Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Sta A4187876 21425Dokumen2 halamanSta A4187876 21425doud98Belum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- MiniQAR MK IIDokumen4 halamanMiniQAR MK IIChristina Gray0% (1)
- Geneva IntrotoBankDebt172Dokumen66 halamanGeneva IntrotoBankDebt172satishlad1288Belum ada peringkat
- Proposed Delivery For PAU/AHU Method Statement SEC/MS/3-25Dokumen4 halamanProposed Delivery For PAU/AHU Method Statement SEC/MS/3-25Zin Ko NaingBelum ada peringkat
- Domino G Series Range BrochureEN 1015Dokumen6 halamanDomino G Series Range BrochureEN 1015Adi SunnyBelum ada peringkat
- Effective ValidationDokumen7 halamanEffective ValidationAdi SunnyBelum ada peringkat
- Domino G Series Range BrochureEN 1015Dokumen6 halamanDomino G Series Range BrochureEN 1015Adi SunnyBelum ada peringkat
- Introduction to Six Sigma FundamentalsDokumen64 halamanIntroduction to Six Sigma FundamentalsAdi Sunny100% (1)
- Amgen Case StudyDokumen65 halamanAmgen Case StudyAdi SunnyBelum ada peringkat
- ISPE - SFCH - TurnOver Packages - FAT - CommissioningDokumen36 halamanISPE - SFCH - TurnOver Packages - FAT - CommissioningcoxshulerBelum ada peringkat
- JVT2004 - RiskManagement SIA CCA and RA PDFDokumen17 halamanJVT2004 - RiskManagement SIA CCA and RA PDFAdi SunnyBelum ada peringkat
- Higher Algebra - Hall & KnightDokumen593 halamanHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Queries With AND and OR OperatorsDokumen29 halamanQueries With AND and OR OperatorstrivaBelum ada peringkat
- Indian Institute of Management KozhikodeDokumen5 halamanIndian Institute of Management KozhikodepranaliBelum ada peringkat
- SAP PS Step by Step OverviewDokumen11 halamanSAP PS Step by Step Overviewanand.kumarBelum ada peringkat
- EU Letter To Liz Truss 2016Dokumen2 halamanEU Letter To Liz Truss 2016MadeleineBelum ada peringkat
- Lista Precio Septiembre 0609Dokumen75 halamanLista Precio Septiembre 0609gBelum ada peringkat
- 3) Stages of Group Development - To StudsDokumen15 halaman3) Stages of Group Development - To StudsDhannesh SweetAngelBelum ada peringkat
- Chapter 1 Qus OnlyDokumen28 halamanChapter 1 Qus OnlySaksharBelum ada peringkat
- Tutorial 5 HExDokumen16 halamanTutorial 5 HExishita.brahmbhattBelum ada peringkat
- SAP ORC Opportunities PDFDokumen1 halamanSAP ORC Opportunities PDFdevil_3565Belum ada peringkat
- Supply Chain ManagementDokumen30 halamanSupply Chain ManagementSanchit SinghalBelum ada peringkat
- 9780702072987-Book ChapterDokumen2 halaman9780702072987-Book ChaptervisiniBelum ada peringkat
- Trinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Dokumen13 halamanTrinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Immigrant & Refugee Appellate Center, LLCBelum ada peringkat
- E2 PTAct 9 7 1 DirectionsDokumen4 halamanE2 PTAct 9 7 1 DirectionsEmzy SorianoBelum ada peringkat
- Janapriya Journal of Interdisciplinary Studies - Vol - 6Dokumen186 halamanJanapriya Journal of Interdisciplinary Studies - Vol - 6abiskarBelum ada peringkat
- L-1 Linear Algebra Howard Anton Lectures Slides For StudentDokumen19 halamanL-1 Linear Algebra Howard Anton Lectures Slides For StudentHasnain AbbasiBelum ada peringkat
- Pig PDFDokumen74 halamanPig PDFNasron NasirBelum ada peringkat
- Lorilie Muring ResumeDokumen1 halamanLorilie Muring ResumeEzekiel Jake Del MundoBelum ada peringkat
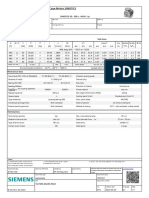
- 1LE1503-2AA43-4AA4 Datasheet enDokumen1 halaman1LE1503-2AA43-4AA4 Datasheet enAndrei LupuBelum ada peringkat
- TX Set 1 Income TaxDokumen6 halamanTX Set 1 Income TaxMarielle CastañedaBelum ada peringkat
- Growatt SPF3000TL-HVM (2020)Dokumen2 halamanGrowatt SPF3000TL-HVM (2020)RUNARUNBelum ada peringkat
- 3.4 Spending, Saving and Borrowing: Igcse /O Level EconomicsDokumen9 halaman3.4 Spending, Saving and Borrowing: Igcse /O Level EconomicsRingle JobBelum ada peringkat
- Gaspardo Operation Manual Campo 22-32-2014 01 f07011089 UsaDokumen114 halamanGaspardo Operation Manual Campo 22-32-2014 01 f07011089 UsaМихайленко МиколаBelum ada peringkat
- ANDRITZ Company Presentation eDokumen6 halamanANDRITZ Company Presentation eAnonymous OuY6oAMggxBelum ada peringkat
- Distribution of Laptop (Ha-Meem Textiles Zone)Dokumen3 halamanDistribution of Laptop (Ha-Meem Textiles Zone)Begum Nazmun Nahar Juthi MozumderBelum ada peringkat
- 7458-PM Putting The Pieces TogetherDokumen11 halaman7458-PM Putting The Pieces Togethermello06Belum ada peringkat
- Dinsmore - Gantt ChartDokumen1 halamanDinsmore - Gantt Chartapi-592162739Belum ada peringkat