Anda mungkin juga menyukai
- Service Manual: Common Rail System For NISSAN YD1-K2 Type EngineDokumen40 halamanService Manual: Common Rail System For NISSAN YD1-K2 Type EngineBryan Edu Curay ZavalaBelum ada peringkat
- PENSTOCK Optimization ResearchDokumen3 halamanPENSTOCK Optimization ResearchAnjan SigdelBelum ada peringkat
- Micro Piles AllDokumen18 halamanMicro Piles AllTato Del AguilaBelum ada peringkat
- Groundwater Processes and Modelling - Part 6Dari EverandGroundwater Processes and Modelling - Part 6Penilaian: 4 dari 5 bintang4/5 (2)
- 013.0 - 6060 - Central Greasing System - Attachment - CATDokumen51 halaman013.0 - 6060 - Central Greasing System - Attachment - CAThectorBelum ada peringkat
- Penstock FormulaDokumen9 halamanPenstock FormulaGertjan DuniceriBelum ada peringkat
- 03 Jurnal 1 Achmad - 2021 - IOP - Conf. - Ser. - Earth - Environ. - Sci. - 807 - 032003Dokumen8 halaman03 Jurnal 1 Achmad - 2021 - IOP - Conf. - Ser. - Earth - Environ. - Sci. - 807 - 032003dhani asanaBelum ada peringkat
- Volume Loss of An Aquaculture Net Pen Due To Current Speed and Linear Weight of Sinker RingDokumen7 halamanVolume Loss of An Aquaculture Net Pen Due To Current Speed and Linear Weight of Sinker RingSoledad AceitunoBelum ada peringkat
- Bamboo bending and composite foam structureDokumen17 halamanBamboo bending and composite foam structuresoveydaBelum ada peringkat
- Yeh 2008Dokumen6 halamanYeh 2008Aditya Putune AyubBelum ada peringkat
- Analysis of Groyne Placement On Minimising River Bank ErosionDokumen7 halamanAnalysis of Groyne Placement On Minimising River Bank ErosionTYRONEBelum ada peringkat
- J Advwatres 2018 09 006Dokumen35 halamanJ Advwatres 2018 09 006mitra sanaiiBelum ada peringkat
- Aquaculture Net PenDokumen6 halamanAquaculture Net PenMohsen KhabirBelum ada peringkat
- Material Properties of Water-Swelling Material UseDokumen25 halamanMaterial Properties of Water-Swelling Material UseQuynh H NguyenBelum ada peringkat
- Modeling Ammonia-Nitrogen Degradation in A Polluted Stream With Biofilm TechniqueDokumen9 halamanModeling Ammonia-Nitrogen Degradation in A Polluted Stream With Biofilm TechniqueAnonymous aYmVPmdcLjBelum ada peringkat
- Viscoelastic Properties of Bamboo: JOURNALOFMATERIALSSCIENCE32 (1997) 2693-2697Dokumen5 halamanViscoelastic Properties of Bamboo: JOURNALOFMATERIALSSCIENCE32 (1997) 2693-2697api-3733260Belum ada peringkat
- Yoshida 2017Dokumen14 halamanYoshida 2017Juliansyah HarahapBelum ada peringkat
- Inspection of Wooden Poles in Electrical Power Distribution Networks in Southern BrazilDokumen6 halamanInspection of Wooden Poles in Electrical Power Distribution Networks in Southern Brazilhalel111Belum ada peringkat
- Analysis and Design of Ferrocement Cut Off Trench in Earthen Dam: A Case Study of Bham DamDokumen5 halamanAnalysis and Design of Ferrocement Cut Off Trench in Earthen Dam: A Case Study of Bham DamPriyanka SoniBelum ada peringkat
- Seepage Losses Through Lined CanalsDokumen4 halamanSeepage Losses Through Lined CanalsLuay Kadhim Al-WaeliBelum ada peringkat
- Simulation of A Long Narrow Type Constructed Wetland Using The Stream Model Q2KDokumen6 halamanSimulation of A Long Narrow Type Constructed Wetland Using The Stream Model Q2KMartin Daniel Palacios QuevedoBelum ada peringkat
- Rainfall-Runoff Analysis of A Compacted Area: Agricultural Engineering International: The CIGR E-Journal March 2011Dokumen13 halamanRainfall-Runoff Analysis of A Compacted Area: Agricultural Engineering International: The CIGR E-Journal March 2011KCBelum ada peringkat
