Anda mungkin juga menyukai
- Presupuesto PerthDokumen4 halamanPresupuesto PerthJuan Pablo Huanca RamosBelum ada peringkat
- Conama Hum0912 PDFDokumen150 halamanConama Hum0912 PDFJuan Pablo Huanca RamosBelum ada peringkat
- Graficos de FlujoDokumen15 halamanGraficos de FlujoJuan Pablo Huanca RamosBelum ada peringkat
- ArcillasDokumen18 halamanArcillasJuan Pablo Huanca RamosBelum ada peringkat
- Lab 4Dokumen2 halamanLab 4Juan Pablo Huanca RamosBelum ada peringkat
- WO2016018163A1Dokumen22 halamanWO2016018163A1Juan Pablo Huanca RamosBelum ada peringkat
- Ucg0734 01 PDFDokumen207 halamanUcg0734 01 PDFLmr T VargasBelum ada peringkat
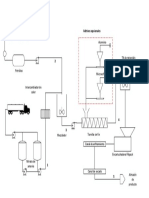
- P&id 2Dokumen1 halamanP&id 2Juan Pablo Huanca RamosBelum ada peringkat
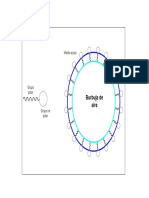
- Colector PDFDokumen1 halamanColector PDFJuan Pablo Huanca RamosBelum ada peringkat
- Espumante PDFDokumen1 halamanEspumante PDFJuan Pablo Huanca RamosBelum ada peringkat
- AnfoDokumen1 halamanAnfoJuan Pablo Huanca RamosBelum ada peringkat
- Arcillas RT PDFDokumen153 halamanArcillas RT PDFEduardoLalo MamaniBelum ada peringkat
- VirtudDokumen1 halamanVirtudJuan Pablo Huanca RamosBelum ada peringkat
- Lab1 2Dokumen8 halamanLab1 2Juan Pablo Huanca RamosBelum ada peringkat
- Bitacora INGECO2015 PEI2Dokumen13 halamanBitacora INGECO2015 PEI2Juan Pablo Huanca RamosBelum ada peringkat
- VirtudDokumen1 halamanVirtudJuan Pablo Huanca RamosBelum ada peringkat
- Lab 3Dokumen4 halamanLab 3Juan Pablo Huanca RamosBelum ada peringkat
- TphbajoDokumen1.225 halamanTphbajoJuan Pablo Huanca RamosBelum ada peringkat
- Pauta Segundo InformeDokumen2 halamanPauta Segundo InformeJuan Pablo Huanca RamosBelum ada peringkat
- Rendición de FondosDokumen2 halamanRendición de FondosJuan Pablo Huanca RamosBelum ada peringkat
- Gatito 2Dokumen53 halamanGatito 2Juan Pablo Huanca RamosBelum ada peringkat
- Obra BasesDokumen15 halamanObra BasesJuan Pablo Huanca RamosBelum ada peringkat
- Ética AristótelicaDokumen11 halamanÉtica AristótelicaJuan Pablo Huanca RamosBelum ada peringkat
- Pauta Informe de Avance Nº1 IPDokumen2 halamanPauta Informe de Avance Nº1 IPJuan Pablo Huanca RamosBelum ada peringkat
- Propuesta TecnicaDokumen2 halamanPropuesta TecnicaJuan Pablo Huanca RamosBelum ada peringkat
- Propuesta TecnicaDokumen1 halamanPropuesta TecnicaJuan Pablo Huanca RamosBelum ada peringkat
- Propuesta TecnicaDokumen4 halamanPropuesta TecnicaJuan Pablo Huanca RamosBelum ada peringkat
- Programacion Asignatura 2018 AlumnosDokumen10 halamanProgramacion Asignatura 2018 AlumnosJuan Pablo Huanca RamosBelum ada peringkat
- Propuesta TecnicaDokumen3 halamanPropuesta TecnicaJuan Pablo Huanca RamosBelum ada peringkat
- Problema SXDokumen6 halamanProblema SXJuan Pablo Huanca RamosBelum ada peringkat
- Cuarpo Mariposa Magneti MarelliDokumen18 halamanCuarpo Mariposa Magneti MarelliPedro Almeida JuniorBelum ada peringkat
- Propiedades físicas cerealesDokumen4 halamanPropiedades físicas cerealesSantiago Cobaleda100% (1)
- Ejercicios de MetrologíaDokumen12 halamanEjercicios de MetrologíaVladislav Kravchenko100% (1)
