Anda mungkin juga menyukai
- Mechanisms Notes 2012Dokumen12 halamanMechanisms Notes 2012kookwfBelum ada peringkat
- Ply Orientation of Carbon Fiber ReinforcDokumen3 halamanPly Orientation of Carbon Fiber ReinforcTopstar2Belum ada peringkat
- Recoil Screw Thread InsertsDokumen8 halamanRecoil Screw Thread InsertsAce Industrial SuppliesBelum ada peringkat
- Sandwich Panel SP2D PU For External WallDokumen5 halamanSandwich Panel SP2D PU For External WallMujjo SahbBelum ada peringkat
- The Behavior of Structures Composed of Composite MaterialsDokumen444 halamanThe Behavior of Structures Composed of Composite Materialschinu555Belum ada peringkat
- MIG Welding Basics On MIG Welding Machines.20121010.095920Dokumen2 halamanMIG Welding Basics On MIG Welding Machines.20121010.095920anon_516042600Belum ada peringkat
- Detergent Powder Manufacturing Business Plan Sample - MuvsiDokumen9 halamanDetergent Powder Manufacturing Business Plan Sample - MuvsiMomar Talla Diaw0% (1)
- Skin Stringers in An Aircraft 160107143212 PDFDokumen17 halamanSkin Stringers in An Aircraft 160107143212 PDFSandeepNagarajBelum ada peringkat
- Bearing Swaging PortableDokumen13 halamanBearing Swaging PortableHemant BommidalaBelum ada peringkat
- Plastics Product DesignDokumen295 halamanPlastics Product DesignMousam ChoudhuryBelum ada peringkat
- BumperDokumen33 halamanBumperAbhishek VermaBelum ada peringkat
- Design and Analysis of Composite Rotor Blades For ActivePassive Vibration ReductionDokumen401 halamanDesign and Analysis of Composite Rotor Blades For ActivePassive Vibration ReductionВячеслав ГвозденскийBelum ada peringkat
- Flappy Wing PDFDokumen18 halamanFlappy Wing PDFMeena SivasubramanianBelum ada peringkat
- Thermo FormingDokumen13 halamanThermo FormingCatherine ChongBelum ada peringkat
- Challenges Metallic FuselageDokumen12 halamanChallenges Metallic FuselageAntonio ValenteBelum ada peringkat
- AIAA 2005-2349 Blended-Wing-Body (BWB) Fuselage Structural Design For Weight ReductionDokumen9 halamanAIAA 2005-2349 Blended-Wing-Body (BWB) Fuselage Structural Design For Weight ReductionM. Sadiq. A. PachapuriBelum ada peringkat
- Adding value with multicomponent applicationsDokumen32 halamanAdding value with multicomponent applicationskfaravBelum ada peringkat
- Fatigue Test: ObjectiveDokumen4 halamanFatigue Test: Objectiveenzo1078Belum ada peringkat
- Bda20303 Chapter 1-Gear SystemDokumen27 halamanBda20303 Chapter 1-Gear SystemWan SamiraBelum ada peringkat
- Astm D1599 PDFDokumen3 halamanAstm D1599 PDFChemical Engineer100% (3)
- Hänchen Overview PDFDokumen19 halamanHänchen Overview PDFBruno CecattoBelum ada peringkat
- Overview Rubber ProcessDokumen36 halamanOverview Rubber ProcessYudoWijayantoBelum ada peringkat
- FMZ 5000 Control PanelsDokumen8 halamanFMZ 5000 Control PanelsFercho M0% (1)
- Design Tools For FRP StructuresDokumen55 halamanDesign Tools For FRP StructuresylionkingxBelum ada peringkat
- Offshore Container (Generator Skid) Design Approval - 1Dokumen14 halamanOffshore Container (Generator Skid) Design Approval - 1Stephen Koko100% (1)
- 10 Product List Tata JD 315Dokumen2 halaman10 Product List Tata JD 315KAIDEAR100% (4)
- SCA - Pocket Guide To Adhesive Bonding ENDokumen44 halamanSCA - Pocket Guide To Adhesive Bonding ENsmtdursun100% (1)
- Sheet Piling DesignDokumen30 halamanSheet Piling Designchaichan100% (4)
- COST-ESTIMATE-For 2 Bedroom HouseDokumen6 halamanCOST-ESTIMATE-For 2 Bedroom HouseElezer Batcho50% (2)
- Composite Design Fundamentals: Materials, Analysis, AdvantagesDokumen34 halamanComposite Design Fundamentals: Materials, Analysis, AdvantagesJAGUBelum ada peringkat
- Thermoplastics and ThermosetsDokumen21 halamanThermoplastics and ThermosetsNasmin BasheerBelum ada peringkat
- Design & Analysis of Landing GearDokumen10 halamanDesign & Analysis of Landing GearConfusionMakesmanperfectBelum ada peringkat
- Engineering Drawing StandardDokumen59 halamanEngineering Drawing StandardYuva Raj AnandBelum ada peringkat
