Anda mungkin juga menyukai
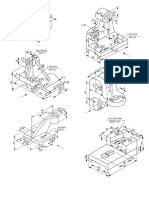
- 3d Models - DrawingsDokumen2 halaman3d Models - DrawingsSachi DhanandamBelum ada peringkat
- TMD, Flywheel ProblemsDokumen2 halamanTMD, Flywheel ProblemsSachi DhanandamBelum ada peringkat
- Mechanical Behavior of MaterialsDokumen11 halamanMechanical Behavior of MaterialsVidyuthJamalBelum ada peringkat
- Mechanical Behaviour and Testing of MaterialsDokumen5 halamanMechanical Behaviour and Testing of MaterialsSachi DhanandamBelum ada peringkat
- Friction 2 Marks and Important ProblemsDokumen2 halamanFriction 2 Marks and Important ProblemsSachi DhanandamBelum ada peringkat
- SRM Mechanical Engineering FEA ExperimentsDokumen4 halamanSRM Mechanical Engineering FEA ExperimentsSachi DhanandamBelum ada peringkat
- Mechanical Behaviour of Materials PDFDokumen6 halamanMechanical Behaviour of Materials PDFSachi DhanandamBelum ada peringkat
- Problems On GyrocopeDokumen1 halamanProblems On GyrocopeSachi DhanandamBelum ada peringkat
- Cam profile design problemsDokumen3 halamanCam profile design problemsSachi DhanandamBelum ada peringkat
- Mechanical Behaviour of Materials Model Question Paper PDFDokumen2 halamanMechanical Behaviour of Materials Model Question Paper PDFSachi Dhanandam100% (1)
- Mechanical Behaviour of Materials Questions PART 2Dokumen5 halamanMechanical Behaviour of Materials Questions PART 2Sachi DhanandamBelum ada peringkat
- Mechanical Behaviour of Materials Questions PART 1Dokumen3 halamanMechanical Behaviour of Materials Questions PART 1Sachi Dhanandam100% (2)
- VEC QUESTION BANK ON WELDING TECHNOLOGYDokumen7 halamanVEC QUESTION BANK ON WELDING TECHNOLOGYMURUGAN100% (1)
- Friction 2 Marks and Important ProblemsDokumen2 halamanFriction 2 Marks and Important ProblemsSachi DhanandamBelum ada peringkat
- Sciencedirect: Friction Stir Welded Butt Joints of Aa2024 T3 and Aa7075 T6 Aluminum AlloysDokumen5 halamanSciencedirect: Friction Stir Welded Butt Joints of Aa2024 T3 and Aa7075 T6 Aluminum AlloysSachi DhanandamBelum ada peringkat
- Break Even AnalysisDokumen20 halamanBreak Even AnalysisSachi DhanandamBelum ada peringkat
- Fitting Workshop Manual2014Dokumen5 halamanFitting Workshop Manual2014Sachi DhanandamBelum ada peringkat
- TRB PT2017 Tentative Answer KeyDokumen26 halamanTRB PT2017 Tentative Answer KeySachi DhanandamBelum ada peringkat
- Fitting Workshop Manual2014Dokumen35 halamanFitting Workshop Manual2014Sachi DhanandamBelum ada peringkat
- Fitting Workshop Manual2014Dokumen35 halamanFitting Workshop Manual2014Sachi DhanandamBelum ada peringkat
- EG Week 12 (1) (Autosaved)Dokumen36 halamanEG Week 12 (1) (Autosaved)Sachi DhanandamBelum ada peringkat
- 15me101 Basic Mechanical Engg Nov Dec May 2016,17 Qp1Dokumen14 halaman15me101 Basic Mechanical Engg Nov Dec May 2016,17 Qp1Sachi DhanandamBelum ada peringkat
- 15ME101 Model Exam QP BMEDokumen2 halaman15ME101 Model Exam QP BMESachi DhanandamBelum ada peringkat
- Projection of SolidsDokumen58 halamanProjection of SolidsSachi DhanandamBelum ada peringkat
- Unit III - Day & Electrical LightingDokumen44 halamanUnit III - Day & Electrical LightingSachi DhanandamBelum ada peringkat
- Ansys ManualDokumen47 halamanAnsys ManualAshwinkumar MallikarjunaBelum ada peringkat
- Ug Table 2017Dokumen2 halamanUg Table 2017Sachi DhanandamBelum ada peringkat
- Production or Working DrawingsDokumen18 halamanProduction or Working DrawingsSachi DhanandamBelum ada peringkat
- Format For Stock Verification ReportDokumen2 halamanFormat For Stock Verification ReportSachi DhanandamBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- PBA4801 ASSIGNMENT 1 2021 Surname-Initials Student NumberDokumen5 halamanPBA4801 ASSIGNMENT 1 2021 Surname-Initials Student NumberTawanda MakombeBelum ada peringkat
