Anda mungkin juga menyukai
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDari EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsBelum ada peringkat
- LB-52 Lb-52u: Oh H Vu F Oh H VuDokumen1 halamanLB-52 Lb-52u: Oh H Vu F Oh H VuMohd Farid OsmanBelum ada peringkat
- Steel and Its Heat Treatment: Bofors HandbookDari EverandSteel and Its Heat Treatment: Bofors HandbookPenilaian: 2.5 dari 5 bintang2.5/5 (3)
- Product Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'Dokumen2 halamanProduct Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'RobertoBelum ada peringkat
- Product Data Sheet - OK Tigrod 13.09 PDFDokumen2 halamanProduct Data Sheet - OK Tigrod 13.09 PDFarman pangestuBelum ada peringkat
- Bohler-Welding-Germany 26Dokumen1 halamanBohler-Welding-Germany 26misthahBelum ada peringkat
- DATASHEET WELDING CONSUMABLE - ESAB OK Tubrod 15.15-Rev14Dokumen2 halamanDATASHEET WELDING CONSUMABLE - ESAB OK Tubrod 15.15-Rev14Dries VandezandeBelum ada peringkat
- European Steel and Alloy Grades: About Us EN 10248-1Dokumen2 halamanEuropean Steel and Alloy Grades: About Us EN 10248-1farshid KarpasandBelum ada peringkat
- Product Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Dokumen2 halamanProduct Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Bayu RahmanBelum ada peringkat
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Dokumen3 halamanProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'bagusrindi2801Belum ada peringkat
- Phoenix 7018 Phoenix 6013Dokumen1 halamanPhoenix 7018 Phoenix 6013Pedro SilvaBelum ada peringkat
- Flux Cored Arc Welding for Low Carbon 18%Cr-12%Ni-2%Mo Stainless SteelDokumen1 halamanFlux Cored Arc Welding for Low Carbon 18%Cr-12%Ni-2%Mo Stainless Steelmohamed AdelBelum ada peringkat
- Ok 347 AutrodDokumen2 halamanOk 347 Autrodjoao guilhermeBelum ada peringkat
- Solliid WiireDokumen6 halamanSolliid WiireVõĐìnhKhaBelum ada peringkat
- Inertfil 308lsi: MIG-MAG Wires Stainless and Heat Resistant SteelsDokumen1 halamanInertfil 308lsi: MIG-MAG Wires Stainless and Heat Resistant SteelsEdison CheongBelum ada peringkat
- Standards Approvals & Certificates: Rmrs Ce DNV-GL LR Classnk Tuv BV Abs Rina TL DBDokumen2 halamanStandards Approvals & Certificates: Rmrs Ce DNV-GL LR Classnk Tuv BV Abs Rina TL DBKhaled GamalBelum ada peringkat
- Indura Em12k-H400Dokumen2 halamanIndura Em12k-H400Rodrigo CarizBelum ada peringkat
- FICHA Técnica Weld 71T-1 PDFDokumen2 halamanFICHA Técnica Weld 71T-1 PDFCarlos Padilla67% (3)
- K-71TM K-71TLF KX-200H: Tubular Wires Mild SteelDokumen1 halamanK-71TM K-71TLF KX-200H: Tubular Wires Mild SteelIrinaBelum ada peringkat
- European Steel and Alloy GradesDokumen2 halamanEuropean Steel and Alloy Gradesfarshid KarpasandBelum ada peringkat
- Stainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16Dokumen10 halamanStainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16ManuelBelum ada peringkat
- Shield - Bright 2209 FCAW (!)Dokumen2 halamanShield - Bright 2209 FCAW (!)rajBelum ada peringkat
- Tenacito 70Dokumen1 halamanTenacito 70Luis Angel Unocc FernandezBelum ada peringkat
- Applications: TYPE: RutileDokumen1 halamanApplications: TYPE: Rutilesattar12345Belum ada peringkat
- EJ Handbook.A5Dokumen261 halamanEJ Handbook.A5ElMacheteDelHuesoBelum ada peringkat