- Jumping Jack (Clown) : Assembly Instructions: Attach The Colored Parts and The Base TogetherDokumen0 halamanJumping Jack (Clown) : Assembly Instructions: Attach The Colored Parts and The Base TogetheroeoensuryaBelum ada peringkat
- MFG Tooling - 14 Welding FixtureDokumen98 halamanMFG Tooling - 14 Welding FixtureRamji RaoBelum ada peringkat
- Living Hinge Design: The Ultimate GuideDokumen18 halamanLiving Hinge Design: The Ultimate GuidesansagithBelum ada peringkat
- ME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)Dokumen23 halamanME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)mhafizanBelum ada peringkat
- Design Guidelines For Different ProcessesDokumen16 halamanDesign Guidelines For Different ProcessesKarandeep SinghBelum ada peringkat
- Product Brochure PDFDokumen16 halamanProduct Brochure PDFEswara ReddyBelum ada peringkat
- Ae15301-Aircraft Materials and Manufacturing Technology PDFDokumen115 halamanAe15301-Aircraft Materials and Manufacturing Technology PDFDurai Raj Kumar100% (1)
- Air Bearing Design GuideDokumen63 halamanAir Bearing Design Guidesamurai7_77Belum ada peringkat
- Carpenters' Tools: Steel Squares and Electrical TapeDokumen2 halamanCarpenters' Tools: Steel Squares and Electrical TapeToy AquinoBelum ada peringkat
- Sheet Forming Process of Carbon Fiber Reinforced Plastics For Lightweight Parts PDFDokumen4 halamanSheet Forming Process of Carbon Fiber Reinforced Plastics For Lightweight Parts PDFlolycanoBelum ada peringkat
- User's Manual: Wound Composite Modeler For AbaqusDokumen45 halamanUser's Manual: Wound Composite Modeler For AbaqusMaikson TonattoBelum ada peringkat
- 1.1 History of Superplastic FormingDokumen19 halaman1.1 History of Superplastic FormingCharan Raj ReddyBelum ada peringkat
- Stresses Around Re 00 Kun SDokumen256 halamanStresses Around Re 00 Kun SManda Ramesh Babu100% (1)
- Additive Manufacturing MaterialDokumen60 halamanAdditive Manufacturing MaterialPRATIK JADHAVBelum ada peringkat
- Aircraft ConstructionDokumen126 halamanAircraft ConstructionnathanBelum ada peringkat
- Airfoil Design and Types in 40 CharactersDokumen9 halamanAirfoil Design and Types in 40 CharactersKrishna DasBelum ada peringkat
- Machining Composite Materials - Traditional Methods Such as DrillingDokumen10 halamanMachining Composite Materials - Traditional Methods Such as DrillingMohan KumarBelum ada peringkat
- Plastic Material Selection GuideDokumen2 halamanPlastic Material Selection GuideGopinath VeBelum ada peringkat
- T TH HE E S ST Tiin NG GR RA AY Y & & X XO OC CE ET T: Owner'S Manual Series 2 ModelsDokumen10 halamanT TH HE E S ST Tiin NG GR RA AY Y & & X XO OC CE ET T: Owner'S Manual Series 2 ModelssaorspioradBelum ada peringkat
- Advances in Polymer ScienceDokumen244 halamanAdvances in Polymer SciencechumisBelum ada peringkat
- Restaurant and Foodservice Research A Critical Reflection Behind and AnDokumen33 halamanRestaurant and Foodservice Research A Critical Reflection Behind and AnDevang sharmaBelum ada peringkat
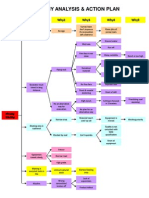
- Why-Why Analysis & Action Plan: Why5 Why4 Why3 Why2 Why1Dokumen1 halamanWhy-Why Analysis & Action Plan: Why5 Why4 Why3 Why2 Why1Adjat AbdurojakBelum ada peringkat
- Manufacturing and Testing of Composite Hybrid Leaf SpringsDokumen94 halamanManufacturing and Testing of Composite Hybrid Leaf SpringsSatish KulkarniBelum ada peringkat
- Fit Tolerance For Plastic PartsDokumen16 halamanFit Tolerance For Plastic PartsA_JANNESBelum ada peringkat
- Aircraft Structure 1Dokumen42 halamanAircraft Structure 1Vishnu Chemmanadu AravindBelum ada peringkat
- Plastic Fasteners Welding BondingDokumen28 halamanPlastic Fasteners Welding BondingcfcshakerBelum ada peringkat
- Snap fit design guideDokumen20 halamanSnap fit design guideBolos BrownBelum ada peringkat
- Analysis of Heat Transfer Phenomena From Different Fin Geometries Using CFD Simulation in ANSYS® PDFDokumen8 halamanAnalysis of Heat Transfer Phenomena From Different Fin Geometries Using CFD Simulation in ANSYS® PDFAMBUJ GUPTA 17BCM0060Belum ada peringkat
