Anda mungkin juga menyukai
- IESS - Instituto Ecuatoriano de Seguridad SocialDokumen10 halamanIESS - Instituto Ecuatoriano de Seguridad SocialCristian Ramirez RodasBelum ada peringkat
- Frecuencias de LimpiezaDokumen35 halamanFrecuencias de LimpiezaCristian Ramirez RodasBelum ada peringkat
- Frecuencias de LubricacionDokumen35 halamanFrecuencias de LubricacionCristian Ramirez RodasBelum ada peringkat
- Vinculacion-CORRECCION 222Dokumen48 halamanVinculacion-CORRECCION 222Cristian Ramirez RodasBelum ada peringkat
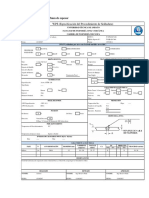
- WPS para Placas de 3 MMDokumen4 halamanWPS para Placas de 3 MMCristian Ramirez RodasBelum ada peringkat
- Ensayo 6 Cap 12 y 13 Radiacion SolarDokumen11 halamanEnsayo 6 Cap 12 y 13 Radiacion SolarCristian Ramirez RodasBelum ada peringkat
- Maquinaria para Adobe Ecologico Gracomaq Usd 1Dokumen8 halamanMaquinaria para Adobe Ecologico Gracomaq Usd 1Cristian Ramirez RodasBelum ada peringkat
- Ejercico en ClaseDokumen3 halamanEjercico en ClaseCristian Ramirez RodasBelum ada peringkat
- Ensayo 6 Cap 12 y 13 Radiacion SolarDokumen11 halamanEnsayo 6 Cap 12 y 13 Radiacion SolarCristian Ramirez RodasBelum ada peringkat
- Adjectives Ed IngDokumen11 halamanAdjectives Ed IngCristian Ramirez RodasBelum ada peringkat
- LRFD y AsdDokumen3 halamanLRFD y AsdCristian Ramirez RodasBelum ada peringkat
- Informe Avance CristianDokumen2 halamanInforme Avance CristianCristian Ramirez RodasBelum ada peringkat
- Proceso de La Leche SandobalDokumen6 halamanProceso de La Leche SandobalCristian Ramirez RodasBelum ada peringkat
- Combustion AnomadaDokumen8 halamanCombustion AnomadaCristian Ramirez RodasBelum ada peringkat
- Show FiestaDokumen1 halamanShow FiestaCristian Ramirez RodasBelum ada peringkat
- Soldadura Mig Mag Jimenez GabrielDokumen16 halamanSoldadura Mig Mag Jimenez GabrielCristian Ramirez RodasBelum ada peringkat
- Operacion Del Sensor de Reluctancia VariableDokumen4 halamanOperacion Del Sensor de Reluctancia VariableCristian Ramirez RodasBelum ada peringkat
- Angulo de Avance de Encendido y Tipos de Camaras de CombustionDokumen11 halamanAngulo de Avance de Encendido y Tipos de Camaras de CombustionCristian Ramirez RodasBelum ada peringkat
- Show FiestaDokumen1 halamanShow FiestaCristian Ramirez RodasBelum ada peringkat
- Ejercicio TriboDokumen3 halamanEjercicio TriboCristian Ramirez RodasBelum ada peringkat
- Proceso de La Leche SandobalDokumen6 halamanProceso de La Leche SandobalCristian Ramirez RodasBelum ada peringkat
- Calidad de Aire en Autobuses Hong Kong - En.esDokumen6 halamanCalidad de Aire en Autobuses Hong Kong - En.esCristian Ramirez RodasBelum ada peringkat
- Turbinas TurgoDokumen4 halamanTurbinas TurgoCristian Ramirez RodasBelum ada peringkat
- Evolucion de La Produccion IndustrialDokumen4 halamanEvolucion de La Produccion IndustrialCristian Ramirez RodasBelum ada peringkat
- 3d AluminioDokumen7 halaman3d AluminioCristian Ramirez RodasBelum ada peringkat
- Formatos para Llenar Abr Sep 2017Dokumen53 halamanFormatos para Llenar Abr Sep 2017Cristian Ramirez RodasBelum ada peringkat
- Trip TicoDokumen2 halamanTrip TicoCristian Ramirez RodasBelum ada peringkat
- Planteamiento Del ProblemaDokumen2 halamanPlanteamiento Del ProblemaCristian Ramirez RodasBelum ada peringkat
- Dist Normal T Stud Mann Witney ANOVA T STUDENTDokumen13 halamanDist Normal T Stud Mann Witney ANOVA T STUDENTCristian Ramirez RodasBelum ada peringkat
- Preguntas AsignadasDokumen1 halamanPreguntas AsignadasCristian Ramirez RodasBelum ada peringkat
- Informe de prácticas preprofesionales en procesamiento de alimentosDokumen4 halamanInforme de prácticas preprofesionales en procesamiento de alimentosmoran castroBelum ada peringkat
