Anda mungkin juga menyukai
- Chlorine: International Thermodynamic Tables of the Fluid StateDari EverandChlorine: International Thermodynamic Tables of the Fluid StateBelum ada peringkat
- 517 141Dokumen11 halaman517 141sorincarmen88Belum ada peringkat
- Simulation of Ammonia Production From Synthesis GaDokumen12 halamanSimulation of Ammonia Production From Synthesis Gasagar dasguptaBelum ada peringkat
- Slides of Prilling TowerDokumen12 halamanSlides of Prilling TowerCHUCHUBelum ada peringkat
- Thesis Syed AbbasDokumen263 halamanThesis Syed AbbasabubakarBelum ada peringkat
- Auto Thermal Reactor:: Secondary ReformerDokumen6 halamanAuto Thermal Reactor:: Secondary ReformerAtif MehfoozBelum ada peringkat
- HGDokumen156 halamanHGJosè Helì Vallejos CoronadoBelum ada peringkat
- WINSEM2021-22 CHE2006 TH VL2021220501413 Reference Material I 11-03-2022 Module-5 CombustionDokumen63 halamanWINSEM2021-22 CHE2006 TH VL2021220501413 Reference Material I 11-03-2022 Module-5 Combustionswastik vijayBelum ada peringkat
- En Analysis of Thermal Efficiency Limit of Steam Methane Reforming ProcessDokumen8 halamanEn Analysis of Thermal Efficiency Limit of Steam Methane Reforming ProcessAgam HanasichulaBelum ada peringkat
- Aspen Plus® Simulation of A Coal Gasification Process (Geometric Analysis)Dokumen5 halamanAspen Plus® Simulation of A Coal Gasification Process (Geometric Analysis)Hotib PerwiraBelum ada peringkat
- UcucucDokumen97 halamanUcucucJV Custodio100% (2)
- Counter Rotating FanDokumen10 halamanCounter Rotating Fanapoorvs75Belum ada peringkat
- Ali AdelDokumen159 halamanAli AdellumengentiunBelum ada peringkat
- Plant Design For Methanol Distillation Unit: February 2021Dokumen51 halamanPlant Design For Methanol Distillation Unit: February 2021maged1998100% (1)
- Vacuum CondenserDokumen4 halamanVacuum CondenserCecilia Tan0% (1)
- Divided Wall Column 496Dokumen6 halamanDivided Wall Column 496GeorgeBelum ada peringkat
- Economic Aspects of Setting Up Purge Gas Recovery Unit (PGRU) With Ammonia Production ProcessDokumen7 halamanEconomic Aspects of Setting Up Purge Gas Recovery Unit (PGRU) With Ammonia Production ProcessWilly ChandraBelum ada peringkat
- A Review of The WGS Reaction KineticsDokumen34 halamanA Review of The WGS Reaction KineticsSBelum ada peringkat
- Design of Fixed Bed Adsorption Columns: CENG 4710 Environmental ControlDokumen17 halamanDesign of Fixed Bed Adsorption Columns: CENG 4710 Environmental ControlchetanBelum ada peringkat
- Influence of The Nature of The Roots Blower On Pressure Fluctuations in A Fluidized BedDokumen13 halamanInfluence of The Nature of The Roots Blower On Pressure Fluctuations in A Fluidized BedcoolcupidguyBelum ada peringkat
- Design Guidelines For Urea Hydrolysers For Ammonia Demand of The SCR DENOX Project in Coal-Fired Power Plants PDFDokumen6 halamanDesign Guidelines For Urea Hydrolysers For Ammonia Demand of The SCR DENOX Project in Coal-Fired Power Plants PDFkangsungjinBelum ada peringkat
- Bubble Column ReactorsDokumen22 halamanBubble Column ReactorsCastañeda ValeriaBelum ada peringkat
- PRPC - All CH - by Kenil JaganiDokumen102 halamanPRPC - All CH - by Kenil JaganiVarun pandeyBelum ada peringkat
- 1995 FS CycloneDokumen8 halaman1995 FS CycloneCharitha CherryBelum ada peringkat
- Condensate Line SizingDokumen23 halamanCondensate Line SizingNirnay Patil100% (2)
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDokumen12 halamanNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rBelum ada peringkat
- Flow Instabilities in A Horizontal Thermosyphon Reboiler LoopDokumen22 halamanFlow Instabilities in A Horizontal Thermosyphon Reboiler Loopwylie01Belum ada peringkat
- Pilot Plant Batch DistillationDokumen16 halamanPilot Plant Batch DistillationAlejandra Yasaret CabreraBelum ada peringkat