- Airfoil Wiki PDFDokumen5 halamanAirfoil Wiki PDFDavidBelum ada peringkat
- Metals: Thermal and Mechanical DataDari EverandMetals: Thermal and Mechanical DataSimonne AllardBelum ada peringkat
- Reconfigurable Tooling For Airframe AssemblyDokumen21 halamanReconfigurable Tooling For Airframe AssemblyDennis Padec BwochengoBelum ada peringkat
- Development of Automation in Aerospace IndustryDokumen5 halamanDevelopment of Automation in Aerospace Industrybulon09Belum ada peringkat
- 1 s2.0 S2212827119303142 MainDokumen6 halaman1 s2.0 S2212827119303142 Maindigvijaybhingare1243Belum ada peringkat
- Aircraft Assembly Automation GuideDokumen28 halamanAircraft Assembly Automation GuideSushma RajagopalBelum ada peringkat
- Application of Rapid Prototyping in AeroDokumen11 halamanApplication of Rapid Prototyping in AeronareshBelum ada peringkat
- Da 1 RMTDokumen16 halamanDa 1 RMTprajari ghoshBelum ada peringkat
- GD&T Angularity Definition: Tolerance Stack Flatness Tolerance StackDokumen1 halamanGD&T Angularity Definition: Tolerance Stack Flatness Tolerance StackPrabhu Mani RathinamBelum ada peringkat
- Posted by At: Designalysis 3:47 AMDokumen2 halamanPosted by At: Designalysis 3:47 AMPrabhu Mani RathinamBelum ada peringkat
- Autopilot Guide Aircraft Without HumanDokumen5 halamanAutopilot Guide Aircraft Without HumanPrabhu Mani RathinamBelum ada peringkat
- How Do Diesel Engines WorkDokumen9 halamanHow Do Diesel Engines WorkPrabhu Mani RathinamBelum ada peringkat
- Aircraft Control SystemDokumen36 halamanAircraft Control SystemPrabhu Mani RathinamBelum ada peringkat
- Engine System Helicopter Theory NotesDokumen20 halamanEngine System Helicopter Theory NotesgurunathanpitsBelum ada peringkat
- LM W2340aDokumen52 halamanLM W2340aBruno Alexander MachadoBelum ada peringkat
- Aqua SilencerDokumen21 halamanAqua SilencerHareesh P VenuBelum ada peringkat
- Data Sheet ASTM A514 Grade B 2017-04-19 221 371857150 enDokumen2 halamanData Sheet ASTM A514 Grade B 2017-04-19 221 371857150 enkanteron6443Belum ada peringkat
- Sbakx 32Dokumen11 halamanSbakx 32rer0427Belum ada peringkat
- AD355 Builders Manual ExampleDokumen15 halamanAD355 Builders Manual Examplejntramey100% (1)
- Crosby Shackles G-2130 PDFDokumen2 halamanCrosby Shackles G-2130 PDFBolarinwaBelum ada peringkat
- 1 D 713224192Dokumen1 halaman1 D 713224192Jaganathan KrishnanBelum ada peringkat
- 6593 PDFDokumen14 halaman6593 PDFBui Hong PhongBelum ada peringkat
- Jibon Kumar GhoshDokumen2 halamanJibon Kumar GhoshArshad SadatBelum ada peringkat
- Revere 2000 General Purpose Floodlights Bulletin 1966Dokumen2 halamanRevere 2000 General Purpose Floodlights Bulletin 1966Alan MastersBelum ada peringkat
- Letter Seeking Technical SupportDokumen10 halamanLetter Seeking Technical Supportlouiegi001Belum ada peringkat
- Grade c300Dokumen1 halamanGrade c300grezmosBelum ada peringkat
- Aalco Aluminium PDFDokumen33 halamanAalco Aluminium PDFMihai NedeaBelum ada peringkat
- 330-333 Elx PDFDokumen178 halaman330-333 Elx PDFNagendra Kumar PatelBelum ada peringkat
- Curwal cw50 ProbroDokumen8 halamanCurwal cw50 ProbroMohammed RiyazBelum ada peringkat
- RD Green Smith Ecosystems Pvt. LTD.: (A Subsidiary of Enhance Envirotech, Delhi)Dokumen16 halamanRD Green Smith Ecosystems Pvt. LTD.: (A Subsidiary of Enhance Envirotech, Delhi)RD Greensmith Ecosystems (P) Ltd.Belum ada peringkat
- JCB EscavadeiraDokumen16 halamanJCB EscavadeiraExperiencia oneBelum ada peringkat
- Introduction to Biomass Heating SystemsDokumen6 halamanIntroduction to Biomass Heating SystemsHimanshu1712Belum ada peringkat
- Pad Eye ACS 10Dokumen10 halamanPad Eye ACS 10irnaldi yoza wijayaBelum ada peringkat
- Os 3 UrvDokumen2 halamanOs 3 UrvnenadjanBelum ada peringkat
- icountPD USER MANUAL PDFDokumen56 halamanicountPD USER MANUAL PDFLuisFranciscoMarinMedranoBelum ada peringkat