Anda mungkin juga menyukai
- Welding and Cutting S.O.P. 3FDokumen14 halamanWelding and Cutting S.O.P. 3FAlnurhakim HebatBelum ada peringkat
- Welding Machine Safety Operating ProcedureDokumen2 halamanWelding Machine Safety Operating ProcedureDominic Libradilla100% (1)
- Welding and Cutting Safety Procedure: PurposeDokumen14 halamanWelding and Cutting Safety Procedure: PurposeadrianBelum ada peringkat
- Fatigue Management ProcedureDokumen12 halamanFatigue Management ProcedureWakarusa CoBelum ada peringkat
- Operating Arc Welding Risk AssessmentDokumen5 halamanOperating Arc Welding Risk AssessmentComrade Marshall0% (1)
- WELDING PROCEDUREDokumen6 halamanWELDING PROCEDURENikhil VaidyaBelum ada peringkat
- Health and Safety Induction ChecklistDokumen2 halamanHealth and Safety Induction ChecklistYathawan Nair ThamutharamBelum ada peringkat
- SOP Gas Cutting and Heating .Dokumen1 halamanSOP Gas Cutting and Heating .aarunsnairBelum ada peringkat
- TIG Welding SOPDokumen2 halamanTIG Welding SOPGnanasekaran M (TECHNICAL TRAINING/TVSTS)100% (1)
- Safety ManualDokumen31 halamanSafety ManualJosue Sandoval MenaBelum ada peringkat
- Gas Welder SOPDokumen1 halamanGas Welder SOPKamal ShaariBelum ada peringkat
- Annex A - Safety Walk Report FormDokumen4 halamanAnnex A - Safety Walk Report FormwvolpeBelum ada peringkat
- PSFC Welding Procedure: Plasma Science and Fusion Center O Ce of Environment, Safety, and HealthDokumen7 halamanPSFC Welding Procedure: Plasma Science and Fusion Center O Ce of Environment, Safety, and HealthAsad AbbasBelum ada peringkat
- JHA Arc WeldingDokumen2 halamanJHA Arc WeldingechaBelum ada peringkat
- !drilling Machine Geared Head InstructionDokumen5 halaman!drilling Machine Geared Head InstructionTiago PaivaBelum ada peringkat
- Lathe Machine Risk AssessmentDokumen4 halamanLathe Machine Risk AssessmentChethan88% (8)
- Job Safety Analysis for Hydraulic PressDokumen1 halamanJob Safety Analysis for Hydraulic PressIB IsmadyBelum ada peringkat
- Work Instruction - 09 Hot WorkDokumen6 halamanWork Instruction - 09 Hot Workbabu nair100% (2)
- Jha Hot Tapping WorkDokumen6 halamanJha Hot Tapping Workrosevelvet100% (1)
- Risk Assessment For Sand Blasting PDFDokumen8 halamanRisk Assessment For Sand Blasting PDFOvais FarooqBelum ada peringkat
- Check List For Welding MachinesDokumen1 halamanCheck List For Welding MachinesSaravanan JambunathanBelum ada peringkat
- Safety Do's and Don'tDokumen29 halamanSafety Do's and Don'ttulluricharanBelum ada peringkat
- Milling Machine SafetyDokumen1 halamanMilling Machine SafetyAizrul ShahBelum ada peringkat
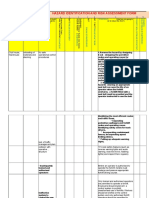
- Hazard Identification and Risk Assessment Form: Location Activities Hazard ControlsDokumen6 halamanHazard Identification and Risk Assessment Form: Location Activities Hazard ControlsVikas SinghBelum ada peringkat
- Welding SopDokumen7 halamanWelding Sopttdost0% (1)
- Jsa Tank CleaningDokumen5 halamanJsa Tank CleaningASLAM MULANIBelum ada peringkat
- HSE Plan 2015 - Original PDFDokumen43 halamanHSE Plan 2015 - Original PDFAnkit DudejaBelum ada peringkat
- Manual Tig Welding (RRC) - Job ProcedureDokumen3 halamanManual Tig Welding (RRC) - Job Proceduretitto84886100% (1)
- Job Safety Analysis: JSA Reference #: DateDokumen3 halamanJob Safety Analysis: JSA Reference #: DateLi QiBelum ada peringkat
- STA Audit Format-EditableDokumen1 halamanSTA Audit Format-EditableDeepu ChandranBelum ada peringkat