- CLARKDokumen7 halamanCLARKDanilo MiranovicBelum ada peringkat
- Influence of Groyne Permeability on Sediment TrappingDokumen15 halamanInfluence of Groyne Permeability on Sediment TrappingAddel Yupanqui MirandaBelum ada peringkat
- Renewable and Sustainable Energy ReviewsDokumen13 halamanRenewable and Sustainable Energy ReviewsMohammadreza MalekMohamadiBelum ada peringkat
- CurryDokumen5 halamanCurrystendley busanBelum ada peringkat
- Tissue Equivalence of Some Phantom Materials For Proton BeamsDokumen8 halamanTissue Equivalence of Some Phantom Materials For Proton Beamssexy_boy158Belum ada peringkat
- Environmentally Friendly Pervious Concrete For Sustainable ConstructionDokumen8 halamanEnvironmentally Friendly Pervious Concrete For Sustainable Constructionrijanadhikari451Belum ada peringkat
- Cross Flow Open ChannelDokumen7 halamanCross Flow Open ChannelRafael Malheiro FerreiraBelum ada peringkat
- 1 s2.0 0043135496001534 MainDokumen8 halaman1 s2.0 0043135496001534 Mainmrsuriyaa63Belum ada peringkat
- Chen 2021 Sustainability and Innovation of Bamboo Winding Composite Pipe ProductsDokumen14 halamanChen 2021 Sustainability and Innovation of Bamboo Winding Composite Pipe ProductsMohammadreza MalekMohamadiBelum ada peringkat
- Komyiama Et Al. (2008) - Allometry, Biomass, and Productivity of Mangrove Forests - A Review PDFDokumen10 halamanKomyiama Et Al. (2008) - Allometry, Biomass, and Productivity of Mangrove Forests - A Review PDFcarlitos254Belum ada peringkat
- How to Prevent & Reverse Reservoir SiltingDokumen8 halamanHow to Prevent & Reverse Reservoir SiltingreluBelum ada peringkat
- Effect of Different Riser Heights On Sprinkler Irrigation Performance Under Constant Operating PressureDokumen9 halamanEffect of Different Riser Heights On Sprinkler Irrigation Performance Under Constant Operating PressureAZOJETE UNIMAIDBelum ada peringkat
- Crystallinity Cellulose FormulaDokumen7 halamanCrystallinity Cellulose Formulaetnomuz2003Belum ada peringkat
- 1 s2.0 S0167577X18312941 MainDokumen4 halaman1 s2.0 S0167577X18312941 MainShuvam PawarBelum ada peringkat
- Viscoelastic Properties of BambooDokumen7 halamanViscoelastic Properties of BambooShah Mohammad IqbalBelum ada peringkat
- Pressure Drop For The Flow of High Concentration Solid-Liquid Mixture Across 90 ° Horizontal Conventional Circular Pipe BendDokumen7 halamanPressure Drop For The Flow of High Concentration Solid-Liquid Mixture Across 90 ° Horizontal Conventional Circular Pipe BendConsuelo VegaBelum ada peringkat
- Dynamics of Lotic Ecosystem: January 1983Dokumen14 halamanDynamics of Lotic Ecosystem: January 1983Emanuel Bujeje17Belum ada peringkat
- GRASS CHANNEL FLOWDokumen10 halamanGRASS CHANNEL FLOWAi manBelum ada peringkat
- Design Optimization of Light Metal Irrigation Channels: Honggang ZHENGDokumen5 halamanDesign Optimization of Light Metal Irrigation Channels: Honggang ZHENGAbdullah MangatongBelum ada peringkat
- 2007 Fundamental Data On The Gas Liquid 2 Phase Flow in Minichannel IdeDokumen12 halaman2007 Fundamental Data On The Gas Liquid 2 Phase Flow in Minichannel IdeSoumyaSumanMohapatraBelum ada peringkat
- Drainase PasteurDokumen10 halamanDrainase PasteurAndhika SasongkoBelum ada peringkat
- Stress Analysis of Layered Folded Plates Resting On Elastic Foundation: Application To Canal LiningDokumen22 halamanStress Analysis of Layered Folded Plates Resting On Elastic Foundation: Application To Canal LiningImpact JournalsBelum ada peringkat
