Anda mungkin juga menyukai
- IEC-61511-2 SIS For Process Insdustry - En.españolDokumen74 halamanIEC-61511-2 SIS For Process Insdustry - En.españolHernan Posligua100% (1)
- En 837-3-1998-E PDFDokumen23 halamanEn 837-3-1998-E PDFAndres AhumadaBelum ada peringkat
- ISO-14713-1-2009 EsDokumen37 halamanISO-14713-1-2009 EsalexanderBelum ada peringkat
- Une en 586 - 3Dokumen54 halamanUne en 586 - 3María Hidalgo MurilloBelum ada peringkat
- Une-En 573-3 2009Dokumen36 halamanUne-En 573-3 2009cetustcBelum ada peringkat
- Tableros Contrachapados - Especificaciones-UNE-EN 636Dokumen18 halamanTableros Contrachapados - Especificaciones-UNE-EN 636Sebastian MenesesBelum ada peringkat
- BS ISO 4689 - 3 2017 Iron Ores Determination of Sulfur ContentDokumen26 halamanBS ISO 4689 - 3 2017 Iron Ores Determination of Sulfur ContentDoinaBelum ada peringkat
- 001866nenn103 EsDokumen18 halaman001866nenn103 Esjoel esteban carro molinaBelum ada peringkat
- 2.3.23 Ecp-Ull-2114090-20001-Id-Met-Li-028 Lista de Materiales Tuberia y Accesorios U-7473Dokumen9 halaman2.3.23 Ecp-Ull-2114090-20001-Id-Met-Li-028 Lista de Materiales Tuberia y Accesorios U-7473AlejandroBelum ada peringkat
- ISO 13934 Tensile Properties of Fabrics - Parte 1 TRACCION de TELAS - EPAÑOLDokumen16 halamanISO 13934 Tensile Properties of Fabrics - Parte 1 TRACCION de TELAS - EPAÑOLfrancohipolito10Belum ada peringkat
- BS 1387 1985Dokumen26 halamanBS 1387 1985Christian Latorre VielmaBelum ada peringkat
- Ductos metálicos galvanizados ET601Dokumen8 halamanDuctos metálicos galvanizados ET601Jesus GomezBelum ada peringkat
- BS 5135 1984, Specification For - En.esDokumen59 halamanBS 5135 1984, Specification For - En.esdiego alexBelum ada peringkat
- 016060ncen100 EsDokumen38 halaman016060ncen100 EsJulián Jurado CastroBelum ada peringkat
- En 10088 Part2 EspDokumen62 halamanEn 10088 Part2 EspEmilioPérezBelum ada peringkat
- 20.+bases 20231018 172125 874Dokumen63 halaman20.+bases 20231018 172125 874Luis Valencia MartinezBelum ada peringkat
- Norma acero estructurasDokumen222 halamanNorma acero estructurasCarmen Rodriguez Polo100% (2)
- UNE-En 12370-2020_Cristalización de SalesDokumen11 halamanUNE-En 12370-2020_Cristalización de SalesAndrés BCBelum ada peringkat
- INTE 06-09-02-10 - Barras de Acero de Baja Aleación Lisas y Corrugadas para Refuerzo de Concreto - Requisitos PDFDokumen14 halamanINTE 06-09-02-10 - Barras de Acero de Baja Aleación Lisas y Corrugadas para Refuerzo de Concreto - Requisitos PDFoscargon19Belum ada peringkat
- Fibra óptica monomodo UIT-T G.652Dokumen22 halamanFibra óptica monomodo UIT-T G.652joaquicBelum ada peringkat
- ISO-17636-1 en EsDokumen42 halamanISO-17636-1 en EsGabriel HernándezBelum ada peringkat
- Une-En 10210-2-2020 Perfiles Huecos Acero - Tolerancias-Dimensiones-CaractDokumen51 halamanUne-En 10210-2-2020 Perfiles Huecos Acero - Tolerancias-Dimensiones-CaractB. Joaquin RubioBelum ada peringkat
- Une-En-Iso 15609-1 2020Dokumen16 halamanUne-En-Iso 15609-1 2020Paula100% (2)
- ISO 20816-1-2016 Es - UnlockedDokumen60 halamanISO 20816-1-2016 Es - UnlockedJonhatan Duque100% (6)
- BS EN ISO 11904-1-2002 - (2019-08-05 - 04-24-35 AM) .En - EsDokumen32 halamanBS EN ISO 11904-1-2002 - (2019-08-05 - 04-24-35 AM) .En - EsRoberto Andres VeraBelum ada peringkat
- FTA210241 Suministro Aisladores Puente ParaísoDokumen10 halamanFTA210241 Suministro Aisladores Puente ParaísoJordy Morillo VicenteBelum ada peringkat
- N0068669 PDF EsDokumen15 halamanN0068669 PDF Esbasilia martinBelum ada peringkat
