Anda mungkin juga menyukai
- Care and Use Guide Rig Mate Creeper WinchDokumen8 halamanCare and Use Guide Rig Mate Creeper Winchmoha19841Belum ada peringkat
- Project Report Ultratech CemntDokumen149 halamanProject Report Ultratech CemntNirav Parmar80% (5)
- Elevator Spider Maintenance Inspection & Wear DataDokumen2 halamanElevator Spider Maintenance Inspection & Wear DataHector BarriosBelum ada peringkat
- Maf JBL Siil V9Dokumen1 halamanMaf JBL Siil V9Hasnat Nahid HimelBelum ada peringkat
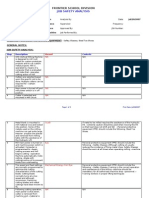
- Precision Drilling International Task Risk Assessment WorksheetDokumen1 halamanPrecision Drilling International Task Risk Assessment WorksheetAbdul Hameed OmarBelum ada peringkat
- F 19 Stealth Fighter PDFDokumen2 halamanF 19 Stealth Fighter PDFSabrinaBelum ada peringkat
- DAIRY FARM GROUP - Redesign of Business Systems and Processes - Case AnalysisDokumen5 halamanDAIRY FARM GROUP - Redesign of Business Systems and Processes - Case Analysisbinzidd007Belum ada peringkat
- Apqp (Concept Explanation)Dokumen6 halamanApqp (Concept Explanation)mierulsBelum ada peringkat
- CNC Vertical Milling Machine-JOB PROCEDUREDokumen3 halamanCNC Vertical Milling Machine-JOB PROCEDUREpraveen_kumar_119Belum ada peringkat
- 206B-FF Flange Facer ManualDokumen22 halaman206B-FF Flange Facer ManualKmelt39Belum ada peringkat
- MRF-08 - Top Drive GreasingDokumen1 halamanMRF-08 - Top Drive GreasingAbdul Hameed OmarBelum ada peringkat
- HSE-RA-067 Threading Machine - Rev 0Dokumen14 halamanHSE-RA-067 Threading Machine - Rev 0عمروBelum ada peringkat
- Running TubingDokumen3 halamanRunning TubingAbdul Hameed OmarBelum ada peringkat
- Milling MachineDokumen1 halamanMilling MachineYücel SayBelum ada peringkat
- 2-07 1. Tools and Equipment: Changing LinersDokumen2 halaman2-07 1. Tools and Equipment: Changing LinersAbdul Hameed OmarBelum ada peringkat
- Caught Between - Spooling Cable Results in An InjuryDokumen2 halamanCaught Between - Spooling Cable Results in An InjuryAbdul Hameed OmarBelum ada peringkat
- Tools and Equipment: 2-08 Changing Suction ModuleDokumen2 halamanTools and Equipment: 2-08 Changing Suction ModuleAbdul Hameed OmarBelum ada peringkat
- Derrick Escape Descender - Instruction ManualDokumen12 halamanDerrick Escape Descender - Instruction ManualSteve WatsonBelum ada peringkat
- Responsibilities of Rig Superintendent StudyDokumen7 halamanResponsibilities of Rig Superintendent StudyAnonymous VNu3ODGavBelum ada peringkat
- Arabian Drilling Company Rig Specific Procedure AD - 32 Manriding OperationDokumen5 halamanArabian Drilling Company Rig Specific Procedure AD - 32 Manriding OperationinfonexusBelum ada peringkat
- Manual 000004336Dokumen19 halamanManual 000004336ridho_kresnaBelum ada peringkat
- Safety Alert: From The International Association of Drilling ContractorsDokumen1 halamanSafety Alert: From The International Association of Drilling ContractorsJohnHynesBelum ada peringkat
- Safety Communications Log Sheet 2008Dokumen1 halamanSafety Communications Log Sheet 2008Abdul Hameed OmarBelum ada peringkat
- Adjust Brake On Draw WorksDokumen1 halamanAdjust Brake On Draw WorksDQE040 HSSEBelum ada peringkat
- Safety Alert: Driller Inattention Results in Dropped BlocksDokumen1 halamanSafety Alert: Driller Inattention Results in Dropped Blockscase013Belum ada peringkat