- HIRA 003 Welding and Cutting.Dokumen4 halamanHIRA 003 Welding and Cutting.srinibas mohapatraBelum ada peringkat
- Welding, Cutting and GrindingDokumen6 halamanWelding, Cutting and GrindingMohammed MinhajBelum ada peringkat
- Expansion Project Risk AssessmentDokumen3 halamanExpansion Project Risk AssessmentAftab Qadir100% (1)
- Safe Work Procedure (Drill Press)Dokumen2 halamanSafe Work Procedure (Drill Press)SURJIT SINGH100% (1)
- Welding and Cutting ProcedureDokumen5 halamanWelding and Cutting ProcedureRoger SimbhooBelum ada peringkat
- A.W JSA For Magnetic Particle Testing For Lifting EyesDokumen4 halamanA.W JSA For Magnetic Particle Testing For Lifting Eyesomar sadiqBelum ada peringkat
- Gas Welding and Cutting Safety PDFDokumen55 halamanGas Welding and Cutting Safety PDFGnanasekaran MBelum ada peringkat
- Abrasive wheels safetyDokumen2 halamanAbrasive wheels safetySajid HussainBelum ada peringkat
- Procedure For Hazard Identification, Risk Assessment and Risk ManagementDokumen12 halamanProcedure For Hazard Identification, Risk Assessment and Risk ManagementkamranBelum ada peringkat
- Mock Drill Report FormatDokumen1 halamanMock Drill Report FormatJatin SainiBelum ada peringkat
- Gulf Tunneling Company HSEMS Forms ListDokumen1 halamanGulf Tunneling Company HSEMS Forms ListEiuol OinraBelum ada peringkat
- Safety Operating ProcedureDokumen15 halamanSafety Operating ProcedureJinky L. Lavega100% (1)
- Job Hazard Analysis (Jha) : Contractor: Date: Doc. No. & Rev. No.: 00Dokumen6 halamanJob Hazard Analysis (Jha) : Contractor: Date: Doc. No. & Rev. No.: 00poovazhaganBelum ada peringkat
- BÖHLER (MSDS) SMAW-AVESTA 2205 E2209-15 Expires 15-12-05Dokumen2 halamanBÖHLER (MSDS) SMAW-AVESTA 2205 E2209-15 Expires 15-12-05PubcrawlBelum ada peringkat
- RFSSB-EHS-P-004 HIRARC Procedure PDFDokumen4 halamanRFSSB-EHS-P-004 HIRARC Procedure PDFNajman HamdiBelum ada peringkat
- JSA of Drill Machine UseDokumen1 halamanJSA of Drill Machine UseSumair Khalid100% (1)
- OCP For Welding - Gas CuttingDokumen2 halamanOCP For Welding - Gas Cuttingravikpandey100% (2)
- First Aid Box Treatment & Inspection Register TemplateDokumen1 halamanFirst Aid Box Treatment & Inspection Register TemplateSn Ahsan100% (1)
- Safe Operating Procedures 15 Oxy Acetylene Sets Cutting and WeldingDokumen2 halamanSafe Operating Procedures 15 Oxy Acetylene Sets Cutting and WeldingSafety Dept100% (1)
- Safe Work Practices SWPDokumen66 halamanSafe Work Practices SWPapi-317342021Belum ada peringkat
- Excavation Procedure & Permitting GuideDokumen4 halamanExcavation Procedure & Permitting GuideTengku & Wan ResourcesBelum ada peringkat
- Welding Safety ChecklistDokumen2 halamanWelding Safety ChecklistSaid Elsamna100% (1)
- Photography LOTODokumen7 halamanPhotography LOTOqaedi argeswaraBelum ada peringkat
- Appendix A-Job Safety Analysis FormDokumen3 halamanAppendix A-Job Safety Analysis Formjiks_i4uBelum ada peringkat
- SOP (Standard Operating Procedure) "WELDING PROCESS": Shoes Hand Glows GogglesDokumen3 halamanSOP (Standard Operating Procedure) "WELDING PROCESS": Shoes Hand Glows GogglesMagesh Waran100% (1)
- SWMSDokumen11 halamanSWMSSathika Godawatta100% (1)
- RISK/IMPACT ASSESSMENT (To Be Used Both Occupation Health, Safety & Environment)Dokumen1 halamanRISK/IMPACT ASSESSMENT (To Be Used Both Occupation Health, Safety & Environment)Sijo Rajan100% (1)
- Aprendiendo A SoldarDokumen40 halamanAprendiendo A SoldarBe-ToolBelum ada peringkat
