Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Mahabharata by Kamala AmDokumen651 halamanMahabharata by Kamala Amnagasai1986100% (16)
- PSM 1-6-7 (Ic) Emma Work Cards R 20 (30-11-18)Dokumen322 halamanPSM 1-6-7 (Ic) Emma Work Cards R 20 (30-11-18)Héctor SánchezBelum ada peringkat
- Practical 6 Star Delta StarterDokumen4 halamanPractical 6 Star Delta StarterMohammad Nurayzat Johari50% (2)
- Creative Industries Journal: Volume: 1 - Issue: 1Dokumen86 halamanCreative Industries Journal: Volume: 1 - Issue: 1Intellect BooksBelum ada peringkat
- Operating Manual: Wheel Loader L538 - 432 From 13100Dokumen284 halamanOperating Manual: Wheel Loader L538 - 432 From 13100Jacques Van Niekerk80% (5)
- CMA June 2018 ExamDokumen2 halamanCMA June 2018 ExamMuhammad Ziaul HaqueBelum ada peringkat
- A3 Project Management and Problem Solving Thinking 1. What Is An A3 Project?Dokumen7 halamanA3 Project Management and Problem Solving Thinking 1. What Is An A3 Project?Sandeep MishraBelum ada peringkat
- HP77 Pg84 CouperDokumen4 halamanHP77 Pg84 CouperSharjeel NazirBelum ada peringkat
- Bank Account StatementDokumen1 halamanBank Account StatementsadasdBelum ada peringkat
- Devi Ever Diy Info Manual, Aw Heck YesDokumen20 halamanDevi Ever Diy Info Manual, Aw Heck YesRiley Smith75% (4)
- European Chains & Hotels Report 2019Dokumen77 halamanEuropean Chains & Hotels Report 2019Tatiana100% (1)
- E-Visa - Payment ReceiptDokumen1 halamanE-Visa - Payment ReceiptSandeep MishraBelum ada peringkat
- Stm32 Mcu FamilyDokumen12 halamanStm32 Mcu FamilyriverajluizBelum ada peringkat
- Cs2000 Universal Translations3006a 50 SGDokumen508 halamanCs2000 Universal Translations3006a 50 SGAleksandr BashmakovBelum ada peringkat
- Vale International Pellet Plant PDFDokumen2 halamanVale International Pellet Plant PDFSrinivasanBelum ada peringkat
- LVMH Project Work5 FinalmenteDokumen32 halamanLVMH Project Work5 FinalmenteSandeep MishraBelum ada peringkat
- A3 Problem SolvingDokumen4 halamanA3 Problem SolvingSandeep MishraBelum ada peringkat
- SUPPLY Chain GFHHJDokumen1 halamanSUPPLY Chain GFHHJSandeep MishraBelum ada peringkat
- Life Diary 2pagesDokumen10 halamanLife Diary 2pagesSandeep MishraBelum ada peringkat
- Meena Nadi Part 1 PDFDokumen67 halamanMeena Nadi Part 1 PDFvaranasilkoBelum ada peringkat
- B 1 171129 CONDUCTION V 25Dokumen30 halamanB 1 171129 CONDUCTION V 25Sandeep MishraBelum ada peringkat
- Thinking, Fast and Slow (By Daniel Kahneman) : ArticleDokumen3 halamanThinking, Fast and Slow (By Daniel Kahneman) : Articlearun jijoBelum ada peringkat
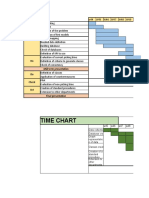
- Time Chart: w45 w46 w47 w48 Data Collectio Database Crea Graph Representatio N of DataDokumen2 halamanTime Chart: w45 w46 w47 w48 Data Collectio Database Crea Graph Representatio N of DataSandeep MishraBelum ada peringkat
- A3model FicepW46Dokumen8 halamanA3model FicepW46Sandeep MishraBelum ada peringkat
- Astro DataDokumen36 halamanAstro DataSandeep MishraBelum ada peringkat
- Ficep Logistics ImprovementPITrealDokumen28 halamanFicep Logistics ImprovementPITrealSandeep MishraBelum ada peringkat
- Anthony Griffin An Astrological Judgement Touching TheftDokumen50 halamanAnthony Griffin An Astrological Judgement Touching TheftPrometeo HadesBelum ada peringkat
- A3 Problem SolvingDokumen4 halamanA3 Problem SolvingSandeep MishraBelum ada peringkat
- Ficep Logistics ImprovementPITrealDokumen28 halamanFicep Logistics ImprovementPITrealSandeep MishraBelum ada peringkat
- Lean Management TheoryNEWDokumen64 halamanLean Management TheoryNEWSandeep MishraBelum ada peringkat