- Small Hydro PlantsDokumen10 halamanSmall Hydro Plantsnjsankar1974Belum ada peringkat
- Experimental Study of Discharge Characteristics in A Compound Meandering RiverDokumen5 halamanExperimental Study of Discharge Characteristics in A Compound Meandering RiverAJER JOURNALBelum ada peringkat
- Pozzolanic Activity of Sugarcane Bagasse Ash Concrete: Kennedy Aburili, Dr. R. O. Onchiri, Dr. G.W. WaswaDokumen7 halamanPozzolanic Activity of Sugarcane Bagasse Ash Concrete: Kennedy Aburili, Dr. R. O. Onchiri, Dr. G.W. WaswaSajith KrishnaBelum ada peringkat
- Artículo 6 NuevoDokumen7 halamanArtículo 6 NuevoPaula FonsecaBelum ada peringkat
- Comparison of Rooftop Rainwater Harvesting Systens in Tropical Countries Life Cycle Energy Approach - PDF (Dragged)Dokumen7 halamanComparison of Rooftop Rainwater Harvesting Systens in Tropical Countries Life Cycle Energy Approach - PDF (Dragged)Timur Ahadi SantosoBelum ada peringkat
- The Mechanism of Emitter Clogging Analyzed by CFD-DEM Simulation and PTV ExperimentDokumen10 halamanThe Mechanism of Emitter Clogging Analyzed by CFD-DEM Simulation and PTV Experimentjean miguel oscorima celisBelum ada peringkat
- Brewery Wastewater Treatment in A Fluidised Bed Bioreactor: Aoyi Ochieng, Tom Ogada, William Sisenda, Paul WambuaDokumen11 halamanBrewery Wastewater Treatment in A Fluidised Bed Bioreactor: Aoyi Ochieng, Tom Ogada, William Sisenda, Paul WambuaMani ManmadhaBelum ada peringkat
- River Bank Protection Structure Developed for Mountains WatershedsDokumen8 halamanRiver Bank Protection Structure Developed for Mountains WatershedsHugo Leonidas Acosta GrandezBelum ada peringkat
- The Improvement of Water Quality in An Acidic River Environment Using Waste Concrete AggregatesDokumen13 halamanThe Improvement of Water Quality in An Acidic River Environment Using Waste Concrete AggregatesmaizansofiaBelum ada peringkat
- Power Generation From Piezoelectric Lead Zirconate Titanate Fiber CompositesDokumen6 halamanPower Generation From Piezoelectric Lead Zirconate Titanate Fiber Compositesnewton_1987Belum ada peringkat
- Analysis and Optimization of Water Treatment Plant Rotating TrussDokumen5 halamanAnalysis and Optimization of Water Treatment Plant Rotating TrussShameer ShajiBelum ada peringkat
- STRENGTHENING OF DETERIORATED SMALLl-DIAMETER - SEWAGDokumen10 halamanSTRENGTHENING OF DETERIORATED SMALLl-DIAMETER - SEWAGING. EUCLIDES POCLIN TUESTABelum ada peringkat
- Numerical Analysis of Sediment Transport Processes During A Flushing Event of An Alpine ReservoirDokumen8 halamanNumerical Analysis of Sediment Transport Processes During A Flushing Event of An Alpine ReservoirHectorAbelAstocazaGBelum ada peringkat
- 3D Numerical Analyses of The Soil Variability Impact On Longitudinal Behaviour of Buried PipesDokumen8 halaman3D Numerical Analyses of The Soil Variability Impact On Longitudinal Behaviour of Buried PipesHồ ThắngBelum ada peringkat
- Design of Drainage Channels SummarizedDokumen19 halamanDesign of Drainage Channels SummarizedPhilanderGereenPiniliBelum ada peringkat
- Technical Details for Optimal Design of a Penstock for Small Hydro ProjectDokumen9 halamanTechnical Details for Optimal Design of a Penstock for Small Hydro ProjectpitamberBelum ada peringkat
- NCR 41 Ncrdays2017 Bookofabstracts - Compressed.pdf1Dokumen4 halamanNCR 41 Ncrdays2017 Bookofabstracts - Compressed.pdf1Jesse FruntBelum ada peringkat
- Water hammer protection scheme for piped systemsDokumen13 halamanWater hammer protection scheme for piped systemsJitendraHatwarBelum ada peringkat