- N0037931-PDF-ES Productos y sistemas para la protección HormigónDokumen28 halamanN0037931-PDF-ES Productos y sistemas para la protección HormigónIvan Rodrigo Macas EspinosaBelum ada peringkat
- Une-En 13480-3 2003Dokumen256 halamanUne-En 13480-3 2003AlbertoBelum ada peringkat
- Sic M 006 - 0 Estandar de BarandasDokumen32 halamanSic M 006 - 0 Estandar de BarandasEdward Jr ChapetonBelum ada peringkat
- Iso 19650-3 2020Dokumen51 halamanIso 19650-3 2020Juan Carlos Gomez RoldanBelum ada peringkat
- Reglamento Técnico de Instalaciones EléctricasDokumen170 halamanReglamento Técnico de Instalaciones EléctricasHULDAR RICARDO PEÑA PARRABelum ada peringkat
- Mte13 Tep016con 2560 CS S 009 - 1 - ApbDokumen19 halamanMte13 Tep016con 2560 CS S 009 - 1 - ApbProyectos ProyectosBelum ada peringkat
- UNE-EN - 10305-3 2011 Tubos de AceroDokumen26 halamanUNE-EN - 10305-3 2011 Tubos de AcerotorecoBelum ada peringkat
- Especificaciones Tecnicas de Postes de Concreto Se CaldonoDokumen13 halamanEspecificaciones Tecnicas de Postes de Concreto Se CaldonoJohan ChavarroBelum ada peringkat
- Une Cen Iso TR 15608.2006Dokumen12 halamanUne Cen Iso TR 15608.2006Luis PiñeiroBelum ada peringkat
- En12390-2 Hormigon Endurecido - Fabricacion y Curado de ProbetasDokumen15 halamanEn12390-2 Hormigon Endurecido - Fabricacion y Curado de Probetaswalking deadBelum ada peringkat
- RT Malla Electrosoldada Resolución 0277 de 2015 - 636536179525972681Dokumen15 halamanRT Malla Electrosoldada Resolución 0277 de 2015 - 636536179525972681CesarDubbierCastroBelum ada peringkat
- Une en Iso.683 2Dokumen52 halamanUne en Iso.683 2Katellin Bermudez100% (1)
- Norma Costarricense para BloquesDokumen9 halamanNorma Costarricense para BloquesmjgutierrezperaltaBelum ada peringkat
- Rte 037Dokumen25 halamanRte 037patitococaBelum ada peringkat
- Norma EN 10346.en - EsDokumen41 halamanNorma EN 10346.en - EsJuan Martinez100% (1)
- LP12520A 0310 S010 0460 PRO 00021 - Rev1 PDFDokumen26 halamanLP12520A 0310 S010 0460 PRO 00021 - Rev1 PDFsareluis30Belum ada peringkat
- N0070976 PDF EsDokumen29 halamanN0070976 PDF EsGermán Cárdenas AlvarezBelum ada peringkat
- BS ISO 10816-3-2009.en - EsDokumen24 halamanBS ISO 10816-3-2009.en - EsSebastian Paipa100% (1)
- UNE-En - 1011-3 2001 Recomendaciones Inox RDokumen28 halamanUNE-En - 1011-3 2001 Recomendaciones Inox RJorge Jesús Vila BourioBelum ada peringkat
- N0024931 PDF EsDokumen10 halamanN0024931 PDF Esopenjavier5208Belum ada peringkat
- Gasolina Básica Corriente (Gasolina Motor Regular)Dokumen6 halamanGasolina Básica Corriente (Gasolina Motor Regular)HebertBelum ada peringkat
- APEL INEN NTE INEN ISO 6469 Parte 3 Vehículos de Carretera Eléctricamente Impulsados Especificaciones de Seguridad RO 201 15-03-2018Dokumen6 halamanAPEL INEN NTE INEN ISO 6469 Parte 3 Vehículos de Carretera Eléctricamente Impulsados Especificaciones de Seguridad RO 201 15-03-2018Romulo Fernando Astudillo BravoBelum ada peringkat
- 2.3) UNE-EN - 12697-3 2006 Recuperación Betun Por Rotovapor.Dokumen18 halaman2.3) UNE-EN - 12697-3 2006 Recuperación Betun Por Rotovapor.Francisco Hernan Rodriguez CornejoBelum ada peringkat
- Une en - 60300 3 3 2009Dokumen70 halamanUne en - 60300 3 3 2009Jens De La FuenteBelum ada peringkat
- PLUZ-STD-S-B-CE-ES-MC-002 - Memoria de Cálculo Estructura TC y TP 66kV Total PDFDokumen32 halamanPLUZ-STD-S-B-CE-ES-MC-002 - Memoria de Cálculo Estructura TC y TP 66kV Total PDFjoseailinBelum ada peringkat
