Anda mungkin juga menyukai
- Ing Elect.Dokumen1 halamanIng Elect.Anonymous EvAY5nSdBelum ada peringkat
- WB-CENTRUM-Curso Desarrollo Personal de Desarrollo + Teoría U - 2020Dokumen45 halamanWB-CENTRUM-Curso Desarrollo Personal de Desarrollo + Teoría U - 2020Diego ElorrietaBelum ada peringkat
- Cronograma IADokumen1 halamanCronograma IAAnonymous EvAY5nSdBelum ada peringkat
- Referencias A FavorDokumen2 halamanReferencias A FavorAnonymous EvAY5nSdBelum ada peringkat
- Jennifer Joanna AnistonDokumen4 halamanJennifer Joanna AnistonAnonymous EvAY5nSdBelum ada peringkat
- Asientos InterDokumen10 halamanAsientos InterAnonymous EvAY5nSdBelum ada peringkat
- Proforma: RUC: 20602924654 Energit Technology EirlDokumen1 halamanProforma: RUC: 20602924654 Energit Technology EirlAnonymous EvAY5nSdBelum ada peringkat
- Planta GeneralDokumen1 halamanPlanta GeneralAnonymous EvAY5nSdBelum ada peringkat
- CimentaciónDokumen1 halamanCimentaciónAnonymous EvAY5nSdBelum ada peringkat
- Plano Arreglo General - Puente Grua 45t - 22.5t-ModelDokumen1 halamanPlano Arreglo General - Puente Grua 45t - 22.5t-ModelAnonymous EvAY5nSdBelum ada peringkat
- Det Cubierta 2Dokumen1 halamanDet Cubierta 2Anonymous EvAY5nSdBelum ada peringkat
- Activar Project CMDDokumen1 halamanActivar Project CMDAnonymous EvAY5nSdBelum ada peringkat
- Arco ParabolicoDokumen1 halamanArco ParabolicoAnonymous EvAY5nSdBelum ada peringkat
- PDFDokumen27 halamanPDFDenis Marin RamirezBelum ada peringkat
- Sistema de Bombeo en Hoja de CalculoDokumen10 halamanSistema de Bombeo en Hoja de CalculoAnonymous EvAY5nSdBelum ada peringkat
- Cotizar PIGDokumen1 halamanCotizar PIGAnonymous EvAY5nSdBelum ada peringkat
- AlvinesCh SDokumen91 halamanAlvinesCh SAnonymous EvAY5nSdBelum ada peringkat
- Plenum DobleDokumen3 halamanPlenum DobleAnonymous EvAY5nSdBelum ada peringkat
- MikuyeatDokumen1 halamanMikuyeatAnonymous EvAY5nSdBelum ada peringkat
- Asamblea Elant 28.11.22Dokumen16 halamanAsamblea Elant 28.11.22Anonymous EvAY5nSdBelum ada peringkat
- Hoja Datos-Aplicacion COSASCO ProbetasDokumen4 halamanHoja Datos-Aplicacion COSASCO ProbetasAnonymous EvAY5nSdBelum ada peringkat
- Calculos Hidraulicos Urubamba ADokumen14 halamanCalculos Hidraulicos Urubamba AAnonymous EvAY5nSdBelum ada peringkat
- MC Huanchay Rev.04Dokumen21 halamanMC Huanchay Rev.04Anonymous EvAY5nSdBelum ada peringkat
- Tec 00306 B81Dokumen121 halamanTec 00306 B81Anonymous EvAY5nSdBelum ada peringkat
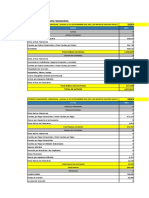
- Estados FinancierosDokumen116 halamanEstados FinancierosAnonymous EvAY5nSdBelum ada peringkat
- Osinergmin PER F1 Formato ReclamoDokumen2 halamanOsinergmin PER F1 Formato ReclamoAnonymous EvAY5nSdBelum ada peringkat
- Rojas LLKSDokumen202 halamanRojas LLKSAnonymous EvAY5nSdBelum ada peringkat
- Cemento PremezcladoDokumen2 halamanCemento PremezcladoAnonymous EvAY5nSdBelum ada peringkat
- Manual KartcherDokumen24 halamanManual KartcherAnonymous EvAY5nSdBelum ada peringkat
- Dobladora de FierroDokumen1 halamanDobladora de FierroAnonymous EvAY5nSdBelum ada peringkat
- CRISPRCas 9Dokumen17 halamanCRISPRCas 9omar barreraBelum ada peringkat
- Actividad#3Dokumen3 halamanActividad#3Angeles CortesBelum ada peringkat
- CaféDokumen22 halamanCaféDenis OlivasBelum ada peringkat
- Thermo Scientific Ramsey Serie 14: Pesometro de Alta PrecisiónDokumen4 halamanThermo Scientific Ramsey Serie 14: Pesometro de Alta PrecisiónFrancisco Alberto Díaz LarrondoBelum ada peringkat
