (10) Patent No.: US 6,250,528 B1: Lumpe Et Al. (45) Date of Patent: Jun. 26, 20014728Vishakha KambleBelum ada peringkat
- US7915777 RingCoilDokumen7 halamanUS7915777 RingCoilscainiBelum ada peringkat
- United States Patent (10) Patent N0.: US 8,899,217 B2Dokumen7 halamanUnited States Patent (10) Patent N0.: US 8,899,217 B2Teleson MarquesBelum ada peringkat
- Us8822586 1Dokumen9 halamanUs8822586 1sri wahyuniBelum ada peringkat
- US6804943Dokumen6 halamanUS6804943Abdullah KhanBelum ada peringkat
- Fish Grading DeviceDokumen7 halamanFish Grading DeviceLiladhar Ganesh DhobleBelum ada peringkat
- Us8261906 - SBRDokumen8 halamanUs8261906 - SBRLOAN PHẠM THỊ PHƯƠNGBelum ada peringkat
- Sensor Device Forming Method PatentDokumen9 halamanSensor Device Forming Method Patentmcx_123Belum ada peringkat
- (2014 Delossantos Et Al) Mems Tunneling Accelerometer (Us8746067b2)Dokumen9 halaman(2014 Delossantos Et Al) Mems Tunneling Accelerometer (Us8746067b2)mOchOBelum ada peringkat
- United States Patent: (12) (10) Patent N0.: US 6,553,711 B1 Feng (45) Date 0f Patent: Apr. 29, 2003Dokumen13 halamanUnited States Patent: (12) (10) Patent N0.: US 6,553,711 B1 Feng (45) Date 0f Patent: Apr. 29, 2003IceBearBelum ada peringkat
- Terrence Howard US9168465Dokumen17 halamanTerrence Howard US9168465kleephBelum ada peringkat
- US8689982Dokumen7 halamanUS8689982Kan Sang MokBelum ada peringkat
- Us 7628347Dokumen6 halamanUs 7628347Pooria1989Belum ada peringkat
- CMC Gel Formation in Drilling FluidsDokumen6 halamanCMC Gel Formation in Drilling Fluidslive streamBelum ada peringkat
- Us7745962 PDFDokumen19 halamanUs7745962 PDFAb Imō PectoreBelum ada peringkat
- Output Control Apparatus for GeneratorDokumen15 halamanOutput Control Apparatus for GeneratorBruno LambertBelum ada peringkat
- Us8048971 PDFDokumen8 halamanUs8048971 PDFSyahdillaBelum ada peringkat
- United States Patent: (10) Patent No.: US 8,846,787 B2Dokumen7 halamanUnited States Patent: (10) Patent No.: US 8,846,787 B2marcela walterosBelum ada peringkat
- US7156267Dokumen7 halamanUS7156267Efabind OtBelum ada peringkat
- United States Patent: (10) Patent No.: (45) Date of PatentDokumen5 halamanUnited States Patent: (10) Patent No.: (45) Date of PatentLechugaGuerreroHerreraBelum ada peringkat
- Spotting FluidsDokumen16 halamanSpotting FluidsEduardo PeraltaBelum ada peringkat
- Flat Glass Annealing LehrsDokumen7 halamanFlat Glass Annealing LehrsHồng ĐàoBelum ada peringkat
- United States PatentDokumen11 halamanUnited States Patentamd mhmBelum ada peringkat
- Control Device Lifts Leeward Boat SideDokumen17 halamanControl Device Lifts Leeward Boat Side155Belum ada peringkat
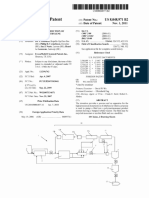
- Purification of Difluoromethane by Extractive DistillationDokumen13 halamanPurification of Difluoromethane by Extractive DistillationMateo VanegasBelum ada peringkat
- Method of Making a Flexible Circuit by Continuous LaminationDokumen15 halamanMethod of Making a Flexible Circuit by Continuous LaminationGeetha ThiruvengadamBelum ada peringkat
- Combined steam and gas turbine engine with magnetic transmissionDokumen29 halamanCombined steam and gas turbine engine with magnetic transmissionErin GokBelum ada peringkat
- N, N 3 Gé28 G 3 Z2%at: (12) United States Patent (10) Patent No.: US 6,877,682 B2Dokumen14 halamanN, N 3 Gé28 G 3 Z2%at: (12) United States Patent (10) Patent No.: US 6,877,682 B2tmBelum ada peringkat
