Anda mungkin juga menyukai
- Jce 66 2014 10 5 1040 en PDFDokumen6 halamanJce 66 2014 10 5 1040 en PDFFederico.IoriBelum ada peringkat
- GB 5055Dokumen10 halamanGB 5055Federico.IoriBelum ada peringkat
- Technical Article Cold Formed High Strength Tubes For Structural ApplicationsDokumen12 halamanTechnical Article Cold Formed High Strength Tubes For Structural ApplicationsFederico.IoriBelum ada peringkat
- Girder Clamp Concept 1076Dokumen4 halamanGirder Clamp Concept 1076Dan Dela PeñaBelum ada peringkat
- Couplers Product GuideDokumen5 halamanCouplers Product GuideFederico.IoriBelum ada peringkat
- Mca 18 00438Dokumen10 halamanMca 18 00438Federico.IoriBelum ada peringkat
- Couplers Product GuideDokumen5 halamanCouplers Product GuideFederico.IoriBelum ada peringkat
- Design Codes and StandardsDokumen22 halamanDesign Codes and StandardsFederico.IoriBelum ada peringkat
- 03 Offshore Interface Procedure AJSDokumen15 halaman03 Offshore Interface Procedure AJShainguyenbkvhvBelum ada peringkat
- Eurocode 3 ActionsDokumen158 halamanEurocode 3 ActionsKeeran Montag100% (7)
- Notification Final 2011 126 UK en 1Dokumen69 halamanNotification Final 2011 126 UK en 1Federico.IoriBelum ada peringkat
- Metsec Purlin Technical ManualDokumen88 halamanMetsec Purlin Technical ManualAnbalaganV100% (2)
- ICC-ESR US March AnchorsDokumen1 halamanICC-ESR US March AnchorsFederico.IoriBelum ada peringkat
- ICC-ESR US March AnchorsDokumen1 halamanICC-ESR US March AnchorsFederico.IoriBelum ada peringkat
- Construction Loading: Bcsi Cfsbcsi Bcsi CfsbcsiDokumen3 halamanConstruction Loading: Bcsi Cfsbcsi Bcsi CfsbcsiFederico.IoriBelum ada peringkat
- SOUTHWEST TYPE 5GP PDS-Fireproofing PDFDokumen3 halamanSOUTHWEST TYPE 5GP PDS-Fireproofing PDFFederico.IoriBelum ada peringkat
- SOUTHWEST TYPE 5GP PDS-Fireproofing PDFDokumen3 halamanSOUTHWEST TYPE 5GP PDS-Fireproofing PDFFederico.IoriBelum ada peringkat
- AISC Design Guide 1 Table 3.2 PDFDokumen1 halamanAISC Design Guide 1 Table 3.2 PDFamine ayari100% (1)
- Recycled Paper, Fully Recyclable BrochureDokumen31 halamanRecycled Paper, Fully Recyclable BrochureFederico.IoriBelum ada peringkat
- Grout 300 TechnologyDokumen5 halamanGrout 300 TechnologyibrahimBelum ada peringkat
- Reinforcement Continuity Systems PDFDokumen12 halamanReinforcement Continuity Systems PDFFederico.IoriBelum ada peringkat
- Tenaris Structural Tubes The New Hospital in MestreDokumen20 halamanTenaris Structural Tubes The New Hospital in MestreFederico.IoriBelum ada peringkat
- Civil Engineering Magazine 2008 ArticlesDokumen12 halamanCivil Engineering Magazine 2008 ArticlesFederico.IoriBelum ada peringkat
- Reinforcing Bar Couplers-UK-IRE-Edition June 2014 - Version 3Dokumen28 halamanReinforcing Bar Couplers-UK-IRE-Edition June 2014 - Version 3Federico.IoriBelum ada peringkat
- EurocodesDokumen16 halamanEurocodesSafet CemalovicBelum ada peringkat
- Reinforcing Bar Couplers-Uk-Ire-Edition (June 2014 - Version 2)Dokumen28 halamanReinforcing Bar Couplers-Uk-Ire-Edition (June 2014 - Version 2)Federico.IoriBelum ada peringkat
- Sap BasicDokumen96 halamanSap BasicMarceloBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- S TenDokumen10 halamanS TenchusnuhBelum ada peringkat
- Blind-Bolted Shear Connections For Axially Compressed RHS Columns Strengthened With Open SectionsDokumen13 halamanBlind-Bolted Shear Connections For Axially Compressed RHS Columns Strengthened With Open Sectionsخوێندن لە ئەوروپاBelum ada peringkat