- MaxiRider ManualDokumen36 halamanMaxiRider ManualSalam Elec fsuptBelum ada peringkat
- Drilling Rig Selection Guide Page 06 of 13Dokumen1 halamanDrilling Rig Selection Guide Page 06 of 13Shodji Mabunga100% (1)
- Service Report: Intervantione On TDS Canrig 1250ACDokumen1 halamanService Report: Intervantione On TDS Canrig 1250ACAbdelghani ZitouniBelum ada peringkat
- Bore Pump Lookup Data (MC Rev B)Dokumen12 halamanBore Pump Lookup Data (MC Rev B)chrisBelum ada peringkat
- HSE Alert 07-16 Damage To Drilling Mast IncidentDokumen1 halamanHSE Alert 07-16 Damage To Drilling Mast IncidentSajid HussainBelum ada peringkat
- TECHWELD - Catalog - F2019 2020Dokumen48 halamanTECHWELD - Catalog - F2019 2020Alquin Lunag100% (1)
- Foam InductorDokumen6 halamanFoam InductorDipanjan Chakrabarti100% (1)
- Safety Alert: Tong Incident Results in A FatalityDokumen1 halamanSafety Alert: Tong Incident Results in A FatalityVimal SinghBelum ada peringkat
- Short Fall Results in A FatalityDokumen1 halamanShort Fall Results in A FatalityAbdul Hameed OmarBelum ada peringkat
- D&Wo Lifting Equipment Matrix - January-14-2020Dokumen2 halamanD&Wo Lifting Equipment Matrix - January-14-2020Mohammed Nabil AVBelum ada peringkat
- 30-100 High-Torque Casing Tong: ApplicationsDokumen1 halaman30-100 High-Torque Casing Tong: ApplicationsLuis Arreaza BelisarioBelum ada peringkat
- Stahl PDFDokumen20 halamanStahl PDFLuis LopezBelum ada peringkat
- Instruction Sheet: W-Series Hydraulic Torque WrenchesDokumen40 halamanInstruction Sheet: W-Series Hydraulic Torque WrenchesShag Shaggy100% (1)
- Gripper Die Block: Removal and InstallationDokumen5 halamanGripper Die Block: Removal and InstallationJuan Pablo Villazon RichterBelum ada peringkat
- #15 Laying Down PipeDokumen1 halaman#15 Laying Down PipekhurramBelum ada peringkat
- Valve Seat Inspection and LappingDokumen3 halamanValve Seat Inspection and LappingCristian BoselliBelum ada peringkat
- Baoji Engineering YM-16IIF Hydraulic Cathead Operations ManualDokumen22 halamanBaoji Engineering YM-16IIF Hydraulic Cathead Operations ManualDhrubajyoti BoraBelum ada peringkat
- Have You Been SET-UP? A Brief Discussion On Job Hazard Analysis (Jha)Dokumen30 halamanHave You Been SET-UP? A Brief Discussion On Job Hazard Analysis (Jha)Ian KoBelum ada peringkat
- Doc. 20-1715 Rev D (9/12/1005) Pneumatic Spider Operating Procedure ManualDokumen12 halamanDoc. 20-1715 Rev D (9/12/1005) Pneumatic Spider Operating Procedure ManualGregory StewartBelum ada peringkat
- Back PoshtDokumen2 halamanBack Poshtmhn yBelum ada peringkat
- Surface Exploration Drilling Checklist: Guidance NoteDokumen5 halamanSurface Exploration Drilling Checklist: Guidance NoteZulfiqar HyderBelum ada peringkat
- Job Safety Analysis (Jsa) : DQE International Iraq BranchDokumen4 halamanJob Safety Analysis (Jsa) : DQE International Iraq Branchhassan100% (1)
- B+V Manual BVE 752000-Y-H-VC-DDokumen73 halamanB+V Manual BVE 752000-Y-H-VC-DIRWIN_DSOUZA100% (1)
- PSC Ergodyne Range 2021Dokumen45 halamanPSC Ergodyne Range 2021Project Sales CorpBelum ada peringkat
- Catalog BVE BVS 500 Air Operated ElevatorSpiderDokumen62 halamanCatalog BVE BVS 500 Air Operated ElevatorSpideryelmustafaaliBelum ada peringkat