- Informe Maquinas 1 Marco TeoricoDokumen7 halamanInforme Maquinas 1 Marco TeoricoAnonymous GcNo6ivBelum ada peringkat
- Solicitud de inscripción a mentorías empresarialesDokumen2 halamanSolicitud de inscripción a mentorías empresarialesnelson ferroBelum ada peringkat
- Cuadro ComparativoDokumen1 halamanCuadro Comparativonatividad de la cruzBelum ada peringkat
- Sesión #1 Conceptos GeneralesDokumen109 halamanSesión #1 Conceptos GeneralesJorge Javier Granda GranadinoBelum ada peringkat
- Organización y Procesos Del ProyectoDokumen28 halamanOrganización y Procesos Del ProyectoLuceroBelum ada peringkat
- Cristian PerezDokumen4 halamanCristian Perezlaura collBelum ada peringkat
- Enfrentando la verdadDokumen7 halamanEnfrentando la verdadallison adriana rimari ramirezBelum ada peringkat
- La Física y Las Mediciones Del Desarrollo de Capacidades Científico TecnológicasDokumen5 halamanLa Física y Las Mediciones Del Desarrollo de Capacidades Científico TecnológicasKarina HurtadoBelum ada peringkat
- Informe El TrebolDokumen4 halamanInforme El TrebolAnthonyBelum ada peringkat
- Resuelto 7.1.3.8 Packet Tracer - Investigate Unicast, Broadcast, and Multicast TrafficDokumen4 halamanResuelto 7.1.3.8 Packet Tracer - Investigate Unicast, Broadcast, and Multicast TrafficChikoVeraBelum ada peringkat
- Manual de Partes Combat 125Dokumen67 halamanManual de Partes Combat 125Dicadur Dcdr67% (3)
- Las 10 Plagas de MoisésDokumen6 halamanLas 10 Plagas de MoisésSonia MooreBelum ada peringkat
- Desinfeccion de Alto NivelDokumen24 halamanDesinfeccion de Alto NivelAydee Quispe Arango100% (1)
- Clase21 Fi204mn Semi7Dokumen19 halamanClase21 Fi204mn Semi7MARIELLA YANNET MARTINEZ LLERENABelum ada peringkat
- Historia y geografía de MonagasDokumen3 halamanHistoria y geografía de MonagasdianyelisBelum ada peringkat
- (Silencio y Conversación) "La Construcción Del Significado Pragmático Del Silencio en La Conversación"Dokumen23 halaman(Silencio y Conversación) "La Construcción Del Significado Pragmático Del Silencio en La Conversación"Beatriz Méndez GuerreroBelum ada peringkat
- Realizar Un Esquema o Diagrama de Flujo Que Especifique El Tratamiento de Un Efluente XDokumen2 halamanRealizar Un Esquema o Diagrama de Flujo Que Especifique El Tratamiento de Un Efluente XJob Garcia RodriguezBelum ada peringkat
- FAP Conceptos MMC, Normas Asociadas, Factores de Riesgo y Obligaciones. ...Dokumen2 halamanFAP Conceptos MMC, Normas Asociadas, Factores de Riesgo y Obligaciones. ...Claudio Anibal LofiegoBelum ada peringkat
- Practica 10. Fermentación AlcohólicaDokumen4 halamanPractica 10. Fermentación AlcohólicajuanBelum ada peringkat
- Laboratorio 4-2022 - Caja y Bancos - La Mona ListaDokumen2 halamanLaboratorio 4-2022 - Caja y Bancos - La Mona ListaMaynor RuizBelum ada peringkat
- Modelo AssureDokumen11 halamanModelo AssureVicente Diaz0% (1)
- Tesis QF Recuento Microbiano Maca Con Petrifilm Comparand Método TradicionalpdfDokumen74 halamanTesis QF Recuento Microbiano Maca Con Petrifilm Comparand Método TradicionalpdfOliver RomeroBelum ada peringkat
- Cuadernillos Lecturas Fluidez 5ºDokumen57 halamanCuadernillos Lecturas Fluidez 5ºdenivarBelum ada peringkat
- Copia de Practica No.2Dokumen21 halamanCopia de Practica No.2Maria De Jesus Rangel HernandezBelum ada peringkat
- Casos Prácticos ContabilidadDokumen11 halamanCasos Prácticos ContabilidadDani JucenBelum ada peringkat
- Clase 5Dokumen23 halamanClase 5Ariel Santiago Tovar RoseroBelum ada peringkat
- La Etapa Intermedia 01Dokumen24 halamanLa Etapa Intermedia 01Thony Kevin Leyva CapuBelum ada peringkat
- Tesis Claudio Lopez CorregidaDokumen83 halamanTesis Claudio Lopez CorregidaGabriel SubireBelum ada peringkat
- Límite de Una SucesiónDokumen12 halamanLímite de Una Sucesiónoscar raul cuervo sepulvedaBelum ada peringkat