Anda mungkin juga menyukai
- DL T645 2007 StandardDokumen4 halamanDL T645 2007 StandardMokhammad Sanpradipto JaluntoroBelum ada peringkat
- Hvac Valves and Actuators CatalogueDokumen56 halamanHvac Valves and Actuators CatalogueMokhammad Sanpradipto JaluntoroBelum ada peringkat
- Heat EquationDokumen12 halamanHeat EquationMokhammad Sanpradipto JaluntoroBelum ada peringkat
- Vapo Bearing Maglev TechnologyDokumen15 halamanVapo Bearing Maglev TechnologyMokhammad Sanpradipto Jaluntoro100% (1)
- 2-3. Medium Pressure Accel Valves-InstallationDokumen3 halaman2-3. Medium Pressure Accel Valves-InstallationMokhammad Sanpradipto JaluntoroBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Vapor Luquid Equilibrium Calculations Using K ValuesDokumen5 halamanVapor Luquid Equilibrium Calculations Using K ValuesNATAN HUNTERBelum ada peringkat
- 10.1007 - s10973 015 5217 5Dokumen6 halaman10.1007 - s10973 015 5217 5OngBelum ada peringkat
- WWW Belart Com Bel Art h42070 1400 Secador Digital HygrometeDokumen2 halamanWWW Belart Com Bel Art h42070 1400 Secador Digital HygrometecarbouBelum ada peringkat
- Heat and Mass Transfer ProjectDokumen17 halamanHeat and Mass Transfer ProjectoyunpurevoyunaaBelum ada peringkat
- Einstein Temperature of AluminiumDokumen3 halamanEinstein Temperature of AluminiumMauhing YipBelum ada peringkat
- Science Conclusion - States of MatterDokumen2 halamanScience Conclusion - States of Matterapi-287882693Belum ada peringkat
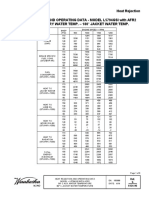
- Heat Rejection Heat Rejection and Operating Data - Model L5794Gsi With Afr2 130°F Auxiliary Water Temp. - 180° Jacket Water TempDokumen6 halamanHeat Rejection Heat Rejection and Operating Data - Model L5794Gsi With Afr2 130°F Auxiliary Water Temp. - 180° Jacket Water TempparathasiBelum ada peringkat
- Report Distillation ColumnDokumen20 halamanReport Distillation ColumnAzam Najmi33% (3)
- Diesel CycleDokumen5 halamanDiesel CyclePushpa Mohan RajBelum ada peringkat
- Cy2151-Engineering Chemistry-I Question Bank Part-B (16 Marks) Unit-I Polymer ChemistryDokumen2 halamanCy2151-Engineering Chemistry-I Question Bank Part-B (16 Marks) Unit-I Polymer ChemistryMohammed ThawfeeqBelum ada peringkat
- Ieep 101Dokumen5 halamanIeep 101Soaham BhartiBelum ada peringkat
- Blowdown Calculation Final Rev B1 PDFDokumen23 halamanBlowdown Calculation Final Rev B1 PDFPranay GuptaBelum ada peringkat
- Aakash Chemistry CPP CH 2 SolutionDokumen9 halamanAakash Chemistry CPP CH 2 Solutionthakartanishq07Belum ada peringkat
- Heat Transfer in The Fluidised BedDokumen2 halamanHeat Transfer in The Fluidised BedVirender RanaBelum ada peringkat
- Che433 - 483 (3) Past Year PaperDokumen5 halamanChe433 - 483 (3) Past Year Paperthe5sos100% (1)
- Section 5 Commercial Refrigeration Unit 21 Evaporators and The Refrigeration SystemDokumen46 halamanSection 5 Commercial Refrigeration Unit 21 Evaporators and The Refrigeration SystemPriyanshu AggarwalBelum ada peringkat
- Engineering ThermodynamicsDokumen291 halamanEngineering ThermodynamicsCarlos Tapia100% (2)
- Chapter11 ADokumen33 halamanChapter11 ANic BlandoBelum ada peringkat
- Air-Side Heat Transfer and Pressure Drop in Accelerated Flow EvaporatorsDokumen9 halamanAir-Side Heat Transfer and Pressure Drop in Accelerated Flow EvaporatorsFederico Ferreira LopezBelum ada peringkat
- LO.10 IS PhyDokumen30 halamanLO.10 IS PhyAbo Alphotoh GamingBelum ada peringkat
- ThermodynamicsDokumen60 halamanThermodynamicsMahender ThotakuriBelum ada peringkat
- ENGR251 F 2011 X M F ProbDokumen4 halamanENGR251 F 2011 X M F ProbDawood AljumayahBelum ada peringkat
- QB 1-U19MC402 - Thermodynamics and Heat TransferDokumen2 halamanQB 1-U19MC402 - Thermodynamics and Heat TransferDineesh babu LBelum ada peringkat
- Heat Exchanger: E-3711: Connections Tube Side Shell SideDokumen1 halamanHeat Exchanger: E-3711: Connections Tube Side Shell SidealiBelum ada peringkat
- HRAC111 - Week 1 Notes 1Dokumen12 halamanHRAC111 - Week 1 Notes 1Yuk man LawBelum ada peringkat
- Solved Problems in Heat TransferDokumen16 halamanSolved Problems in Heat TransferAngelica Joyce Benito100% (3)
- Kulkarni'S Academy of Mechanical EngineeringDokumen6 halamanKulkarni'S Academy of Mechanical EngineeringSrikanth daravathBelum ada peringkat
- CH 2Dokumen46 halamanCH 2جلال بولادBelum ada peringkat
- Teorema PrigogineDokumen8 halamanTeorema PrigogineGijacis KhasengBelum ada peringkat
- 495 - Colmac DX Ammonia Piping Handbook 2nd Ed (Rev 0)Dokumen57 halaman495 - Colmac DX Ammonia Piping Handbook 2nd Ed (Rev 0)botaratoBelum ada peringkat