- Barrettetig Catalogo Oerlikon 35035Dokumen44 halamanBarrettetig Catalogo Oerlikon 35035mp303Belum ada peringkat
- European Steel and Alloy GradesDokumen2 halamanEuropean Steel and Alloy Gradesfarshid KarpasandBelum ada peringkat
- Product Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDokumen3 halamanProduct Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLBelum ada peringkat
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDokumen3 halamanProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLBelum ada peringkat
- Böhler Fox CM 5 Kb electrode for creep resistant steelsDokumen1 halamanBöhler Fox CM 5 Kb electrode for creep resistant steelsjaroBelum ada peringkat
- B - Boehler EMK 6 - de - en - 5 PDFDokumen1 halamanB - Boehler EMK 6 - de - en - 5 PDFburakBelum ada peringkat
- Classifications: For 560mpa Low Temperature Service Steel (1.5% Ni)Dokumen1 halamanClassifications: For 560mpa Low Temperature Service Steel (1.5% Ni)BHARANIBelum ada peringkat
- B - Boehler DMO-IG - Ss - en - 5 PDFDokumen1 halamanB - Boehler DMO-IG - Ss - en - 5 PDFDimitris NikouBelum ada peringkat
- European Steel and Alloy Grades: S235JRG2 (1.0038)Dokumen2 halamanEuropean Steel and Alloy Grades: S235JRG2 (1.0038)farshid KarpasandBelum ada peringkat
- European Steel and Alloy GradesDokumen2 halamanEuropean Steel and Alloy Gradesfarshid KarpasandBelum ada peringkat
- Standards Approvals & Certificates: TL Tuv CWB Abs Hakc Classnk Rina DB Ce BV DNV-GL LR Tse GostDokumen3 halamanStandards Approvals & Certificates: TL Tuv CWB Abs Hakc Classnk Rina DB Ce BV DNV-GL LR Tse GostKhaled GamalBelum ada peringkat
- Supercito (E 42 5 B 32 h5)Dokumen1 halamanSupercito (E 42 5 B 32 h5)brunizzaBelum ada peringkat
- SUPERCITO MMA Electrodes for Structural and Heavy WorkDokumen1 halamanSUPERCITO MMA Electrodes for Structural and Heavy Workantonio111aBelum ada peringkat
- Autrod 1264Dokumen2 halamanAutrod 1264Anonymous yL7oldKBelum ada peringkat
- En 1011 2 Welding RecommendationsDokumen2 halamanEn 1011 2 Welding RecommendationsRam TN100% (1)
- Böhler HL 51 T-MC: Seamless Cored WireDokumen2 halamanBöhler HL 51 T-MC: Seamless Cored WireFer VFBelum ada peringkat
- CSF-71T en 2014Dokumen1 halamanCSF-71T en 2014HoangBelum ada peringkat
- CSF-71T en 2014Dokumen1 halamanCSF-71T en 2014Yousab CreatorBelum ada peringkat
- Böhler Eas 2 PW-FDDokumen1 halamanBöhler Eas 2 PW-FDHAKANBelum ada peringkat
- Ficha Técnica CarborodDokumen1 halamanFicha Técnica CarborodAndres NuñezBelum ada peringkat
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Dokumen2 halamanProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajBelum ada peringkat
- European Steel and Alloy GradesDokumen2 halamanEuropean Steel and Alloy Gradesfarshid KarpasandBelum ada peringkat
- KST 316LDokumen1 halamanKST 316LtrueavatharBelum ada peringkat
- Product Data Sheet: S 'Submerged Arc Welding'Dokumen1 halamanProduct Data Sheet: S 'Submerged Arc Welding'adanmeneses1Belum ada peringkat
- Boehler CM2-UPDokumen1 halamanBoehler CM2-UPdiahBelum ada peringkat
- European Steel and Alloy Grades: S235JRC (1.0122)Dokumen2 halamanEuropean Steel and Alloy Grades: S235JRC (1.0122)farshid KarpasandBelum ada peringkat
- European Steel and Alloy GradesDokumen2 halamanEuropean Steel and Alloy Gradesfarshid KarpasandBelum ada peringkat