- Right To Strike 5000.docxHHDokumen13 halamanRight To Strike 5000.docxHHAKRITI SINHABelum ada peringkat
- O2 Telefónica UK Limited PDFDokumen1 halamanO2 Telefónica UK Limited PDFAgre Junior NoëlBelum ada peringkat
- Acm PDFDokumen29 halamanAcm PDFJoule974Belum ada peringkat
- 1 The-Basic-Principles-of-People-AnalyticsDokumen114 halaman1 The-Basic-Principles-of-People-AnalyticsNai Barretto - IanairaBelum ada peringkat
- Operations & Supply Chain ManagementDokumen35 halamanOperations & Supply Chain ManagementAnimesh kumarBelum ada peringkat
- Strategic Management Report: Topic: COCA-COLADokumen40 halamanStrategic Management Report: Topic: COCA-COLANidhi KhoslaBelum ada peringkat
- Standardized Customer Request FormDokumen7 halamanStandardized Customer Request FormSimar100% (1)
- Agency, Trusts and PartnershipDokumen155 halamanAgency, Trusts and Partnershipdexyl louraine ugbamenBelum ada peringkat
- Handbook For The NEBOShDokumen83 halamanHandbook For The NEBOShAndi RahamantoBelum ada peringkat
- Strategic Management Report On Wateen Telecom LTDDokumen54 halamanStrategic Management Report On Wateen Telecom LTDfarhanfarhat67% (3)
- Mba-Marketing Principles Consumers Needs and WantsDokumen1 halamanMba-Marketing Principles Consumers Needs and WantsMhild GandawaliBelum ada peringkat
- M05 Gitman50803X 14 MF C05Dokumen61 halamanM05 Gitman50803X 14 MF C05layan123456Belum ada peringkat
- Student RequirementsDokumen7 halamanStudent RequirementsYANNA CABANGONBelum ada peringkat
- FETTY CAKE LTDDokumen3 halamanFETTY CAKE LTDNGONIDZASHE G MUBAYIWABelum ada peringkat
- To Link-211011 Questions For InvestecDokumen10 halamanTo Link-211011 Questions For InvestecDocumentsZABelum ada peringkat
- Group 2 - Sattve E TechDokumen12 halamanGroup 2 - Sattve E TechMohanapriya JayakumarBelum ada peringkat
- Code of Ethics: Sahara Emirates Group Commits ToDokumen2 halamanCode of Ethics: Sahara Emirates Group Commits TosonalikeniBelum ada peringkat
- Recliners Buy Stargazer Recliner Sofa Online at Best Prices Starting From Rs 20000 WakefiDokumen1 halamanRecliners Buy Stargazer Recliner Sofa Online at Best Prices Starting From Rs 20000 Wakefimansi didwaniaBelum ada peringkat
- Sabour & Poulin 2006Dokumen22 halamanSabour & Poulin 2006ali basyaBelum ada peringkat
- Multiple Choice Problems Chapter 8Dokumen12 halamanMultiple Choice Problems Chapter 8Dieter LudwigBelum ada peringkat
- Alrajhi-0 1783979451123987Dokumen1 halamanAlrajhi-0 1783979451123987Shahad MansorBelum ada peringkat
- The Decision To Buy Organic Food Products in Southern Italy - de Magistris, Tiziana Gracia, Azucena (2008)Dokumen24 halamanThe Decision To Buy Organic Food Products in Southern Italy - de Magistris, Tiziana Gracia, Azucena (2008)Mỹ Duyên PhanBelum ada peringkat
- DR Lal Pathlabs (1) Fundamental AnalysisDokumen37 halamanDR Lal Pathlabs (1) Fundamental AnalysisGkl AjtBelum ada peringkat
- Market Size and GrowthDokumen23 halamanMarket Size and GrowthshubhamBelum ada peringkat
- Business Analytics Applied Modelling PredictionDokumen2 halamanBusiness Analytics Applied Modelling PredictionWarris KhanBelum ada peringkat
- BA 602 Management Information Systems: Hybrid Course Instructor InformationDokumen16 halamanBA 602 Management Information Systems: Hybrid Course Instructor InformationVReddy GBelum ada peringkat
- Verify Identity ClearScore ReportDokumen3 halamanVerify Identity ClearScore ReportWitfold RabiegaBelum ada peringkat
- Economics 1Dokumen8 halamanEconomics 1Kiaren PillayBelum ada peringkat
- Gendered Control and Resistance in Malaysian FactoryDokumen21 halamanGendered Control and Resistance in Malaysian Factoryadam jamesBelum ada peringkat