- UNE-CEN ISO-TR 15609-2-2020 - Especificaciones Soldeo Por GasDokumen14 halamanUNE-CEN ISO-TR 15609-2-2020 - Especificaciones Soldeo Por GasAlba Moreno VazquezBelum ada peringkat
- Iso 15630-2Dokumen18 halamanIso 15630-2PABLOBelum ada peringkat
- 012390nenn2555 EsDokumen26 halaman012390nenn2555 EsPurandhar ReddiBelum ada peringkat
- Iram 547 CablesDokumen36 halamanIram 547 Cableszokyto67% (3)
- Boquilla terminal tubo metal especificaciónDokumen5 halamanBoquilla terminal tubo metal especificaciónConeltec Cel14Belum ada peringkat
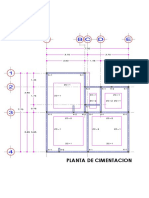
- (000019) PDFDokumen1 halaman(000019) PDFgabrielBelum ada peringkat
- Einstein sobre el pueblo judío y su visión del mundoDokumen76 halamanEinstein sobre el pueblo judío y su visión del mundoRaul CabreraBelum ada peringkat
- Libro 1Dokumen2 halamanLibro 1gabrielBelum ada peringkat
- Libro 1Dokumen2 halamanLibro 1gabrielBelum ada peringkat
- Limpiador Skc-SDokumen11 halamanLimpiador Skc-Sjaime huertasBelum ada peringkat
- Nforme de ResultadosDokumen3 halamanNforme de ResultadosgabrielBelum ada peringkat
- DC 3 ReversoDokumen1 halamanDC 3 ReversogabrielBelum ada peringkat
- NRF 030 Pemex 2009Dokumen106 halamanNRF 030 Pemex 2009LUIS EDUARDOBelum ada peringkat
- MICROSCOPIO pnd1Dokumen1 halamanMICROSCOPIO pnd1gabrielBelum ada peringkat
- Astm A435Dokumen1 halamanAstm A435gabrielBelum ada peringkat
- Mapeo Validado ConDokumen1 halamanMapeo Validado CongabrielBelum ada peringkat
- DEFECTOLOGIADokumen2 halamanDEFECTOLOGIAgabrielBelum ada peringkat
- DC 3 ReversoDokumen1 halamanDC 3 ReversogabrielBelum ada peringkat
- ASTM E1032-2012.en - EsDokumen6 halamanASTM E1032-2012.en - EsgabrielBelum ada peringkat
- Rosique Dominguez Edgar Antoni: Total $226.27Dokumen2 halamanRosique Dominguez Edgar Antoni: Total $226.27gabrielBelum ada peringkat
- Inspección y Ensayos para El Control de Calidad de Soldaduras en Sistemas de Tuberías Destinados A Operar A Niveles de Tensión de Aro de 20Dokumen2 halamanInspección y Ensayos para El Control de Calidad de Soldaduras en Sistemas de Tuberías Destinados A Operar A Niveles de Tensión de Aro de 20gabrielBelum ada peringkat
- Curso Smaw 2001Dokumen33 halamanCurso Smaw 2001gabrielBelum ada peringkat
- ASMEDokumen5 halamanASMEgabrielBelum ada peringkat
- Curso Smaw 2001Dokumen33 halamanCurso Smaw 2001gabrielBelum ada peringkat
- Curso Inspectores de Tuberia Cap 5Dokumen9 halamanCurso Inspectores de Tuberia Cap 5SeleneBelum ada peringkat
- 3 - 2 - Prot RadDokumen20 halaman3 - 2 - Prot RadgabrielBelum ada peringkat
- Tarea 3Dokumen7 halamanTarea 3gabrielBelum ada peringkat
- Utrasonido Nivel I 2006Dokumen498 halamanUtrasonido Nivel I 2006gabrielBelum ada peringkat
- PND IntroduccionDokumen33 halamanPND IntroducciongabrielBelum ada peringkat
- Curso Inspectores de Tuberia Cap 4 PDFDokumen28 halamanCurso Inspectores de Tuberia Cap 4 PDFgabrielBelum ada peringkat
- Curso Inspectores de Tuberia Cap 5Dokumen9 halamanCurso Inspectores de Tuberia Cap 5SeleneBelum ada peringkat
- Curso Inspectores de Tuberia Cap 4Dokumen28 halamanCurso Inspectores de Tuberia Cap 4gabrielBelum ada peringkat
- Curso Inspectores de Tuberia Cap 2Dokumen32 halamanCurso Inspectores de Tuberia Cap 2enemesio_85Belum ada peringkat
- Curso Inspectores de Tuberia Cap 3Dokumen64 halamanCurso Inspectores de Tuberia Cap 3gabrielBelum ada peringkat
- Curso Inspectores de Tuberia Cap 1Dokumen29 halamanCurso Inspectores de Tuberia Cap 1gabrielBelum ada peringkat