- Equipment / Machinery Checklist: BlankDokumen4 halamanEquipment / Machinery Checklist: BlankJason Maldonado0% (1)
- SLP STD 28 CHIKSANDokumen20 halamanSLP STD 28 CHIKSANmashanghBelum ada peringkat
- B+V-Manual - BVC75-200-Rev004-20052010 - ENGDokumen42 halamanB+V-Manual - BVC75-200-Rev004-20052010 - ENGZEESHAN ASHRAFBelum ada peringkat
- Drill Pipe - 114477340Dokumen7 halamanDrill Pipe - 114477340Rüstəm Emrah QədirovBelum ada peringkat
- Bending RollsDokumen1 halamanBending Rollsvasu_suvaBelum ada peringkat
- Pages From PS 21 NOVDokumen1 halamanPages From PS 21 NOVHanyBelum ada peringkat
- JSA HEMP Well Services Pg25-30Dokumen5 halamanJSA HEMP Well Services Pg25-30Ashok SureshBelum ada peringkat
- MP-005 Change Relief Valve On Mud Pump.Dokumen2 halamanMP-005 Change Relief Valve On Mud Pump.khurramBelum ada peringkat
- 4197 Emsco 602 DWR SignedDokumen11 halaman4197 Emsco 602 DWR SignedMohammed Ali YoussefBelum ada peringkat
- Air-Winch Manual PDFDokumen56 halamanAir-Winch Manual PDFQuyet Nguyen0% (1)
- Safety & Operating Manual: Power Crimp 707 CrimperDokumen20 halamanSafety & Operating Manual: Power Crimp 707 CrimpervankarpBelum ada peringkat
- Research For ME ShopDokumen37 halamanResearch For ME ShopGrace LuceroBelum ada peringkat
- Heavy Duty Tablesaw By: InvictaDokumen23 halamanHeavy Duty Tablesaw By: InvictaReniê ÁvilaBelum ada peringkat
- SR1013 Service Manual 10-20Dokumen40 halamanSR1013 Service Manual 10-20Francisco PestañoBelum ada peringkat
- Third Party Inspection ScopeDokumen1 halamanThird Party Inspection ScopeAshok SureshBelum ada peringkat
- P16MBA4Dokumen2 halamanP16MBA4Ashok SureshBelum ada peringkat
- Technical Information APP. 5 Field of Application:: 6 Bar/10 Bar /16 BarDokumen2 halamanTechnical Information APP. 5 Field of Application:: 6 Bar/10 Bar /16 BarAshok SureshBelum ada peringkat
- P16MBA3Dokumen4 halamanP16MBA3Ashok SureshBelum ada peringkat
- Small Engine Reassembly - GDLCDokumen40 halamanSmall Engine Reassembly - GDLCAshok SureshBelum ada peringkat
- Demco DM Iom PDFDokumen24 halamanDemco DM Iom PDFAshok SureshBelum ada peringkat
- Drilling Chokes BrochureDokumen12 halamanDrilling Chokes BrochureAshok SureshBelum ada peringkat
- Design Calculation: Part No: 16 FS 4950 CAL 001 Material: AISI 4130 Yield Strength, Sy 75,000 Psi. MinDokumen1 halamanDesign Calculation: Part No: 16 FS 4950 CAL 001 Material: AISI 4130 Yield Strength, Sy 75,000 Psi. MinAshok SureshBelum ada peringkat
- For Reference: Material: SS 304 3 MM ThickDokumen2 halamanFor Reference: Material: SS 304 3 MM ThickAshok SureshBelum ada peringkat
- Adapter CouplingDokumen48 halamanAdapter CouplingIan_SmythBelum ada peringkat
- Appendix B Approved List of MaterialsDokumen33 halamanAppendix B Approved List of MaterialsAshok Suresh0% (1)
- PVCMC 0501 Us PDFDokumen40 halamanPVCMC 0501 Us PDFAshok SureshBelum ada peringkat
- BOM, Rig PlatformDokumen1 halamanBOM, Rig PlatformAshok SureshBelum ada peringkat
- Gate ValvesDokumen20 halamanGate ValvesaliBelum ada peringkat
- Chiksan Original Swivel Joints: A Complete Line of Swivel Joints For Drilling, Production, and Well ServicingDokumen16 halamanChiksan Original Swivel Joints: A Complete Line of Swivel Joints For Drilling, Production, and Well Servicingger80Belum ada peringkat
