Anda mungkin juga menyukai
- Metode Sambungan Pada Konstruksi BajaDokumen8 halamanMetode Sambungan Pada Konstruksi BajaDesmond SinagaBelum ada peringkat
- Tugas Rangkuman KalpakjianDokumen179 halamanTugas Rangkuman KalpakjianAfid KhoirudinBelum ada peringkat
- Pengujian LogamDokumen17 halamanPengujian LogamRamdani SubektiBelum ada peringkat
- Bab 2 - Uji Material dan Sifat PembuatanDokumen189 halamanBab 2 - Uji Material dan Sifat PembuatanEka Refa SeptianBelum ada peringkat
- ANALISADokumen9 halamanANALISADimas PutraBelum ada peringkat
- Review Uji Tarik-Dwipuji Rahayu-1306368223Dokumen14 halamanReview Uji Tarik-Dwipuji Rahayu-1306368223dwipujiraBelum ada peringkat
- 513-Article Text-2217-1-10-20181207Dokumen6 halaman513-Article Text-2217-1-10-20181207Nafillah AbdurrahmanBelum ada peringkat
- SAMBUNGAN PAKU KELINGDokumen11 halamanSAMBUNGAN PAKU KELINGSam RichardBelum ada peringkat
- Tugas 2 LAPORAN ALAT-ALAT LABDokumen10 halamanTugas 2 LAPORAN ALAT-ALAT LABAmry DasarBelum ada peringkat
- 3 Pengujian KekerasanDokumen9 halaman3 Pengujian KekerasanKarolin FebiolaBelum ada peringkat
- UJI TEKUKDokumen13 halamanUJI TEKUKDewi Cahya RahmawatiBelum ada peringkat
- Uji LaminasiDokumen9 halamanUji LaminasiHariady AdityaBelum ada peringkat
- UJI TARIKDokumen51 halamanUJI TARIKryan100% (1)
- BENDTESTSEODokumen10 halamanBENDTESTSEOhendry16Belum ada peringkat
- UJI BENDINGDokumen39 halamanUJI BENDINGnovianaBelum ada peringkat
- Makalah Uji TarikDokumen11 halamanMakalah Uji TarikDzanpratamaBelum ada peringkat
- Laporan Akhir Kuat Tarik Tidak LangsungDokumen8 halamanLaporan Akhir Kuat Tarik Tidak LangsungDevi DiansyahBelum ada peringkat
- Oil Resistance RubberDokumen35 halamanOil Resistance RubberArifah JoharBelum ada peringkat
- MODUL PRAKTIKUM INSPEKSI DT v3Dokumen22 halamanMODUL PRAKTIKUM INSPEKSI DT v3Ari GandaraBelum ada peringkat
- Makalah Material Teknik.Dokumen12 halamanMakalah Material Teknik.Akun Polos 5Belum ada peringkat
- Perlakuan Panas Dan Paku KelingDokumen10 halamanPerlakuan Panas Dan Paku KelingEef SantosBelum ada peringkat
- Uji TarikDokumen10 halamanUji TarikRidhoBelum ada peringkat
- Hasil Tugas Pengujian Bahan DT Dan NDTDokumen42 halamanHasil Tugas Pengujian Bahan DT Dan NDTDikiSingkaraIIBelum ada peringkat
- UJI TARIK OPTIMALDokumen13 halamanUJI TARIK OPTIMALnenyBelum ada peringkat
- Tugas Material TeknikDokumen33 halamanTugas Material TeknikCicilia Wahyu ViliariBelum ada peringkat
- Tugas II & Tugas III SSM Aldian Ghani RahmanDokumen9 halamanTugas II & Tugas III SSM Aldian Ghani RahmanAldian G RahmanBelum ada peringkat
- Modul 4 - Rekayasa Jalan - Givson GabrielDokumen7 halamanModul 4 - Rekayasa Jalan - Givson GabrielGivson GabrielBelum ada peringkat
- Uji Impak PDFDokumen15 halamanUji Impak PDFHaryati AnwarBelum ada peringkat