- SO2 Removal Using Packed Column Scrubber TowerDokumen60 halamanSO2 Removal Using Packed Column Scrubber TowerAbrahamChongBelum ada peringkat
- Evaporation NewDokumen64 halamanEvaporation NewshashwatBelum ada peringkat
- Methane Syngas Methanol MicroprocessingDokumen14 halamanMethane Syngas Methanol MicroprocessingAtieyNoryhati-dzBelum ada peringkat
- Lurgi MegamethanolDokumen8 halamanLurgi MegamethanolAngeloBelum ada peringkat
- Bubble Column ReactorDokumen21 halamanBubble Column ReactorMuhammad Hamzah SyahrirBelum ada peringkat
- Reactor Sizing and Design1Dokumen18 halamanReactor Sizing and Design1Khalid TurkiBelum ada peringkat
- Room Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFDokumen11 halamanRoom Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFAshpavi ArunBelum ada peringkat
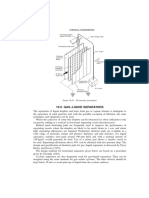
- 10.9. Gas Liquid Separators: Chemical EngineeringDokumen6 halaman10.9. Gas Liquid Separators: Chemical EngineeringsterlingBelum ada peringkat
- Research ProjectDokumen30 halamanResearch ProjectYasser AshourBelum ada peringkat
- MVR DesalinationDokumen13 halamanMVR DesalinationSajal GuptaBelum ada peringkat
- Overall Flowsheet Simulation Benzene Cyclohexane TW6Dokumen7 halamanOverall Flowsheet Simulation Benzene Cyclohexane TW6Mitesh ParmarBelum ada peringkat
- Rate-Based Modeling For CO2 AbsorptionDokumen10 halamanRate-Based Modeling For CO2 AbsorptiongoingtohellwithmeBelum ada peringkat
- Anaerobic Digestion of Cow Dung For Biogas Production: Baba Shehu Umar Ibn Abubakar and Nasir IsmailDokumen4 halamanAnaerobic Digestion of Cow Dung For Biogas Production: Baba Shehu Umar Ibn Abubakar and Nasir IsmailanantriBelum ada peringkat
- Pyrolysis of Polypropylene/Polyethylene/Polystyrene and Polyvinylchloride Mixed Plastics Using CacoDokumen8 halamanPyrolysis of Polypropylene/Polyethylene/Polystyrene and Polyvinylchloride Mixed Plastics Using CacoAlfred OwireduBelum ada peringkat
- Claus ProcessDokumen6 halamanClaus ProcessRafi AlgawiBelum ada peringkat
- Major Risks in Ammonia PlantsDokumen17 halamanMajor Risks in Ammonia PlantsrobertionBelum ada peringkat
- Spray Tower Loop ReactorDokumen6 halamanSpray Tower Loop ReactorCh'ng Ying YingBelum ada peringkat
- Final Project Thesis-9.5Dokumen50 halamanFinal Project Thesis-9.5leninbtechBelum ada peringkat
- Ammonia MEB Final PDFDokumen30 halamanAmmonia MEB Final PDFMANU BTech MCA Third YearBelum ada peringkat
- Cylinder T (K) P (Bar) V (M)Dokumen3 halamanCylinder T (K) P (Bar) V (M)Harshit MittalBelum ada peringkat
- Methanol PresentationDokumen29 halamanMethanol Presentationافكر اشتري كورياBelum ada peringkat
- The Boudouard Reaction: C + CO2 2 CO: Thermodynamic Calculations Kj/mole T (C) T (K) LN (KR) KR KR KR Xco2 Xco GRDokumen6 halamanThe Boudouard Reaction: C + CO2 2 CO: Thermodynamic Calculations Kj/mole T (C) T (K) LN (KR) KR KR KR Xco2 Xco GRmksayshiBelum ada peringkat
- Cyclohexane PDFDokumen14 halamanCyclohexane PDFsushant kadamBelum ada peringkat
- Design of DryerDokumen11 halamanDesign of DryerHARKULVINDER SINGHBelum ada peringkat
- Packed-Bed Microreactor For Continuous-FlowDokumen9 halamanPacked-Bed Microreactor For Continuous-Flowkarpanai100% (1)
- REACTOR DESIGN - Docx Fyp MyDokumen5 halamanREACTOR DESIGN - Docx Fyp Myabdul rehmanBelum ada peringkat
- Ammonia Plant Simulation 25.08.2016Dokumen81 halamanAmmonia Plant Simulation 25.08.2016Manish Gautam100% (1)
- Ammonia Production PDFDokumen5 halamanAmmonia Production PDFJustine LagonoyBelum ada peringkat
- Melt CrystallizationDokumen10 halamanMelt Crystallizationarsh19706636Belum ada peringkat
- Reaction Kinetics-Reactor DesignDokumen17 halamanReaction Kinetics-Reactor Designzorro21072107Belum ada peringkat