- MIG250C Inverter DC GMAW Welding Machine Operating ManualDokumen25 halamanMIG250C Inverter DC GMAW Welding Machine Operating Manualmaverick kitaroBelum ada peringkat
- Tuyen Dung San Bay Long ThanhDokumen9 halamanTuyen Dung San Bay Long ThanhTrương ĐịnhBelum ada peringkat
- Welding Safety Kemp Rev909Dokumen64 halamanWelding Safety Kemp Rev909Mohammad AshpakBelum ada peringkat
- Sonoff Nspanel-Us Ce LVD Safety En62368 Test ReportDokumen70 halamanSonoff Nspanel-Us Ce LVD Safety En62368 Test ReportTrương ĐịnhBelum ada peringkat
- Franklin Steel Stock Book PDFDokumen66 halamanFranklin Steel Stock Book PDFMichael BatleyBelum ada peringkat
- Xintai Valve Group LTD, CO. Product CatalogueDokumen79 halamanXintai Valve Group LTD, CO. Product CatalogueTrương ĐịnhBelum ada peringkat
- Project Cost ManagementDokumen33 halamanProject Cost ManagementwossenBelum ada peringkat
- Psma62368 12017june7finDokumen58 halamanPsma62368 12017june7finTrương ĐịnhBelum ada peringkat
- Hot Work-Weld-Braz-Cut-L&I v1Dokumen32 halamanHot Work-Weld-Braz-Cut-L&I v1ghada gattouchBelum ada peringkat
- Annual Safety TrainingDokumen32 halamanAnnual Safety TrainingTrương ĐịnhBelum ada peringkat
- Info Iec62368-1 (Ed3.0) BDokumen89 halamanInfo Iec62368-1 (Ed3.0) BKunal RajaBelum ada peringkat
- PMP, Sixth EditionDokumen38 halamanPMP, Sixth EditionTrương ĐịnhBelum ada peringkat
- Ricardo Vargas Simplified Pmbok Flow 6ed Color En-A3Dokumen1 halamanRicardo Vargas Simplified Pmbok Flow 6ed Color En-A3Hero Sa Mac100% (1)
- Scheduling ModelsDokumen103 halamanScheduling ModelsMCA DepartmentBelum ada peringkat
- Cost ManagementDokumen18 halamanCost ManagementasdkjfBelum ada peringkat
- Franklin Steel Stock Book PDFDokumen66 halamanFranklin Steel Stock Book PDFMichael BatleyBelum ada peringkat
- Franklin Steel Stock Book PDFDokumen66 halamanFranklin Steel Stock Book PDFMichael BatleyBelum ada peringkat
- Project Management: ©ian Sommerville 2000 Software Engineering, 6th Edition. Chapter 4 Slide 1Dokumen37 halamanProject Management: ©ian Sommerville 2000 Software Engineering, 6th Edition. Chapter 4 Slide 1Trương ĐịnhBelum ada peringkat
- Wevj 09 00022Dokumen13 halamanWevj 09 00022adityaBelum ada peringkat
- S420MC RDokumen1 halamanS420MC RTrương ĐịnhBelum ada peringkat
- 7.4.20 - Aluminum Welding and Anodizing Proposal PDFDokumen62 halaman7.4.20 - Aluminum Welding and Anodizing Proposal PDFTrương ĐịnhBelum ada peringkat
- Q345D RDokumen1 halamanQ345D RTrương ĐịnhBelum ada peringkat
- Chuyen Con KienDokumen25 halamanChuyen Con KienTrương ĐịnhBelum ada peringkat
- S550MC RDokumen1 halamanS550MC RTrương ĐịnhBelum ada peringkat
- PMP Exam Formulas Summary: Earned Value Management Name Abbr. Formula NoteDokumen6 halamanPMP Exam Formulas Summary: Earned Value Management Name Abbr. Formula NoteTrương ĐịnhBelum ada peringkat
- G-Force Brochure PDFDokumen20 halamanG-Force Brochure PDFTrương ĐịnhBelum ada peringkat
- National Standards of The People's Republic of China: GB XXXXDokumen25 halamanNational Standards of The People's Republic of China: GB XXXXTrương ĐịnhBelum ada peringkat
- LN-25 ProDokumen4 halamanLN-25 ProTrương ĐịnhBelum ada peringkat
- MAESTRO ALIGNMENT PROCEDURE Take TwoDokumen9 halamanMAESTRO ALIGNMENT PROCEDURE Take TwoTrương ĐịnhBelum ada peringkat
- MAESTRO ALIGNMENT PROCEDURE Take TwoDokumen9 halamanMAESTRO ALIGNMENT PROCEDURE Take TwoTrương ĐịnhBelum ada peringkat
- 16 BPI V FernandezDokumen1 halaman16 BPI V FernandezAngelica Joyce BelenBelum ada peringkat