- RekbanDokumen6 halamanRekbanRichard Handoko DamanikBelum ada peringkat
- Bab II TarikDokumen9 halamanBab II TarikHaris DwiBelum ada peringkat
- Pertemuan 3 Batang TarikDokumen13 halamanPertemuan 3 Batang TarikMuhammad DaniBelum ada peringkat
- Sambungan LogamDokumen4 halamanSambungan LogamRyan PebriantoBelum ada peringkat
- CrackDokumen21 halamanCrackjansenBelum ada peringkat
- Laporan Resmi Modulus PatahDokumen20 halamanLaporan Resmi Modulus PatahAlvin Rachmanto0% (1)
- BENDING DAN PUNTINGANDokumen25 halamanBENDING DAN PUNTINGANhisan abdillahBelum ada peringkat
- UJI_TARIK_BAJADokumen7 halamanUJI_TARIK_BAJAAgung PABelum ada peringkat
- UJI KUAT TEKAN BETON SILINDERDokumen15 halamanUJI KUAT TEKAN BETON SILINDERrendik yunaidiBelum ada peringkat
- Pengujian BrinelDokumen23 halamanPengujian Brinelmuhammad suharnoBelum ada peringkat
- Uji Lentur Panel StrukturalDokumen23 halamanUji Lentur Panel StrukturaladityoBelum ada peringkat
- Kekerasan LogamDokumen28 halamanKekerasan Logamrizky febrianBelum ada peringkat
- Kekuatan Lentur BetonDokumen6 halamanKekuatan Lentur BetonMuhammad AriefBelum ada peringkat
- Laporan Uji TarikDokumen12 halamanLaporan Uji TarikDamar AnggitBelum ada peringkat
- Laporan Uji Tarik SaputraDokumen25 halamanLaporan Uji Tarik SaputraEgil SaputraBelum ada peringkat
- Pemeriksaan Pipih Lonjong AgregatDokumen8 halamanPemeriksaan Pipih Lonjong AgregatHasbi ZBelum ada peringkat
- Grafik Hasil Pengujian Tarik Dan RumusnyaDokumen12 halamanGrafik Hasil Pengujian Tarik Dan RumusnyaJay RunsBelum ada peringkat
- Bab 2 Landasan Teori Uji TarikDokumen5 halamanBab 2 Landasan Teori Uji TarikFadhlan ZuhairBelum ada peringkat
- Tribometer Pin On DiskDokumen9 halamanTribometer Pin On DiskAndre JuliansyahBelum ada peringkat
- Praktikum Beton Modul 4 Uji Kepipihan AgregatDokumen12 halamanPraktikum Beton Modul 4 Uji Kepipihan AgregatNabilla EkhawatyBelum ada peringkat
- Diktat 2018 Semester 4 2020 PDFDokumen80 halamanDiktat 2018 Semester 4 2020 PDFFanya arifantiBelum ada peringkat
- Rencana Pelaksanaan Pembelajaran (RPP) : (Simulasi Mengajar)Dokumen6 halamanRencana Pelaksanaan Pembelajaran (RPP) : (Simulasi Mengajar)purwo trenggonoBelum ada peringkat
- Pengaruh Ukuran Dan Karakteristik Batuan Pada Penentuan Fracture Toughness Mode Rekahan I Dengan Metode Uji Brazilian Disc Dan Chevron BendDokumen11 halamanPengaruh Ukuran Dan Karakteristik Batuan Pada Penentuan Fracture Toughness Mode Rekahan I Dengan Metode Uji Brazilian Disc Dan Chevron Bendadmplant cppBelum ada peringkat
- MelalografiDokumen39 halamanMelalografiSyarifudinBelum ada peringkat
- Metode Pengujian ImpakDokumen4 halamanMetode Pengujian Impakima_brilliantBelum ada peringkat
- 207 394 1 SMDokumen8 halaman207 394 1 SMRommyBelum ada peringkat
- SambunganPakuKelingDokumen28 halamanSambunganPakuKelingfattihdiwaaBelum ada peringkat