- Green Frontiers Charging StationsDokumen2 halamanGreen Frontiers Charging StationsNimalanBelum ada peringkat
- Complex Prob 4Dokumen1 halamanComplex Prob 4NimalanBelum ada peringkat
- Ch02 Friction PDFDokumen32 halamanCh02 Friction PDFNimalanBelum ada peringkat
- Include A Description of Each Metric and The Reason That The Team Has Chosen This Measure For The ProjectDokumen31 halamanInclude A Description of Each Metric and The Reason That The Team Has Chosen This Measure For The ProjectNimalanBelum ada peringkat
- MATH 20101 Complex Analysis Problem Sheet 3Dokumen1 halamanMATH 20101 Complex Analysis Problem Sheet 3NimalanBelum ada peringkat
- Metrology and Quality ControlDokumen1 halamanMetrology and Quality ControlNimalanBelum ada peringkat
- Engine Testing Eqip ProcedDokumen26 halamanEngine Testing Eqip ProcedNimalanBelum ada peringkat
- Distributed Vibration Absorber Optimization and TestingDokumen2 halamanDistributed Vibration Absorber Optimization and TestingNimalanBelum ada peringkat
- Mechanical Engine Design FundamentalsDokumen33 halamanMechanical Engine Design FundamentalsNimalanBelum ada peringkat
- Ec 1wastewater and Environmental EngineeringDokumen19 halamanEc 1wastewater and Environmental EngineeringNimalanBelum ada peringkat
- Fuel Conditioning UnitDokumen2 halamanFuel Conditioning UnitNimalanBelum ada peringkat
- Complex Prob 2Dokumen1 halamanComplex Prob 2NimalanBelum ada peringkat
- Engine BreathingDokumen18 halamanEngine BreathingNimalanBelum ada peringkat
- Lecture 3Dokumen16 halamanLecture 3NimalanBelum ada peringkat
- MATH 20101 Complex Analysis Problem Sheet 6 integralsDokumen1 halamanMATH 20101 Complex Analysis Problem Sheet 6 integralsNimalanBelum ada peringkat
- MATH 20101 Complex Analysis Solution Sheet 6Dokumen4 halamanMATH 20101 Complex Analysis Solution Sheet 6NimalanBelum ada peringkat
- CircuitsDokumen136 halamanCircuitsmariomatoBelum ada peringkat
- Module 4C16: All QuestionsDokumen9 halamanModule 4C16: All QuestionsNimalanBelum ada peringkat
- HYDROLOGY ENGINEERING GUIDEDokumen40 halamanHYDROLOGY ENGINEERING GUIDENimalanBelum ada peringkat
- Li MingfengDokumen178 halamanLi MingfengNimalanBelum ada peringkat
- Module 4C16: All QuestionsDokumen9 halamanModule 4C16: All QuestionsNimalanBelum ada peringkat
- Basic and Practical Hydraulic CircuitsDokumen8 halamanBasic and Practical Hydraulic CircuitsNimalanBelum ada peringkat
- Three Wheeled Vehicle Eprintsrvr IIScDokumen30 halamanThree Wheeled Vehicle Eprintsrvr IIScSunilkumar ReddyBelum ada peringkat
- Attitude Control Systems MQPDokumen72 halamanAttitude Control Systems MQPNimalanBelum ada peringkat
- Certification Memorandum CS-31HB Hot Air Balloons: Classification of Design ChangesDokumen6 halamanCertification Memorandum CS-31HB Hot Air Balloons: Classification of Design ChangesakaretlerBelum ada peringkat
- Supply Base OptimizationDokumen4 halamanSupply Base OptimizationAditya KapoorBelum ada peringkat
- Oracle Applications Cloud Concurrent MaintenanceDokumen8 halamanOracle Applications Cloud Concurrent MaintenanceJuan Pablo GasparriniBelum ada peringkat
- North Sea AtlasDokumen483 halamanNorth Sea Atlasjacek_sawicz100% (2)
- BOQ in GeneralDokumen9 halamanBOQ in Generalkmmansaf100% (1)
- Steam Nozzles: Prepared by Venkat Chintala Asst. Prof. S.G. Mechanical Engg. Deptt., UPESDokumen50 halamanSteam Nozzles: Prepared by Venkat Chintala Asst. Prof. S.G. Mechanical Engg. Deptt., UPESRaj NarayanBelum ada peringkat