- Radiata Pine Stability Properties and PerformanceDokumen14 halamanRadiata Pine Stability Properties and PerformanceSi YocksBelum ada peringkat
- Final 00290Dokumen5 halamanFinal 00290kurniawan waskitoBelum ada peringkat
- Final 00288Dokumen6 halamanFinal 00288kurniawan waskitoBelum ada peringkat
- Final 00183Dokumen4 halamanFinal 00183kurniawan waskitoBelum ada peringkat
- Final 00296Dokumen6 halamanFinal 00296kurniawan waskitoBelum ada peringkat
- Multi-scale fuel cell design simulationsDokumen6 halamanMulti-scale fuel cell design simulationskurniawan waskitoBelum ada peringkat
- Final 00051Dokumen6 halamanFinal 00051kurniawan waskitoBelum ada peringkat
- Final 00047Dokumen8 halamanFinal 00047kurniawan waskitoBelum ada peringkat
- 46647final00013 PDFDokumen7 halaman46647final00013 PDFkurniawan waskitoBelum ada peringkat
- Final 00283Dokumen5 halamanFinal 00283kurniawan waskitoBelum ada peringkat
- Effects of Brazing Layer on Strength of Heat ExchangerDokumen5 halamanEffects of Brazing Layer on Strength of Heat Exchangerkurniawan waskitoBelum ada peringkat
- LES Analysis of Mixture Formation and Ignitability in An Unsteady Methane JetDokumen6 halamanLES Analysis of Mixture Formation and Ignitability in An Unsteady Methane Jetkurniawan waskitoBelum ada peringkat
- Final 00012Dokumen5 halamanFinal 00012kurniawan waskitoBelum ada peringkat
- Final 00222Dokumen4 halamanFinal 00222kurniawan waskitoBelum ada peringkat
- Final 00290Dokumen5 halamanFinal 00290kurniawan waskitoBelum ada peringkat
- Final 00228Dokumen4 halamanFinal 00228kurniawan waskitoBelum ada peringkat
- Mixing of density stratified fluids with jet flowDokumen4 halamanMixing of density stratified fluids with jet flowkurniawan waskitoBelum ada peringkat
- Final 00171Dokumen4 halamanFinal 00171kurniawan waskitoBelum ada peringkat
- Optimal Design of Thermal Management in LEDsDokumen4 halamanOptimal Design of Thermal Management in LEDskurniawan waskitoBelum ada peringkat
- Loss of heat removal from spent fuel poolsDokumen7 halamanLoss of heat removal from spent fuel poolskurniawan waskitoBelum ada peringkat
- Carbon Nanotube Temperature Profiler Using Platinum Hot FilmDokumen6 halamanCarbon Nanotube Temperature Profiler Using Platinum Hot Filmkurniawan waskitoBelum ada peringkat
- Final 00043Dokumen8 halamanFinal 00043kurniawan waskitoBelum ada peringkat
- Final 00012Dokumen5 halamanFinal 00012kurniawan waskitoBelum ada peringkat
- Final 00047Dokumen8 halamanFinal 00047kurniawan waskitoBelum ada peringkat
- Final 00047Dokumen8 halamanFinal 00047kurniawan waskitoBelum ada peringkat
- LES Analysis of Mixture Formation and Ignitability in An Unsteady Methane JetDokumen6 halamanLES Analysis of Mixture Formation and Ignitability in An Unsteady Methane Jetkurniawan waskitoBelum ada peringkat
- Effect of wood chip aspect ratio on hydraulic transportationDokumen8 halamanEffect of wood chip aspect ratio on hydraulic transportationkurniawan waskitoBelum ada peringkat
- Numerical Analysis On Effectiveness-NTU of Microchannel Heat ExchangersDokumen6 halamanNumerical Analysis On Effectiveness-NTU of Microchannel Heat Exchangerskurniawan waskitoBelum ada peringkat
- Final 00032Dokumen8 halamanFinal 00032kurniawan waskitoBelum ada peringkat
- Final 00040Dokumen5 halamanFinal 00040kurniawan waskitoBelum ada peringkat
- ACS480 Catalog 3AUA0000204668 RevF EN 15-9-2021 LowresDokumen40 halamanACS480 Catalog 3AUA0000204668 RevF EN 15-9-2021 LowresNeryBelum ada peringkat