- Travel Currency Refund FormDokumen2 halamanTravel Currency Refund FormSandeep MishraBelum ada peringkat
- Ficep Logistics ImprovementDokumen56 halamanFicep Logistics ImprovementSandeep MishraBelum ada peringkat
- Lo Real FinalDokumen18 halamanLo Real FinalSandeep MishraBelum ada peringkat
- Lo Real FinalDokumen18 halamanLo Real FinalSandeep MishraBelum ada peringkat
- TCR Access Map - BruDokumen3 halamanTCR Access Map - BruSandeep MishraBelum ada peringkat
- Financial RiskDokumen8 halamanFinancial RiskSandeep MishraBelum ada peringkat
- Politecnico Di Milano: Faculty of Industrial and Information EngineeringDokumen11 halamanPolitecnico Di Milano: Faculty of Industrial and Information EngineeringSandeep MishraBelum ada peringkat
- FicepDokumen9 halamanFicepSandeep MishraBelum ada peringkat
- India Business & Investment Guide Apil R 2017Dokumen252 halamanIndia Business & Investment Guide Apil R 2017Sandeep MishraBelum ada peringkat
- Abpexercises2017-2018 Heattransfer 2 SDokumen6 halamanAbpexercises2017-2018 Heattransfer 2 SSandeep MishraBelum ada peringkat
- A3 Problem SolvingDokumen4 halamanA3 Problem SolvingSandeep MishraBelum ada peringkat
- India Business & Investment Guide Apil R 2017Dokumen252 halamanIndia Business & Investment Guide Apil R 2017Sandeep MishraBelum ada peringkat
- Kevin Colcomb, Matthew Rymell and Alun Lewis: Very Heavy Fuel Oils: Risk Analysis of Their Transport in Uk WatersDokumen12 halamanKevin Colcomb, Matthew Rymell and Alun Lewis: Very Heavy Fuel Oils: Risk Analysis of Their Transport in Uk WatersSidney Pereira JuniorBelum ada peringkat
- (Sears) DeluxeDemandWaterSoftenersownersmanualsDokumen32 halaman(Sears) DeluxeDemandWaterSoftenersownersmanualsGreg Reyneke100% (1)
- GSECL - Daily Progress Report 11.9.21Dokumen2 halamanGSECL - Daily Progress Report 11.9.21krishna mohanBelum ada peringkat
- Working of Fingerprint ScannerDokumen5 halamanWorking of Fingerprint ScannerSahana BalasubramanianBelum ada peringkat
- Kapil Sharma ResumeDokumen4 halamanKapil Sharma ResumeKapil SharmaBelum ada peringkat
- Nissan in EuropeDokumen24 halamanNissan in Europeonlyur44Belum ada peringkat
- Project Implementation ScheduleDokumen6 halamanProject Implementation SchedulesamaratulBelum ada peringkat
- Bakker Et Al 2016 GroundwaterDokumen7 halamanBakker Et Al 2016 GroundwaterkmcoulibBelum ada peringkat
- SEO For Growth: The Ultimate Guide For Marketers, Web Designers & EntrepreneursDokumen7 halamanSEO For Growth: The Ultimate Guide For Marketers, Web Designers & EntrepreneursJoyce M LaurenBelum ada peringkat
- Supplied in A Compact and Elegant Enclosure, The A125 Adds Style To The Most Visible Component of An IPTV Deployment.Dokumen2 halamanSupplied in A Compact and Elegant Enclosure, The A125 Adds Style To The Most Visible Component of An IPTV Deployment.Basava RajBelum ada peringkat
- Rattan Pole BendingDokumen21 halamanRattan Pole Bendingcintamore_jos355Belum ada peringkat
- GrabBee HD ManualDokumen9 halamanGrabBee HD ManualAndrea Lissette Perez FuentesBelum ada peringkat
- EM Console Slowness and Stuck Thread IssueDokumen10 halamanEM Console Slowness and Stuck Thread IssueAbdul JabbarBelum ada peringkat
- Snort ProjectDokumen12 halamanSnort Projectsubhendu0% (1)
- VCSEL Technology v1Dokumen17 halamanVCSEL Technology v1Vaibhav MathurBelum ada peringkat
- SolarDokumen4 halamanSolarShweta RawatBelum ada peringkat
- Catalog of NIMS Creep Data Sheets: Science and Technology of Advanced MaterialsDokumen31 halamanCatalog of NIMS Creep Data Sheets: Science and Technology of Advanced MaterialsTrushar ParmarBelum ada peringkat