Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
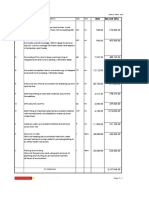
- Rate Amount (TZS) : Page 2 / 1Dokumen12 halamanRate Amount (TZS) : Page 2 / 1SmartPave Construction Tanzania.50% (4)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- CH 15Dokumen55 halamanCH 15Yota KimireBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- A Guide To BS en 998 - 1 and BS en 998 - 2Dokumen6 halamanA Guide To BS en 998 - 1 and BS en 998 - 2Emmanuel MzenaBelum ada peringkat
- Method Statement Fabrication of Girder - Rev4Dokumen49 halamanMethod Statement Fabrication of Girder - Rev4John Rom Cabadongga100% (1)
- Inspection Summary: Quality CertificateDokumen1 halamanInspection Summary: Quality Certificateananda_beloshe75Belum ada peringkat
- Tmit 1803 Completion Schedule r9Dokumen122 halamanTmit 1803 Completion Schedule r9ananda_beloshe75Belum ada peringkat
- Comparison EN8D - Is 2062Dokumen1 halamanComparison EN8D - Is 2062ananda_beloshe75Belum ada peringkat
- Testrep - Lock NutDokumen2 halamanTestrep - Lock Nutananda_beloshe75Belum ada peringkat
- Preferred Tol and FitsDokumen9 halamanPreferred Tol and Fitsananda_beloshe75Belum ada peringkat
- Steelwork Preparation S 1 EeplDokumen6 halamanSteelwork Preparation S 1 Eeplananda_beloshe75Belum ada peringkat
- Digital Lab OvenDokumen3 halamanDigital Lab Ovenananda_beloshe75Belum ada peringkat
- 55 Ni CR Mo V7Dokumen1 halaman55 Ni CR Mo V7ananda_beloshe75Belum ada peringkat
- Work Instructions For Blasting PaintingDokumen2 halamanWork Instructions For Blasting Paintingananda_beloshe75Belum ada peringkat
- TC For AVM WasherDokumen4 halamanTC For AVM Washerananda_beloshe75Belum ada peringkat
- Foerderwalze B209Dokumen2 halamanFoerderwalze B209ananda_beloshe75Belum ada peringkat
- Guarantee Certificate For SRDokumen1 halamanGuarantee Certificate For SRananda_beloshe75Belum ada peringkat
- Shah Brothers Ispat Pvt. LTDDokumen1 halamanShah Brothers Ispat Pvt. LTDananda_beloshe75Belum ada peringkat
- Test Report Only For Information: Echaar Equipments PVT - Ltd. (UNIT-I)Dokumen2 halamanTest Report Only For Information: Echaar Equipments PVT - Ltd. (UNIT-I)ananda_beloshe75Belum ada peringkat
- Om Śrī Paramātmane Nama . Atha Saptadaśo'dhyāya . ŚraddhātrayavibhāgayogaDokumen2 halamanOm Śrī Paramātmane Nama . Atha Saptadaśo'dhyāya . Śraddhātrayavibhāgayogaananda_beloshe75Belum ada peringkat
- 100mm MTCDokumen2 halaman100mm MTCananda_beloshe75100% (1)
- Geeta 12 - ChinmayDokumen4 halamanGeeta 12 - Chinmayananda_beloshe75Belum ada peringkat
- Lorex Tape Stretching LinesDokumen2 halamanLorex Tape Stretching LinesAriful IslamBelum ada peringkat
- CDDL Questions Rail TenderDokumen3 halamanCDDL Questions Rail TenderMd. Rasel UzzamanBelum ada peringkat
- Reviewer 2Dokumen5 halamanReviewer 2Nini JimbuuBelum ada peringkat
- Cable TrayDokumen4 halamanCable TraySoltani AliBelum ada peringkat
- Classification of Dense Shaped Refractory Products - : Part 3: Basic Products Containing From 7 % To 50 % Residual CarbonDokumen10 halamanClassification of Dense Shaped Refractory Products - : Part 3: Basic Products Containing From 7 % To 50 % Residual Carbondong ganBelum ada peringkat