- Planning of CRM ProjectDokumen8 halamanPlanning of CRM ProjectcatchardipBelum ada peringkat
- Engineers Guide CFRP Monocoque DesignDokumen24 halamanEngineers Guide CFRP Monocoque DesignShivam Wankhede100% (1)
- McGraw-Hill’s Handbook of Transportation Engineering Chapter 12: Traffic Congestion SolutionsDokumen30 halamanMcGraw-Hill’s Handbook of Transportation Engineering Chapter 12: Traffic Congestion Solutionsdave4359Belum ada peringkat
- Whirlpool Washing Machine Repair Manual 4GWTW4740YQ1 4GWTW4800YQ1 4GWTW4800YQ2 4GWTW4740YQ2Dokumen64 halamanWhirlpool Washing Machine Repair Manual 4GWTW4740YQ1 4GWTW4800YQ1 4GWTW4800YQ2 4GWTW4740YQ2fugaperuBelum ada peringkat
- Calculating Financial Impact of Lean Six Sigma ProjectsDokumen4 halamanCalculating Financial Impact of Lean Six Sigma ProjectskbobhateBelum ada peringkat
- Manufacturing Problems and Metrics ReviewDokumen6 halamanManufacturing Problems and Metrics ReviewAditi RayBelum ada peringkat
- 1-M Vib Meas Hwp-A MotorDokumen3 halaman1-M Vib Meas Hwp-A MotorNovindra PutraBelum ada peringkat
- Into The Abyss by Carol Shaben (Excerpt)Dokumen35 halamanInto The Abyss by Carol Shaben (Excerpt)Random House of Canada100% (1)
- Culturally Inspired Design Education A Nigerian Case StudyDokumen19 halamanCulturally Inspired Design Education A Nigerian Case StudyPsamuel AdelabuBelum ada peringkat
- 10964B ENU TrainerHandbook PDFDokumen688 halaman10964B ENU TrainerHandbook PDFHell Oo OoBelum ada peringkat
- Seven Pragmatic Practices To Improve Software QualityDokumen10 halamanSeven Pragmatic Practices To Improve Software QualityZeeshan Ahmed KhanBelum ada peringkat
- V2 I4 Naniwa Newsletter OFFICIALDokumen4 halamanV2 I4 Naniwa Newsletter OFFICIALNigelBelum ada peringkat
- Stacbloc BrochureDokumen4 halamanStacbloc Brochuresathish77sBelum ada peringkat
- Reservoir Simulation Basics 1Dokumen5 halamanReservoir Simulation Basics 1Vladimir PriescuBelum ada peringkat
- Data Modeling and Analysis Techniques True False QuestionDokumen8 halamanData Modeling and Analysis Techniques True False QuestionPeter ParkerBelum ada peringkat
- Be Sem 5 TTDokumen11 halamanBe Sem 5 TTMasterBelum ada peringkat
- Structural Applications: IS 1161 AS1163 EN10219Dokumen1 halamanStructural Applications: IS 1161 AS1163 EN10219NitinBelum ada peringkat
- Thesis - PHD - 2014 - Grid Connected Doubly Fed Induction Generator Based Wind Turbine Under LVRTDokumen198 halamanThesis - PHD - 2014 - Grid Connected Doubly Fed Induction Generator Based Wind Turbine Under LVRTjose-consuelo100% (1)
- Designing Tall Buildings Structure As Architecture-103-134Dokumen32 halamanDesigning Tall Buildings Structure As Architecture-103-134Milka VincentiyaBelum ada peringkat
- Master Thesis FinalDokumen125 halamanMaster Thesis FinalShailesh K SinghBelum ada peringkat
- Lapp PI 0010000 ENDokumen5 halamanLapp PI 0010000 ENblackboydl0101Belum ada peringkat
- NO Nama Produk AKL Produk Code Size Principal Keterangan QTY Harga Harga + PPN 10% Lumbal SystemDokumen2 halamanNO Nama Produk AKL Produk Code Size Principal Keterangan QTY Harga Harga + PPN 10% Lumbal SystemIndraSuryadibrataBelum ada peringkat
- Guide To Stability Design Criteria For Metal Structures-6ed Zeiman 2010 1117pDokumen1.117 halamanGuide To Stability Design Criteria For Metal Structures-6ed Zeiman 2010 1117pcgingenieros94% (31)
- System No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)Dokumen2 halamanSystem No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)aBelum ada peringkat