Anda mungkin juga menyukai
- Artificial IntelligenceDokumen14 halamanArtificial IntelligencevinodBelum ada peringkat
- Gokul - 8.7.16Dokumen8 halamanGokul - 8.7.16vinodBelum ada peringkat
- Jay Ambe AF - 16 CurveDokumen1 halamanJay Ambe AF - 16 CurvevinodBelum ada peringkat
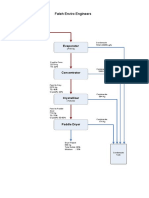
- Fateh Enviro Engineers SchemeDokumen1 halamanFateh Enviro Engineers SchemevinodBelum ada peringkat
- Jay Ambe Axial Pump AF - 10 CurveDokumen1 halamanJay Ambe Axial Pump AF - 10 CurvevinodBelum ada peringkat
- Final Theses Sunny M.Ed.Dokumen101 halamanFinal Theses Sunny M.Ed.vinodBelum ada peringkat
- 0.5 MLD PlantDokumen1 halaman0.5 MLD PlantvinodBelum ada peringkat
- Water Spray Reactor For Ammonia Removal Via Air Stripping: An Evaluation On Mass Transfer and Process EfficiencyDokumen8 halamanWater Spray Reactor For Ammonia Removal Via Air Stripping: An Evaluation On Mass Transfer and Process EfficiencyvinodBelum ada peringkat
- Kriloskar KSMB Pump SeriesDokumen1 halamanKriloskar KSMB Pump SeriesvinodBelum ada peringkat
- Operation Characteristic of A Mechanical Vapor Recompression Heat Pump Driven by A Centrifugal FanDokumen8 halamanOperation Characteristic of A Mechanical Vapor Recompression Heat Pump Driven by A Centrifugal FanvinodBelum ada peringkat
- Modeling of Ammonia Removal From Wastewater Using Air Stripping/ Modified Clinoptilolite: Reusability, Optimization, Isotherm, Kinetic, and Equilibrium StudiesDokumen22 halamanModeling of Ammonia Removal From Wastewater Using Air Stripping/ Modified Clinoptilolite: Reusability, Optimization, Isotherm, Kinetic, and Equilibrium StudiesvinodBelum ada peringkat
- Sugarcane Material 2520balanceDokumen7 halamanSugarcane Material 2520balanceSagir AdamuBelum ada peringkat
- IO Grundfos HEPDokumen100 halamanIO Grundfos HEPDeepikaBelum ada peringkat
- Img 0006-1Dokumen1 halamanImg 0006-1vinodBelum ada peringkat
- FSSAIDokumen1 halamanFSSAIvinodBelum ada peringkat
- Stripper ColumnDokumen1 halamanStripper ColumnvinodBelum ada peringkat
- PT Mass BalanceDokumen3 halamanPT Mass BalancevinodBelum ada peringkat
- Solving PH Problems On A SpreadsheetDokumen6 halamanSolving PH Problems On A SpreadsheetvinodBelum ada peringkat
- Manish KumarDokumen4 halamanManish KumarvinodBelum ada peringkat
- Chemical For NeutralizationDokumen2 halamanChemical For NeutralizationvinodBelum ada peringkat
- Removal of Color in Cane Juice ClarificationDokumen8 halamanRemoval of Color in Cane Juice ClarificationFederico LeonBelum ada peringkat
- Process Biochemistry: Beatriz Veleirinho, J.A. Lopes-da-SilvaDokumen4 halamanProcess Biochemistry: Beatriz Veleirinho, J.A. Lopes-da-SilvavinodBelum ada peringkat
- Use of Steam and Co2 As Activating AgentsDokumen9 halamanUse of Steam and Co2 As Activating AgentsvinodBelum ada peringkat
- Effluent DataDokumen1 halamanEffluent DatavinodBelum ada peringkat
- Personality AssessmentDokumen69 halamanPersonality AssessmentvinodBelum ada peringkat
- Crest Cellulose - Heat and Mass AblanceDokumen1 halamanCrest Cellulose - Heat and Mass AblancevinodBelum ada peringkat
- Activated Carbons From LignocellulosicDokumen8 halamanActivated Carbons From LignocellulosicvinodBelum ada peringkat
- Operating Cost Analysis and Treatment of Domestic Wastewater by Electrocoagulation Using Aluminum ElectrodesDokumen7 halamanOperating Cost Analysis and Treatment of Domestic Wastewater by Electrocoagulation Using Aluminum ElectrodesvinodBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Komati River Report 2014 FinalDokumen307 halamanKomati River Report 2014 FinalMaxmore KarumamupiyoBelum ada peringkat
- MTC 05 Water Pressure SystemsDokumen10 halamanMTC 05 Water Pressure SystemsboyBelum ada peringkat