- Australian To Indian Material Equivalent ChartDokumen1 halamanAustralian To Indian Material Equivalent ChartMohammad AdilBelum ada peringkat
- 43 Normy ISO - Nove Potvrdene A Zruene April 2011Dokumen14 halaman43 Normy ISO - Nove Potvrdene A Zruene April 2011Gabi PopescuBelum ada peringkat
- Astrum BrochureDokumen20 halamanAstrum BrochureGohilakrishnan ThiagarajanBelum ada peringkat
- Bsa College OF Engineering & Technology: A Mini Project OnDokumen13 halamanBsa College OF Engineering & Technology: A Mini Project Onswitesh27Belum ada peringkat
- Is 5986-2011Dokumen14 halamanIs 5986-2011oneakshay100% (1)
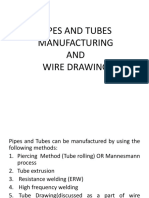
- Pipe and Tube Manufacturing and Wire - Tube Drawing-1Dokumen51 halamanPipe and Tube Manufacturing and Wire - Tube Drawing-1jayBelum ada peringkat
- Different metal casting and forging processesDokumen12 halamanDifferent metal casting and forging processesPj AndayaBelum ada peringkat
- XYZhang PDFDokumen8 halamanXYZhang PDFChandan KumarBelum ada peringkat
- Training and Development in SAILDokumen70 halamanTraining and Development in SAILShruti S KumarBelum ada peringkat
- Motor Manufacturing Process FlowDokumen8 halamanMotor Manufacturing Process FlowcmashtamoorthyBelum ada peringkat
- BS 4449 PDFDokumen20 halamanBS 4449 PDFAnonymous 8Lfqtc100% (1)
- Roll Forming Handbook: George T. HalmosDokumen6 halamanRoll Forming Handbook: George T. HalmosMarco Cruz67% (3)
- Indian Railway Fabrication SpecificationDokumen51 halamanIndian Railway Fabrication Specificationghaghra bridge100% (9)
- Chapter 2Dokumen55 halamanChapter 2Mahfuzur RahmanBelum ada peringkat
- En 10029Dokumen3 halamanEn 10029hamoody_007100% (1)
- Twenty-Five Years of Experience in Discussing Rolls and Rolling Technology PDFDokumen12 halamanTwenty-Five Years of Experience in Discussing Rolls and Rolling Technology PDFfahrgeruste3961Belum ada peringkat
- Halfen Product Informastion Technics PDFDokumen88 halamanHalfen Product Informastion Technics PDFOecoep IteemBelum ada peringkat
- Steel Sheet Piling, Cold Formed, Light Gage: Standard Specification ForDokumen2 halamanSteel Sheet Piling, Cold Formed, Light Gage: Standard Specification ForSama UmateBelum ada peringkat
- Rolling: Study SupportDokumen169 halamanRolling: Study SupportAli RayyaBelum ada peringkat
- METAL MATRIX COMPOSITES: CHEMICAL COATING METHODSDokumen16 halamanMETAL MATRIX COMPOSITES: CHEMICAL COATING METHODSsupriyo1970Belum ada peringkat
- BearingDokumen423 halamanBearingaubd100% (2)
- SMI - World Market For Clad Plate - Contents and Sample PagesDokumen29 halamanSMI - World Market For Clad Plate - Contents and Sample PagesDurjoy ChakrabortyBelum ada peringkat
- Datasheet For Metals ST 90 PCDokumen2 halamanDatasheet For Metals ST 90 PCGalBelum ada peringkat
- NES-M2032 - 2021 - (ColdRoll-High Tensile)Dokumen13 halamanNES-M2032 - 2021 - (ColdRoll-High Tensile)dpfloresBelum ada peringkat
- Mesh Tech Sheet PDFDokumen1 halamanMesh Tech Sheet PDFluisaBelum ada peringkat
- TRB Polytechnic Lecturer Civil Engineering Unit 5 Steel Structures (New Syllabus 2021) Srimaan Coaching Centre Trichy Contact 8072230063Dokumen26 halamanTRB Polytechnic Lecturer Civil Engineering Unit 5 Steel Structures (New Syllabus 2021) Srimaan Coaching Centre Trichy Contact 8072230063shanmugapriyasudhaswBelum ada peringkat
- Philips - FBH056 057 058 059 PDFDokumen5 halamanPhilips - FBH056 057 058 059 PDFVu Duc DuyBelum ada peringkat
- Astm A 6-11Dokumen63 halamanAstm A 6-11giannerysBelum ada peringkat