- Bahan EvaluasiDokumen6 halamanBahan EvaluasiTKRO SMK2SBBelum ada peringkat
- Bab IDokumen3 halamanBab IMakhiyas ShubkhiBelum ada peringkat
- PEMBENTUKAN PLATDokumen10 halamanPEMBENTUKAN PLATBěnný LěgůměrBelum ada peringkat
- OPTIMASI PARAMETER PELEDAKANDokumen34 halamanOPTIMASI PARAMETER PELEDAKANIrwan Ediyanto100% (1)
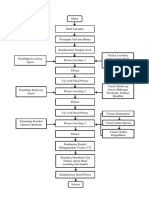
- Diagram Alir Proses PenelitianDokumen1 halamanDiagram Alir Proses PenelitianNinis NurqomariahBelum ada peringkat
- Annisaa Nurqomariah-Assg2Dokumen8 halamanAnnisaa Nurqomariah-Assg2Ninis NurqomariahBelum ada peringkat
- Annisaa Nurqomariah-Assg3Dokumen9 halamanAnnisaa Nurqomariah-Assg3Ninis NurqomariahBelum ada peringkat
- PMB Tugas I Bagian NinisDokumen1 halamanPMB Tugas I Bagian NinisNinis NurqomariahBelum ada peringkat
- Laporan Konduksi 2RDokumen46 halamanLaporan Konduksi 2RNinis NurqomariahBelum ada peringkat
- Annisaa Nurqomariah-Assg2Dokumen8 halamanAnnisaa Nurqomariah-Assg2Ninis NurqomariahBelum ada peringkat
- UU Keinsyinyuran AECDokumen3 halamanUU Keinsyinyuran AECNinis NurqomariahBelum ada peringkat
- MAKALAH PENGOLAHAN MINYAKDokumen22 halamanMAKALAH PENGOLAHAN MINYAKNinis NurqomariahBelum ada peringkat
- Tugas #2 PTKDokumen11 halamanTugas #2 PTKNinis NurqomariahBelum ada peringkat
- Presentasi MULOK XII IPA 1-Annisaa Nurqomariah-Sejarah Senjata Tradisional SulawesiTengahDokumen20 halamanPresentasi MULOK XII IPA 1-Annisaa Nurqomariah-Sejarah Senjata Tradisional SulawesiTengahNinis NurqomariahBelum ada peringkat
- Laporan Uop Absorbsi 1slDokumen31 halamanLaporan Uop Absorbsi 1slNinis NurqomariahBelum ada peringkat
- KimorDokumen3 halamanKimorNinis NurqomariahBelum ada peringkat
- Makalah Pengantar Teknik KimiaDokumen30 halamanMakalah Pengantar Teknik KimiaNinis Nurqomariah100% (2)
- Praktikum Biologi UprakDokumen6 halamanPraktikum Biologi UprakNinis NurqomariahBelum ada peringkat
- Presentasi PKDokumen11 halamanPresentasi PKNinis NurqomariahBelum ada peringkat
- Presentasi Akhlaq HG 2Dokumen36 halamanPresentasi Akhlaq HG 2Ninis NurqomariahBelum ada peringkat
- Tugas 3 Kimia Organik - Kelompok 20Dokumen7 halamanTugas 3 Kimia Organik - Kelompok 20Ninis NurqomariahBelum ada peringkat
- Tugas Kimor 8-10Dokumen2 halamanTugas Kimor 8-10Ninis NurqomariahBelum ada peringkat
- LTM PBL Mpkt-ADokumen2 halamanLTM PBL Mpkt-ANinis NurqomariahBelum ada peringkat
- Laporan Praktikum KR02Dokumen31 halamanLaporan Praktikum KR02BismaBelum ada peringkat
- Bab II Sintesis FG 3 MPKT ADokumen5 halamanBab II Sintesis FG 3 MPKT ANinis NurqomariahBelum ada peringkat
- LTM PBL 2 MPKTDokumen2 halamanLTM PBL 2 MPKTNinis NurqomariahBelum ada peringkat
- Manusia, Makna Dan Sejarah IslamDokumen17 halamanManusia, Makna Dan Sejarah IslamNinis NurqomariahBelum ada peringkat