- Engranes y Trenes de EngranajeDokumen5 halamanEngranes y Trenes de EngranajeRaul GonzalezBelum ada peringkat
- Gráfica de control para variables: Herramientas de calidad para identificar fallasDokumen32 halamanGráfica de control para variables: Herramientas de calidad para identificar fallasViviana Cachay SilvaBelum ada peringkat
- Trazar y Localizar Proyectos VialesDokumen4 halamanTrazar y Localizar Proyectos VialesPROYECTOSOCIALBelum ada peringkat
- Taller 1 - Mecánica SólidosDokumen8 halamanTaller 1 - Mecánica SólidosDeivy LegardaBelum ada peringkat
- Biomecanica Del PieDokumen14 halamanBiomecanica Del Pieanon_834775021Belum ada peringkat
- Cap 3Dokumen27 halamanCap 3Cleidy LopesBelum ada peringkat
- Montañas y Volcanes de ChiapasDokumen2 halamanMontañas y Volcanes de ChiapasAnonymous Le6KfGDBelum ada peringkat
- La Guía AASHTO-72Dokumen88 halamanLa Guía AASHTO-72Felix Fernandez100% (1)
- TrigonometriaDokumen3 halamanTrigonometriaAriadna LealBelum ada peringkat
- Laboratorio de Fisica 1-Practica Ndeg 10 .Dokumen6 halamanLaboratorio de Fisica 1-Practica Ndeg 10 .ANDRES ANTONIO PEREIRA COSSIOBelum ada peringkat
- Luz ArquitecturaDokumen13 halamanLuz ArquitecturaGladis Roxana Orozco0% (1)
- CLASE 7 - Leyes de KeplerDokumen5 halamanCLASE 7 - Leyes de KeplerDiego JimenezBelum ada peringkat
- Acoplamiento de AmplificadoresDokumen2 halamanAcoplamiento de AmplificadoresVitore Morleone80% (10)
- TRABAJO DE INVESTIGACION SOBRE DIAGRAMAS Y REPRESENTACIONES GRAFICASDokumen9 halamanTRABAJO DE INVESTIGACION SOBRE DIAGRAMAS Y REPRESENTACIONES GRAFICASAngeline CastrilloBelum ada peringkat
- 12 - 06 - 09 - Iñaki Ábalos - La Belleza TermodinámicaDokumen7 halaman12 - 06 - 09 - Iñaki Ábalos - La Belleza TermodinámicaAntonioBelum ada peringkat
- EXPEDIENTE TECNICO 03 - ANCON.v3Dokumen115 halamanEXPEDIENTE TECNICO 03 - ANCON.v3Carlos Esquivel QuispeBelum ada peringkat
- Tecnología de Materiales - Apuntes Etsii UnedDokumen112 halamanTecnología de Materiales - Apuntes Etsii UnedutrajBelum ada peringkat
- Laboratorio 2 Dispositivos Alta TensionDokumen28 halamanLaboratorio 2 Dispositivos Alta Tensionedwards67% (3)
- Conjuntos y operaciones básicasDokumen8 halamanConjuntos y operaciones básicaskitofractal100% (1)
- Maquina de GaltonDokumen9 halamanMaquina de GaltonCesar J Rodriguez100% (1)
- Laboratorio 5 - 2017Dokumen9 halamanLaboratorio 5 - 2017Luis Alfredo Graus NeciosupBelum ada peringkat
- TopografiaDokumen26 halamanTopografiaYoel Tlv Talento ALBelum ada peringkat
- Cap 2.proteinas.1Dokumen108 halamanCap 2.proteinas.1luis joseBelum ada peringkat
- Constellation 15 180 Espanhol PDFDokumen4 halamanConstellation 15 180 Espanhol PDFLuis TovarBelum ada peringkat
- Práctica #6: Comprobación Del Método de Voltajes de NodoDokumen13 halamanPráctica #6: Comprobación Del Método de Voltajes de NodoAbby Aranda100% (1)
- Hoja de Seguridad Diphenyltin DichlorideDokumen8 halamanHoja de Seguridad Diphenyltin DichlorideJuan Carlos Martinez GarciaBelum ada peringkat
- Diseños de mezclas asfálticas Marshall y SuperpaveDokumen76 halamanDiseños de mezclas asfálticas Marshall y Superpavekevin omar oquendo mendiaBelum ada peringkat