- Guía para inscripción y renovación consultoras ambientalesDokumen3 halamanGuía para inscripción y renovación consultoras ambientalesCesar A. CcamaBelum ada peringkat
- Practica Semaforo - PLCDokumen5 halamanPractica Semaforo - PLCHunter ZIIBelum ada peringkat
- 179 PoliuretanoDokumen2 halaman179 PoliuretanoAna Luisa OlaveBelum ada peringkat
- FDR 20 PDFDokumen40 halamanFDR 20 PDFPato PuruncajasBelum ada peringkat
- HidrobombaDokumen3 halamanHidrobombaadriano hernandezBelum ada peringkat
- PRÁCTICA 2 - PARTE II (13%) - Revisión Del IntentoDokumen5 halamanPRÁCTICA 2 - PARTE II (13%) - Revisión Del IntentoVanesa CardonaBelum ada peringkat
- 1 Introduccion A La Ciencia de Los Materiales para Imprimir.Dokumen28 halaman1 Introduccion A La Ciencia de Los Materiales para Imprimir.Diego CastroBelum ada peringkat
- Iso 14001Dokumen140 halamanIso 14001Winny Palomino Rojas100% (2)
- Mantenimiento de turbinas de gasDokumen4 halamanMantenimiento de turbinas de gasMaximiliano Da Rosa100% (2)
- CURVAS DE DESPLAZAMIENTO INTERRUPTOR DE ALTA TENSIÓN - ZensolDokumen12 halamanCURVAS DE DESPLAZAMIENTO INTERRUPTOR DE ALTA TENSIÓN - ZensolEddy Fernando Queca CadizBelum ada peringkat
- EC-062 Pantoscopio PDFDokumen1 halamanEC-062 Pantoscopio PDFRichard PerezBelum ada peringkat
- Estartegia Por CuadranteDokumen10 halamanEstartegia Por CuadranteSIP TLATELOLCOBelum ada peringkat
- Manual de Implementacion de La Norma 011Dokumen30 halamanManual de Implementacion de La Norma 011Enrique Ventura100% (1)
- 03 Calculo de Tuberia de Alimentacion A CisternaDokumen35 halaman03 Calculo de Tuberia de Alimentacion A CisternaFavio Cueva100% (3)
- Tutorial. Crea Un Tornado Con Autodesk MayaDokumen21 halamanTutorial. Crea Un Tornado Con Autodesk MayaJuan RamónBelum ada peringkat
- Significado Del VinDokumen6 halamanSignificado Del VinUriel Mur Samp100% (1)
- Informe de PPDokumen2 halamanInforme de PPJorge Wilder Bazán LópezBelum ada peringkat
- Trabajo A BasDokumen65 halamanTrabajo A BasLeninSotoQuispeBelum ada peringkat
- ReacsaDokumen2 halamanReacsaSandra Leyva GuerreroBelum ada peringkat
- Enfoques de confort térmico humano en arquitectura bioclimática andinaDokumen7 halamanEnfoques de confort térmico humano en arquitectura bioclimática andinaJuan Omar Molina FuertesBelum ada peringkat
- Auditoría de redes del Instituto Tecnológico de ZacapoaxtlaDokumen2 halamanAuditoría de redes del Instituto Tecnológico de ZacapoaxtlaLuisa E P. IslasBelum ada peringkat
- Tecnología de La Información y Comunicación (TIC) en La EducaciónDokumen57 halamanTecnología de La Información y Comunicación (TIC) en La EducaciónCarlos Miranda LevyBelum ada peringkat
- Manual de Instalación Del Sistema Operativo Linux (Ubuntu 10.04 LTS)Dokumen10 halamanManual de Instalación Del Sistema Operativo Linux (Ubuntu 10.04 LTS)Jordan Alexis Avila CaballeroBelum ada peringkat
- Mendoza Paul Generador Hidroeléctrico Portable RuralesDokumen61 halamanMendoza Paul Generador Hidroeléctrico Portable RuralesRuben Antonio Taype SanchezBelum ada peringkat
- Acuerdo 113 Parte 1Dokumen75 halamanAcuerdo 113 Parte 1Marcelo García OchoaBelum ada peringkat
- Actividad Unidad IIIDokumen4 halamanActividad Unidad IIIScarlyn herreraBelum ada peringkat
- Sist. de RefrigeracionDokumen10 halamanSist. de RefrigeracionEdison ApBelum ada peringkat
- Trazado Del Alabe de Un Rotor RadialDokumen11 halamanTrazado Del Alabe de Un Rotor RadialFu Ca FerBelum ada peringkat
- 46 07 00 (1 0) NWDokumen28 halaman46 07 00 (1 0) NWtarzanpuyolBelum ada peringkat