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsDari EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsBelum ada peringkat
- 5-Benefits at A GlanceDokumen2 halaman5-Benefits at A GlanceBlackBunny103Belum ada peringkat
- Fine Fragrances After Shave, Eau de Parfum, Eau de Cologne, Eau de Toilette, Parfume Products (9-08)Dokumen6 halamanFine Fragrances After Shave, Eau de Parfum, Eau de Cologne, Eau de Toilette, Parfume Products (9-08)Mustafa BanafaBelum ada peringkat
- Partes Oki - MPS5501B - RSPL - Rev - HDokumen12 halamanPartes Oki - MPS5501B - RSPL - Rev - HJaiber Eduardo Gutierrez OrtizBelum ada peringkat
- Profile Romblon IslandDokumen10 halamanProfile Romblon Islandderella starsBelum ada peringkat
- OL2068LFDokumen9 halamanOL2068LFdieselroarmt875bBelum ada peringkat
- High-Definition Multimedia Interface SpecificationDokumen51 halamanHigh-Definition Multimedia Interface SpecificationwadrBelum ada peringkat
- Google-Analytics 01Dokumen28 halamanGoogle-Analytics 01Smm Store24Belum ada peringkat
- Understanding FreeRTOS SVCDokumen11 halamanUnderstanding FreeRTOS SVCshafi hasmani0% (1)
- La Naval Drug Co Vs CA G R No 103200Dokumen2 halamanLa Naval Drug Co Vs CA G R No 103200UE LawBelum ada peringkat
- Gcse Economics 8136/1: Paper 1 - How Markets WorkDokumen19 halamanGcse Economics 8136/1: Paper 1 - How Markets WorkkaruneshnBelum ada peringkat
- GRE Computer Science SyllabusDokumen2 halamanGRE Computer Science SyllabusSameer Ahmed سمیر احمدBelum ada peringkat
- What Is SAP PS (Project Systems) ModuleDokumen3 halamanWhat Is SAP PS (Project Systems) ModuleahmerBelum ada peringkat
- Functions and Uses of CCTV CameraDokumen42 halamanFunctions and Uses of CCTV CameraMojere GuardiarioBelum ada peringkat
- RVT Liquid DistributorDokumen5 halamanRVT Liquid DistributorimeagorBelum ada peringkat
- Burndown Sample ClayDokumen64 halamanBurndown Sample ClaybluemaxBelum ada peringkat
- PETRO TCS Engineering Manual 682Dokumen44 halamanPETRO TCS Engineering Manual 682paulm3565Belum ada peringkat
- OSN 8800 6800 3800 V100R011C00 Alarms and Performance Events Reference 01Dokumen1.544 halamanOSN 8800 6800 3800 V100R011C00 Alarms and Performance Events Reference 01Oscar Behrens ZepedaBelum ada peringkat
- Genesis and Development of The Network Arch Consept - NYDokumen15 halamanGenesis and Development of The Network Arch Consept - NYVu Phi LongBelum ada peringkat
- GTT NO96 LNG TanksDokumen5 halamanGTT NO96 LNG TanksEdutamBelum ada peringkat
- Shell Omala s2 GX 320 TdsDokumen2 halamanShell Omala s2 GX 320 TdsOnie Hammamz OylBelum ada peringkat
- Global Review of Enhances Geothermal SystemDokumen20 halamanGlobal Review of Enhances Geothermal SystemKatherine RojasBelum ada peringkat
- Aml Questionnaire For Smes: CheduleDokumen5 halamanAml Questionnaire For Smes: CheduleHannah CokerBelum ada peringkat
- Work Order TemplateDokumen2 halamanWork Order TemplateRed DragonBelum ada peringkat
- Mine Gases (Part 1)Dokumen15 halamanMine Gases (Part 1)Melford LapnawanBelum ada peringkat
- Bar Q Salaries Part 2Dokumen5 halamanBar Q Salaries Part 2Brigette DomingoBelum ada peringkat
- Andaman & Nicobar: Port BlairDokumen4 halamanAndaman & Nicobar: Port BlairDevan BhallaBelum ada peringkat
- Allergies To Cross-Reactive Plant Proteins: Takeshi YagamiDokumen11 halamanAllergies To Cross-Reactive Plant Proteins: Takeshi YagamisoylahijadeunvampiroBelum ada peringkat
- Java ProgramsDokumen36 halamanJava ProgramsPrashanth MohanBelum ada peringkat
- MushroomDokumen8 halamanMushroomAkshay AhlawatBelum ada peringkat
- FinTech RegTech and SupTech - What They Mean For Financial Supervision FINALDokumen19 halamanFinTech RegTech and SupTech - What They Mean For Financial Supervision FINALirvandi syahputraBelum ada peringkat