- Bhel ProductDokumen10 halamanBhel ProductAshok Suresh100% (1)
- Api 620 - 2002Dokumen12 halamanApi 620 - 2002ductaiutc100% (1)
- ERP Project - FinalDokumen66 halamanERP Project - FinalHiral PatelBelum ada peringkat
- Production Management MCQDokumen17 halamanProduction Management MCQnagu100% (1)
- Republic of Indonesia Ministry of Transportation: Moored Balloons, Kites, Unmanned Rockets and Unmanned Free BalloonsDokumen12 halamanRepublic of Indonesia Ministry of Transportation: Moored Balloons, Kites, Unmanned Rockets and Unmanned Free BalloonsastriwiditakBelum ada peringkat
- Chapter 3-Categories of MessagesDokumen2 halamanChapter 3-Categories of MessagesFahmi PrayogiBelum ada peringkat
- Aristo Interactive Geography 2nd Edition Book C5Dokumen81 halamanAristo Interactive Geography 2nd Edition Book C5thomas011122100% (1)
- SM - Presentation Viva NamitaDokumen33 halamanSM - Presentation Viva NamitaMayur ApparelsBelum ada peringkat
- Norflow Controls: Gate Valves, Globe Valves, NON Return ValvesDokumen5 halamanNorflow Controls: Gate Valves, Globe Valves, NON Return ValvesnorflowvalvesBelum ada peringkat
- BRF+ Output ManagementDokumen5 halamanBRF+ Output Managementarunakumarbiswal100% (3)
- Cardiff University International ProspectusDokumen48 halamanCardiff University International ProspectusEric SunwayBelum ada peringkat
- Tyler Scott - Professional PortfolioDokumen7 halamanTyler Scott - Professional Portfolioapi-266320901Belum ada peringkat
- Iso 4034-5Dokumen10 halamanIso 4034-5Debkov RomanBelum ada peringkat
- Bow Tie ModelDokumen5 halamanBow Tie ModelJOEBelum ada peringkat
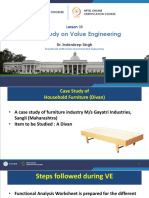
- Case Study On Value Engineering: Lesson 10Dokumen16 halamanCase Study On Value Engineering: Lesson 10arunBelum ada peringkat
- Civil Engineering ProjectsDokumen3 halamanCivil Engineering ProjectsMarvin Bryant Medina50% (2)
- Interview Questions For Sap SD PDFDokumen50 halamanInterview Questions For Sap SD PDFRajan S PrasadBelum ada peringkat
- List of Tools, Equipment and Materials For Assessment CenterDokumen7 halamanList of Tools, Equipment and Materials For Assessment CenterVillamor NiezBelum ada peringkat
- Caycho Cespedes - Structural Characterization of Ecommerce - ResumenDokumen2 halamanCaycho Cespedes - Structural Characterization of Ecommerce - ResumenEmmanuel Elías Vela PolancoBelum ada peringkat
- Manufacturing Process EAT 227: Week 0 IntroductionsDokumen6 halamanManufacturing Process EAT 227: Week 0 IntroductionsabdulazizBelum ada peringkat
- High Solids StrategyDokumen12 halamanHigh Solids StrategyGladys Anne ZubiriBelum ada peringkat
- 255.woodworking IndustryDokumen7 halaman255.woodworking IndustryGian Luca Riva RiquelmeBelum ada peringkat
- MRTS25 Steel Reinforced Precast Concrete PipesDokumen23 halamanMRTS25 Steel Reinforced Precast Concrete Pipeswhutton11Belum ada peringkat
- Al Nasser ProfileDokumen35 halamanAl Nasser ProfileMuthana JalladBelum ada peringkat
- HRS Plate Heat Exchangers ManualDokumen15 halamanHRS Plate Heat Exchangers ManualMichał KisielewskiBelum ada peringkat
- Rotary & Centrifugal Filters: by Nofal UmairDokumen11 halamanRotary & Centrifugal Filters: by Nofal UmairRickson Viahul Rayan CBelum ada peringkat
- ARISTONDokumen60 halamanARISTONKasaimBelum ada peringkat