- Electroced LB52Dokumen1 halamanElectroced LB52ramadh diyyazBelum ada peringkat
- Fincord DB: MMA Electrodes C-MN and Low-Alloy SteelsDokumen1 halamanFincord DB: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaBelum ada peringkat
- NI-182 Victory ENICRFE-3 Electrode Data SheetDokumen1 halamanNI-182 Victory ENICRFE-3 Electrode Data SheetgianBelum ada peringkat
- Böhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileDokumen1 halamanBöhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileRaviTeja BhamidiBelum ada peringkat
- Product Data Sheet for OK AristoRod 12.50Dokumen2 halamanProduct Data Sheet for OK AristoRod 12.50João GuilhermeBelum ada peringkat
- European Steel and Alloy Grades: 20nicrmo2-2 (1.6523)Dokumen2 halamanEuropean Steel and Alloy Grades: 20nicrmo2-2 (1.6523)farshid KarpasandBelum ada peringkat
- Scheda Tecnica: IT-SG1 Itb-Sg1Dokumen1 halamanScheda Tecnica: IT-SG1 Itb-Sg1ITALFIL S.p.A.Belum ada peringkat
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Dokumen2 halamanUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaBelum ada peringkat
- Welding Inspection Level 2 Exam Prep: TechnologyDokumen11 halamanWelding Inspection Level 2 Exam Prep: TechnologyMohd Farid OsmanBelum ada peringkat
- Preparation CSWIP 3.1Dokumen10 halamanPreparation CSWIP 3.1Mohd Farid OsmanBelum ada peringkat
- Section 2Dokumen31 halamanSection 2Mohd Farid OsmanBelum ada peringkat
- Section 1 Typical Duties of Welding InspectorsDokumen13 halamanSection 1 Typical Duties of Welding InspectorsMohd Farid OsmanBelum ada peringkat
- Welding Inspection Level 2 - Paper 5 Technology - Exercise IVDokumen10 halamanWelding Inspection Level 2 - Paper 5 Technology - Exercise IVMohd Farid Osman100% (1)
- Practical Penetrant Inspection (NDT30P) : World Centre For Materials Joining TechnologyDokumen59 halamanPractical Penetrant Inspection (NDT30P) : World Centre For Materials Joining TechnologyMohd Farid OsmanBelum ada peringkat
- Section 3Dokumen36 halamanSection 3Mohd Farid OsmanBelum ada peringkat
- Welding Inspection Level 2 - Paper 5 Technology - Exercise IVDokumen10 halamanWelding Inspection Level 2 - Paper 5 Technology - Exercise IVMohd Farid Osman100% (1)
- Section 1 Typical Duties of Welding InspectorsDokumen13 halamanSection 1 Typical Duties of Welding InspectorsMohd Farid OsmanBelum ada peringkat
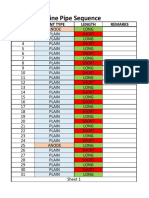
- Line Pipe Sequence PDFDokumen24 halamanLine Pipe Sequence PDFMohd Farid OsmanBelum ada peringkat
- PT-MT Kurs NotuDokumen300 halamanPT-MT Kurs NotuBahadir TekinBelum ada peringkat
- Coating Thickness Instrument - CertificateDokumen1 halamanCoating Thickness Instrument - CertificateMohd Farid OsmanBelum ada peringkat
- Surface Preparation Standards Comparison ChartDokumen2 halamanSurface Preparation Standards Comparison ChartajuhaseenBelum ada peringkat
- AWS Welding Inspection Course & CWI Exam PrepDokumen2 halamanAWS Welding Inspection Course & CWI Exam PrepMohd Farid OsmanBelum ada peringkat
- Welding HandbookDokumen197 halamanWelding Handbookali652272583% (6)
- I-Rakyat - Pay Others in Other Bank - Acknowledgement PDFDokumen1 halamanI-Rakyat - Pay Others in Other Bank - Acknowledgement PDFMohd Farid OsmanBelum ada peringkat
- Norsok M CR 501r1Dokumen19 halamanNorsok M CR 501r1Peter AllisonBelum ada peringkat