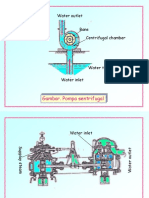
- Gambar. Pompa Sentrifugal: Water OutletDokumen20 halamanGambar. Pompa Sentrifugal: Water OutletDangolBelum ada peringkat
- Machinery Lubricationrgbseptember October 2018Dokumen73 halamanMachinery Lubricationrgbseptember October 2018Jorge Cuadros BlasBelum ada peringkat
- WQ (11-22kW) Series Submersible Sewage Pumps WQ (30kW and Above) Series Intelligent Submersible Sewage PumpsDokumen10 halamanWQ (11-22kW) Series Submersible Sewage Pumps WQ (30kW and Above) Series Intelligent Submersible Sewage PumpsĐông DươngBelum ada peringkat
- 60 CuM-H @17.8 M - FYBROCDokumen1 halaman60 CuM-H @17.8 M - FYBROCWael WaelBelum ada peringkat
- Spare Parts For Peougeot 306 Comm. Part No. Part NameDokumen189 halamanSpare Parts For Peougeot 306 Comm. Part No. Part NameMarco D'AndreaBelum ada peringkat
- Typical Device Risk Levels TableDokumen3 halamanTypical Device Risk Levels TableManuel Alejandro Navarro SalgadoBelum ada peringkat
- Hydraulic SystemDokumen28 halamanHydraulic SystemSamiha Maysoon Nooria0% (1)
- Lorentz Sunswitch Manual en en PDFDokumen3 halamanLorentz Sunswitch Manual en en PDFLuis RolaBelum ada peringkat
- Flowserve ValvesDokumen8 halamanFlowserve ValvesPablo MarajBelum ada peringkat
- Pompa Transfer Mall 1 1000lpm@70m (Evo V 6403-1-18,5kw - 2pole)Dokumen5 halamanPompa Transfer Mall 1 1000lpm@70m (Evo V 6403-1-18,5kw - 2pole)Rinaldy AkbarBelum ada peringkat
- Ventilation Calculation ReportDokumen6 halamanVentilation Calculation Reportarun kurlan100% (1)
- wmd1253 Isogate Brochure 2020Dokumen16 halamanwmd1253 Isogate Brochure 2020Matias OnateBelum ada peringkat
- IEEE 957 (1995) - Guía para Limpieza de AisladoresDokumen61 halamanIEEE 957 (1995) - Guía para Limpieza de AisladoresRodrigo VillaBelum ada peringkat
- The Others: Check Wear and Tear, Flab of The Bucket TeethDokumen17 halamanThe Others: Check Wear and Tear, Flab of The Bucket TeethPreett Rajin MenabungBelum ada peringkat
- Please (X) Mark in The Answer Sheet For Marking The Correct AnswerDokumen6 halamanPlease (X) Mark in The Answer Sheet For Marking The Correct Answerbikas_sahaBelum ada peringkat
- Cat Telehandlers Specs PDFDokumen14 halamanCat Telehandlers Specs PDFgljr32941181011Belum ada peringkat
- Dat Gv180tiDokumen2 halamanDat Gv180tiThomasRudyBelum ada peringkat
- Fire Hose Reel - Rack System RequirementsDokumen2 halamanFire Hose Reel - Rack System RequirementsAhmed Abo RashedBelum ada peringkat
- PASX 710: High Reliability, Maximized Uptime Palm Oil SeparatorDokumen2 halamanPASX 710: High Reliability, Maximized Uptime Palm Oil SeparatorAhmad YaniBelum ada peringkat
- NH3 Catalog 1.19Dokumen108 halamanNH3 Catalog 1.19Jhon MarzanaBelum ada peringkat
- Workbook Edukit Pa Project Kit Process Automation: With Cd-RomDokumen37 halamanWorkbook Edukit Pa Project Kit Process Automation: With Cd-RomSali ÁdámBelum ada peringkat
- BD-60&85 (B05 & B06) Iom PDFDokumen47 halamanBD-60&85 (B05 & B06) Iom PDFAndres Navarro0% (1)
- OPERATING AGRICULTURAL SPRAYERSDokumen16 halamanOPERATING AGRICULTURAL SPRAYERSmelkianusBelum ada peringkat
- EVMSU performance and selection dataDokumen13 halamanEVMSU performance and selection dataAntonella EspinozaBelum ada peringkat
- TO Automation Systems: Water Is Life..Dokumen14 halamanTO Automation Systems: Water Is Life..Kapil BajajBelum ada peringkat
- Цахилгааны Утасны Дугаарлалтын Тайлбар-新改20200416 - EnDokumen20 halamanЦахилгааны Утасны Дугаарлалтын Тайлбар-新改20200416 - EnТракмастер АдминBelum ada peringkat