- Tema 3Dokumen5 halamanTema 3PERCY TORRES AVALOSBelum ada peringkat
- Manual Vmware WorkstationDokumen45 halamanManual Vmware WorkstationVictor Manuel Rojas SamameBelum ada peringkat
- Precontrato M2P Sin OIF EsDokumen3 halamanPrecontrato M2P Sin OIF Es2ym2x6ms7jBelum ada peringkat
- Act - IntU4 - DMFPDokumen11 halamanAct - IntU4 - DMFPDANIEL MICHEL FERNANDEZ PALMABelum ada peringkat
- Gestion Del Talento Humano Por CompetenciasDokumen8 halamanGestion Del Talento Humano Por CompetenciasSirleyOspinaBelum ada peringkat
- Plan Estratégico de Desarrollo Local Colonia Caroya: Área: Usos Del Suelo Y Ordenamiento UrbanoDokumen33 halamanPlan Estratégico de Desarrollo Local Colonia Caroya: Área: Usos Del Suelo Y Ordenamiento UrbanoAlicia Marina CavallinBelum ada peringkat
- Guia de Actividades y Rúbrica de Evaluación - Fase 5 - Implementación y Evaluación de La Política Pública de DeporteDokumen5 halamanGuia de Actividades y Rúbrica de Evaluación - Fase 5 - Implementación y Evaluación de La Política Pública de Deporteeducacion superiorBelum ada peringkat
- 1 Convocatoria Estudiantes Prope 2-2021Dokumen1 halaman1 Convocatoria Estudiantes Prope 2-2021Anónimo LatinoamericaBelum ada peringkat
- Calculo Limite Jorge Tarea 2Dokumen15 halamanCalculo Limite Jorge Tarea 2Yeraldin Galindo rodriguezBelum ada peringkat
- Clase 4.4 - Función LinealDokumen30 halamanClase 4.4 - Función LinealCourse hero1Belum ada peringkat
- Ficha - Eca Proyecto-6 Act - Semana 32 Bte-Bgu 2doDokumen3 halamanFicha - Eca Proyecto-6 Act - Semana 32 Bte-Bgu 2doDarlyn Betbony ToyBetBelum ada peringkat
- Ensayo Pelicula 1Dokumen5 halamanEnsayo Pelicula 1Larissa Canul VillacisBelum ada peringkat
- Riesgo Por Presiones AnormalesDokumen22 halamanRiesgo Por Presiones AnormalesDavid ArteagaBelum ada peringkat
- Grado 10 Sociales Segunda Guerra MundialDokumen3 halamanGrado 10 Sociales Segunda Guerra Mundialblanca isabel tapieroBelum ada peringkat
- Infografía MarketingDokumen4 halamanInfografía MarketingJennyfer GutiérrezBelum ada peringkat
- Eda 5 - 1 y 2 - Vi Ciclo Sociales ModificadoDokumen8 halamanEda 5 - 1 y 2 - Vi Ciclo Sociales ModificadoMartinMoriArrunateguiBelum ada peringkat
- Modelo de Silabo Lemm 2014Dokumen8 halamanModelo de Silabo Lemm 2014Paulino Humberto Jave ChicloteBelum ada peringkat
- Informe Vereda Los SochesDokumen5 halamanInforme Vereda Los SochesProtohistoriadorBelum ada peringkat
- Anexo-Fase 2 - Grupo403026 - 14Dokumen20 halamanAnexo-Fase 2 - Grupo403026 - 14Sonia Alejandra Martinez Viveros100% (1)
- Capítulo 1. MARCO TEÓRICODokumen34 halamanCapítulo 1. MARCO TEÓRICOkerive7Belum ada peringkat
- Partida de PicoyDokumen14 halamanPartida de PicoyALVA SAAVEDRA HENRYBelum ada peringkat
- Para Mapa MentalDokumen4 halamanPara Mapa MentalTahgBelum ada peringkat
- Preguntas Fre Cuente S Ley de ChequesDokumen3 halamanPreguntas Fre Cuente S Ley de ChequesEduardo BeltranzBelum ada peringkat
- Aprendizaje Basado en Competencias Una Propuesta para La Evaluacion de Las Competencias GenericasDokumen30 halamanAprendizaje Basado en Competencias Una Propuesta para La Evaluacion de Las Competencias GenericasAdriana Torres Romero100% (1)
- Squat Back 1Dokumen27 halamanSquat Back 1Mauricio CarvajalBelum ada peringkat
- Programa Trazabilidad de La Madera Herramientas de Gestion y Comercio Responsable de La MaderaDokumen2 halamanPrograma Trazabilidad de La Madera Herramientas de Gestion y Comercio Responsable de La MaderaGremer Quispe LobonBelum ada peringkat