- Teknik Menjawab Sains UPSRDokumen25 halamanTeknik Menjawab Sains UPSRhilmi72Belum ada peringkat
- Materials Question PackDokumen20 halamanMaterials Question PackSuper Dila12Belum ada peringkat
- Green Wall Systems A Review of Their Cha PDFDokumen9 halamanGreen Wall Systems A Review of Their Cha PDFAna Noemí Gómez VacaBelum ada peringkat
- PEDH 2122 WEEK 1 10 KeenplifyDokumen7 halamanPEDH 2122 WEEK 1 10 KeenplifyCarlbryan NomongBelum ada peringkat
- How To Grow Goji Berry PlantsDokumen6 halamanHow To Grow Goji Berry PlantsCodruța RăuțăBelum ada peringkat
- Balinese Traditional LandscapeDokumen16 halamanBalinese Traditional LandscapeAr Raj YamgarBelum ada peringkat
- G7-G11 Instruction ManualDokumen52 halamanG7-G11 Instruction ManualTaufan JustvandsBelum ada peringkat
- Ectc Guide e AbsDokumen7 halamanEctc Guide e AbsCanumalla RamkumarBelum ada peringkat
- Lower Sec Geography Syllabus - 2014Dokumen136 halamanLower Sec Geography Syllabus - 2014sdfsfBelum ada peringkat
- Tugas Bahasa InggrisDokumen2 halamanTugas Bahasa InggrisrovikaBelum ada peringkat
- Tutorial 14 Aspen Plus Sulfuric Acid ModelDokumen17 halamanTutorial 14 Aspen Plus Sulfuric Acid Modelramsrivatsan0% (2)
- Ballester y Gallardo 2016 - CWADokumen2 halamanBallester y Gallardo 2016 - CWABenjamin BallesterBelum ada peringkat
- Major Biomes of The World: Coniferous ForestDokumen36 halamanMajor Biomes of The World: Coniferous ForestShourya JainBelum ada peringkat
- Kerinci Merangin HidroDokumen10 halamanKerinci Merangin HidroDeni DarismanBelum ada peringkat
- Pengaruh Implementasi Sistem Irigasi Big Gun Sprinkler Dan Bahan Organik Terhadap Kelengasan Tanah Dan Produksi Jagung Di Lahan KeringDokumen10 halamanPengaruh Implementasi Sistem Irigasi Big Gun Sprinkler Dan Bahan Organik Terhadap Kelengasan Tanah Dan Produksi Jagung Di Lahan KeringDonny Nugroho KalbuadiBelum ada peringkat
- Planning Policy Statement 21 PPS21 Sustainable Development in The Countryside-3Dokumen52 halamanPlanning Policy Statement 21 PPS21 Sustainable Development in The Countryside-3NevinBelum ada peringkat
- Mechanical Vapour Compression MVC BrochureDokumen6 halamanMechanical Vapour Compression MVC BrochureNitin KurupBelum ada peringkat
- Volcanic Eruption ActivityDokumen3 halamanVolcanic Eruption ActivityaaahhhBelum ada peringkat
- Environmental, Health, and Safety Guidelines For Pesticide Manufacturing, Formulation, and PackagingDokumen17 halamanEnvironmental, Health, and Safety Guidelines For Pesticide Manufacturing, Formulation, and Packagingmaddukuri jagadeesh babuBelum ada peringkat
- Profiled Metal Roofing DesignDokumen32 halamanProfiled Metal Roofing DesignEJourDBelum ada peringkat
- ZIMSEC O Level Geography Notes PDFDokumen63 halamanZIMSEC O Level Geography Notes PDFMaster T86% (7)
- Addition of The Additive in The DefoamerDokumen6 halamanAddition of The Additive in The DefoamerSilvio TakayamaBelum ada peringkat
- Sewage Treatmant Plant ManualDokumen51 halamanSewage Treatmant Plant ManualAnonymous uTO1WI100% (2)
- RRLDokumen4 halamanRRLLouie Jane EleccionBelum ada peringkat
- Shomudrobôn "Sea Forest") or "Chandra-Bandhe" (Name of A Primitive Tribe) - But The Generally AcceptedDokumen6 halamanShomudrobôn "Sea Forest") or "Chandra-Bandhe" (Name of A Primitive Tribe) - But The Generally AcceptedAakash PatelBelum ada peringkat
- Handouts #5 - Social Responsibility With Palawan Environmental LawsDokumen13 halamanHandouts #5 - Social Responsibility With Palawan Environmental LawsenotheoneBelum ada peringkat
- Site Context Analysis Guide: AB316 Interior Architecture Design 3 July-November 2019Dokumen21 halamanSite Context Analysis Guide: AB316 Interior Architecture Design 3 July-November 2019Han Leong TanBelum ada peringkat
- EcosystemDokumen3 halamanEcosystemTanya BurginBelum ada peringkat