- Electrode Cert PDFDokumen5 halamanElectrode Cert PDFMohd Farid OsmanBelum ada peringkat
- PSL-04 Exam AvailabilityDokumen13 halamanPSL-04 Exam AvailabilityMohd Farid OsmanBelum ada peringkat
- WWTP TOP SLAB FORMWORK DESIGN CALCULATION BASE PLATE DESIGNDokumen2 halamanWWTP TOP SLAB FORMWORK DESIGN CALCULATION BASE PLATE DESIGNshihabBelum ada peringkat
- Hook DimensionsDokumen8 halamanHook DimensionsapscranesdesignBelum ada peringkat
- Boiler Water Treatment and TestDokumen56 halamanBoiler Water Treatment and TestRayhaan Ahmed KhanBelum ada peringkat
- Medical Gas Piping SpecDokumen22 halamanMedical Gas Piping Specvvg100% (1)
- Flanges Price List - 2018 - PDFDokumen3 halamanFlanges Price List - 2018 - PDFsithulibraBelum ada peringkat
- Bahir Dar University: Submitted To: Submission DateDokumen24 halamanBahir Dar University: Submitted To: Submission DateTeshale TumlchaBelum ada peringkat
- Us Designingsheetmetal wp-4Dokumen8 halamanUs Designingsheetmetal wp-4Nguyễn Hữu Quốc KhánhBelum ada peringkat
- Iso 6362 1 2012 en PDFDokumen8 halamanIso 6362 1 2012 en PDFcongnghe lyBelum ada peringkat
- Aiag Cqi-9Dokumen78 halamanAiag Cqi-9Jorge FernandezBelum ada peringkat
- Types of NC SystemsDokumen2 halamanTypes of NC SystemsKrishna MohanBelum ada peringkat
- A-Pdf Merger DemoDokumen9 halamanA-Pdf Merger DemoSaptarshi ChatterjeeBelum ada peringkat
- HAEUSLER Broschure Pipemill en WebDokumen20 halamanHAEUSLER Broschure Pipemill en WebmahotkatBelum ada peringkat
- Recipes For Making Pigments:: Cobalt BlueDokumen3 halamanRecipes For Making Pigments:: Cobalt BlueChristian VegegaBelum ada peringkat
- Asme IxDokumen98 halamanAsme IxNam KhansomboonBelum ada peringkat
- Aluminum Doors and WindowsDokumen6 halamanAluminum Doors and Windowsmoytabura96Belum ada peringkat
- Finance 1, Philippine MoneyDokumen46 halamanFinance 1, Philippine MoneyAbegail Uyaco-Salvador92% (12)
- 46 Thermit WeldingDokumen7 halaman46 Thermit WeldingAkhilesh KumarBelum ada peringkat
- Boring machine guideDokumen23 halamanBoring machine guideToufique YalsangikarBelum ada peringkat
- Injection Molding A Smart Watch Case - Star RapidDokumen8 halamanInjection Molding A Smart Watch Case - Star RapidMukeet MalikBelum ada peringkat
- Engineering Materials: ReadingDokumen4 halamanEngineering Materials: ReadingKhắc Hoàng BùiBelum ada peringkat
- 52crmov4 PDFDokumen3 halaman52crmov4 PDFMartin HristovBelum ada peringkat
- DIN G S 17 CrMo 5-5Dokumen1 halamanDIN G S 17 CrMo 5-5kaushal sagarBelum ada peringkat
- SPCR - CabawanDokumen12 halamanSPCR - CabawanReycia Vic QuintanaBelum ada peringkat
- Astm G58Dokumen7 halamanAstm G58pachosilverBelum ada peringkat
- Advantages and Application of PCD and CBN ToolsDokumen14 halamanAdvantages and Application of PCD and CBN ToolsMark EnriquezBelum ada peringkat
- Surface Grinding Process ExplainedDokumen4 halamanSurface Grinding Process ExplainedyowiskieBelum ada peringkat
- Comptability GuideDokumen32 halamanComptability Guideemperor_vamsiBelum ada peringkat
- 2-ASME Section IIDokumen22 halaman2-ASME Section IIazam RazzaqBelum ada peringkat
- Asme Section 8 Div 1 - RTDokumen12 halamanAsme Section 8 Div 1 - RTGulfnde Industrial ServiceBelum ada peringkat
- Surge ArresterDokumen5 halamanSurge Arresterlkt_pestechBelum ada peringkat