- High Frequency Voltage Probe Non-Availability on GeMDokumen2 halamanHigh Frequency Voltage Probe Non-Availability on GeMjudeBelum ada peringkat
- 702190-Free PowerPoint Template AmazonDokumen1 halaman702190-Free PowerPoint Template AmazonnazBelum ada peringkat
- Tambunting Pawnshop Vs CIR Re VATDokumen7 halamanTambunting Pawnshop Vs CIR Re VATMark Lester Lee AureBelum ada peringkat
- Cagayan Electric Company v. CIRDokumen2 halamanCagayan Electric Company v. CIRCocoyPangilinanBelum ada peringkat
- TransformerDokumen50 halamanTransformerبنیاد پرست100% (8)
- Safety of High-Rise BuildingsDokumen14 halamanSafety of High-Rise BuildingsHananeel Sandhi100% (2)
- Troubleshooting Edge Quality: Mild SteelDokumen14 halamanTroubleshooting Edge Quality: Mild SteelAnonymous U6yVe8YYCBelum ada peringkat
- Presentation of The LordDokumen1 halamanPresentation of The LordSarah JonesBelum ada peringkat
- Process ValidationDokumen116 halamanProcess ValidationsamirneseemBelum ada peringkat
- Ultrasonic Examination of Heavy Steel Forgings: Standard Practice ForDokumen7 halamanUltrasonic Examination of Heavy Steel Forgings: Standard Practice ForbatataBelum ada peringkat
- Congress Policy Brief - CoCoLevyFundsDokumen10 halamanCongress Policy Brief - CoCoLevyFundsKat DinglasanBelum ada peringkat
- Acknowledgment: George & Also To Our Group Guide Asst. Prof. Simy M Baby, For Their Valuable Guidance and HelpDokumen50 halamanAcknowledgment: George & Also To Our Group Guide Asst. Prof. Simy M Baby, For Their Valuable Guidance and HelpKhurram ShahzadBelum ada peringkat
- BILL OF SALE Pre ApproveDokumen1 halamanBILL OF SALE Pre ApprovedidinurieliaBelum ada peringkat
- Unit 13 AminesDokumen3 halamanUnit 13 AminesArinath DeepaBelum ada peringkat
- NDU Final Project SP23Dokumen2 halamanNDU Final Project SP23Jeanne DaherBelum ada peringkat
- Business PlanDokumen9 halamanBusiness PlanRico DejesusBelum ada peringkat
- I-Parcel User GuideDokumen57 halamanI-Parcel User GuideBrian GrayBelum ada peringkat
- FOMRHI Quarterly: Ekna Dal CortivoDokumen52 halamanFOMRHI Quarterly: Ekna Dal CortivoGaetano PreviteraBelum ada peringkat
- ASM Architecture ASM Disk Group AdministrationDokumen135 halamanASM Architecture ASM Disk Group AdministrationVamsi ChowdaryBelum ada peringkat
- User-Centered Website Development: A Human-Computer Interaction ApproachDokumen24 halamanUser-Centered Website Development: A Human-Computer Interaction ApproachKulis KreuznachBelum ada peringkat
- Reynold's Number Flow ExperimentDokumen8 halamanReynold's Number Flow ExperimentPatrick GatelaBelum ada peringkat
- Nammo Bulletin 2014Dokumen13 halamanNammo Bulletin 2014Dmitry Karpov0% (1)
- BIU and EU functions in 8086 microprocessorDokumen12 halamanBIU and EU functions in 8086 microprocessorDaksh ShahBelum ada peringkat
- HW3Dokumen3 halamanHW3Noviyanti Tri Maretta Sagala0% (1)
- Coupled Mode TheoryDokumen5 halamanCoupled Mode TheoryRahul RoyBelum ada peringkat
- Afar Partnerships Ms. Ellery D. de Leon: True or FalseDokumen6 halamanAfar Partnerships Ms. Ellery D. de Leon: True or FalsePat DrezaBelum ada peringkat
- Sugar Milling Contract DisputeDokumen3 halamanSugar Milling Contract DisputeRomy IanBelum ada peringkat
- RF Power Measurements Basic PrinciplesDokumen27 halamanRF Power Measurements Basic PrinciplesHector Velasco100% (1)
- Safety interlock switches principlesDokumen11 halamanSafety interlock switches principlesChristopher L. AlldrittBelum ada peringkat