- Characterization of New Cellulose Sansevieria Ehrenbergii Fibers For Polymer CompositesDokumen21 halamanCharacterization of New Cellulose Sansevieria Ehrenbergii Fibers For Polymer CompositesMartin ContardeBelum ada peringkat
- Flat Slab: Advanced RCC RoofsDokumen21 halamanFlat Slab: Advanced RCC RoofsIMRAN KHANBelum ada peringkat
- Sikagrout - 200 PT: Product Data SheetDokumen3 halamanSikagrout - 200 PT: Product Data SheetFrancis Hiro LedunaBelum ada peringkat
- Kajian Penggunaan Batu Laterit Dari Kecamatan Tenggarong Seberang Pada Campuran Asphalt Concrete - Binder Course (Ac-Bc)Dokumen8 halamanKajian Penggunaan Batu Laterit Dari Kecamatan Tenggarong Seberang Pada Campuran Asphalt Concrete - Binder Course (Ac-Bc)ashadi asriBelum ada peringkat
- Lubrizol Performance Builders Catalogue-Commodity IngredientsDokumen3 halamanLubrizol Performance Builders Catalogue-Commodity IngredientsShBelum ada peringkat
- EMPC2015 - Wire Bonding of Au-Coated Ag Wire Bondwire Properties, Bondability andDokumen4 halamanEMPC2015 - Wire Bonding of Au-Coated Ag Wire Bondwire Properties, Bondability andChong Leong GanBelum ada peringkat
- Advanced Concrete Technology Assignment-1 High Performance ConcreteDokumen12 halamanAdvanced Concrete Technology Assignment-1 High Performance Concreteyedida v r aviswanadhBelum ada peringkat
- NON-METALLIC RIGID CONDUIT - Lesson PlanDokumen5 halamanNON-METALLIC RIGID CONDUIT - Lesson PlanBriant King Peñas100% (1)
- Wolsong Tritium Removal Facility TritiumDokumen30 halamanWolsong Tritium Removal Facility TritiumCodrut CoiceaBelum ada peringkat
- Specialty Phosphate Esters Selector Guide: ME FormulationsDokumen1 halamanSpecialty Phosphate Esters Selector Guide: ME FormulationszoilaBelum ada peringkat
- 0620 w17 QP 22 PDFDokumen16 halaman0620 w17 QP 22 PDFyuke kristinaBelum ada peringkat
- EPS in Road Construction-Current Situation in GermanyDokumen19 halamanEPS in Road Construction-Current Situation in GermanyNCS40 Trương Quốc BảoBelum ada peringkat
- Armaflex Tube Insulation CatalogueDokumen4 halamanArmaflex Tube Insulation CatalogueRiyas UdheenBelum ada peringkat
- Vent-Line / In-Line Crimped Metal Flame Arrester: ObjectiveDokumen2 halamanVent-Line / In-Line Crimped Metal Flame Arrester: ObjectiveHector Flores MarcosBelum ada peringkat
- Widening EstimateDokumen76 halamanWidening EstimateSangram MundeBelum ada peringkat
- COCKATOODokumen5 halamanCOCKATOOgecikacBelum ada peringkat
- fLAME TESTDokumen6 halamanfLAME TESTkemcanaboBelum ada peringkat
- Improved Processing of Highly Filled Calcium Carbonate CompoundsDokumen25 halamanImproved Processing of Highly Filled Calcium Carbonate CompoundshelenBelum ada peringkat
- Welding Processes - Chapter 31Dokumen109 halamanWelding Processes - Chapter 31xharpreetx100% (1)
- Pouring Concrete 1floorDokumen2 halamanPouring Concrete 1floorNimas AfinaBelum ada peringkat
- Standard Mechanical Seals Pusher Seals: Product Description Technical FeaturesDokumen2 halamanStandard Mechanical Seals Pusher Seals: Product Description Technical FeaturesabasakBelum ada peringkat