Anda mungkin juga menyukai
- Brick Work in SrilankaDokumen10 halamanBrick Work in SrilankaRanga KalharaBelum ada peringkat
- Dramix - JointlessDokumen25 halamanDramix - Jointlesswidayat81100% (1)
- Module 7 (Maintenance Practices) Sub Module 7.11 (Bearings)Dokumen15 halamanModule 7 (Maintenance Practices) Sub Module 7.11 (Bearings)Interogator5Belum ada peringkat
- Autoclaved Aerated Concrete 1Dokumen22 halamanAutoclaved Aerated Concrete 1Abhi NandBelum ada peringkat
- Floors: ARC 2380 Construction and Materials-IiiDokumen60 halamanFloors: ARC 2380 Construction and Materials-IiiAlisha KhanBelum ada peringkat
- Sika Concrete Hand BookDokumen151 halamanSika Concrete Hand BookIwan TirtaBelum ada peringkat
- Chapter 5 MortarDokumen6 halamanChapter 5 MortarSabrina AlyaBelum ada peringkat
- Flooring Solutions - Seamless Flooring Systems - SaDokumen28 halamanFlooring Solutions - Seamless Flooring Systems - SajakovBelum ada peringkat
- BPD Master Catalogue-2Dokumen18 halamanBPD Master Catalogue-2Dr. Manamohan R KalgalBelum ada peringkat
- Bison Hollow Core FloorsDokumen16 halamanBison Hollow Core FloorsJohn WoodsBelum ada peringkat
- Curing Cement PlasterDokumen3 halamanCuring Cement PlasterChristian LlagasBelum ada peringkat
- Tyco UhpDokumen6 halamanTyco UhpalokBelum ada peringkat
- Report Overview Specifying Detailing Masonry ConstructionDokumen62 halamanReport Overview Specifying Detailing Masonry ConstructionDavid O'MearaBelum ada peringkat
- Tiling Over Movement JointsDokumen14 halamanTiling Over Movement JointspankajBelum ada peringkat
- Concrete: Various Terms Used / Steps For Concreting Operation A) BatchingDokumen5 halamanConcrete: Various Terms Used / Steps For Concreting Operation A) BatchingDARK KnightBelum ada peringkat
- Gyproc Regular BoardsDokumen6 halamanGyproc Regular BoardsRadhika Veerala100% (1)
- FootingDokumen121 halamanFootingAras H.MBelum ada peringkat
- ARDEX Guide To Waterproofing Liquid Applied MembranesDokumen88 halamanARDEX Guide To Waterproofing Liquid Applied MembranesMoataz MedhatBelum ada peringkat
- Precast Concrete DetailsDokumen5 halamanPrecast Concrete Detailstwinkle4545Belum ada peringkat
- Technology Profile Glass Fibre Reinforced Gypsum (GFRG) Panel Building SystemDokumen8 halamanTechnology Profile Glass Fibre Reinforced Gypsum (GFRG) Panel Building SystemQ8123Belum ada peringkat
- Seismic Retrofitting MasonryDokumen16 halamanSeismic Retrofitting MasonryHamza BakriBelum ada peringkat
- Fair FacedDokumen15 halamanFair FacedBabor HossainBelum ada peringkat
- Pre Cast WallDokumen18 halamanPre Cast WallRyan Jhes TolentinoBelum ada peringkat
- Bond Strength Between Interfaces of ConcreteDokumen21 halamanBond Strength Between Interfaces of ConcreteBhaskar AlapatiBelum ada peringkat
- Building Defects Ali 03Dokumen26 halamanBuilding Defects Ali 03Ali Azhar RajputBelum ada peringkat
- Christian Lopez - Mortar BookletDokumen9 halamanChristian Lopez - Mortar BookletCHRISTIAN COLLIN LOPEZBelum ada peringkat
- Nitoflor BrochureDokumen13 halamanNitoflor BrochureMaha MuflehBelum ada peringkat
- BOQ For Construction of Boundary Wall in QTR No. III-31 in Colony Sector at MANIT PDFDokumen2 halamanBOQ For Construction of Boundary Wall in QTR No. III-31 in Colony Sector at MANIT PDFVeena NageshBelum ada peringkat
- Monarch Engineered Panel Mounting Systems Catalog PDFDokumen106 halamanMonarch Engineered Panel Mounting Systems Catalog PDFcornelius matibiniBelum ada peringkat
- Lime Mortar Design Guide January 2018Dokumen10 halamanLime Mortar Design Guide January 2018kj55Belum ada peringkat
- How Aggregate Cement Ratio Affect Workability of ConcreteDokumen3 halamanHow Aggregate Cement Ratio Affect Workability of Concretevenkateswara rao pothinaBelum ada peringkat
- Is 2212 1991Dokumen29 halamanIs 2212 1991Gotcha148Belum ada peringkat
- Common Defects in PlasterDokumen2 halamanCommon Defects in PlasterRm1262Belum ada peringkat
- Sik A Green Streak Presentation 2Dokumen34 halamanSik A Green Streak Presentation 2hahaerBelum ada peringkat
- Glass Fiber Reinforced Concrete (GFRC) - tcm45-340690Dokumen6 halamanGlass Fiber Reinforced Concrete (GFRC) - tcm45-340690murdicksBelum ada peringkat
- PilingDokumen34 halamanPilingHariz HilmanBelum ada peringkat
- ASTM C28C28M (2015) Standard Specification For Gypsum PlastersDokumen5 halamanASTM C28C28M (2015) Standard Specification For Gypsum PlastersKatherine CarabaliBelum ada peringkat
- Construction of Primary Hospital ExcelDokumen58 halamanConstruction of Primary Hospital ExcelDipesh BasnetBelum ada peringkat
- Pamphlet On Quality Assurance For Cement PlasteringDokumen4 halamanPamphlet On Quality Assurance For Cement PlasteringD V BHASKARBelum ada peringkat
- 3 Final Plates PDFDokumen48 halaman3 Final Plates PDFAriane Joyze BronzalBelum ada peringkat
- Shotcrete TechnologyDokumen11 halamanShotcrete TechnologyShubhamKumarBelum ada peringkat
- Concrete Admixtures: For Durable & Sustainable ConstructionDokumen11 halamanConcrete Admixtures: For Durable & Sustainable ConstructionShridhar VaidyaBelum ada peringkat
- Expansion Joint Waterproofing Specs - SD Combiflex SG v2Dokumen5 halamanExpansion Joint Waterproofing Specs - SD Combiflex SG v2VIJAYTECH CONSULTANTS PVT. LTD.Belum ada peringkat
- Oman Ophiolite Precast - Corporate BrochureDokumen24 halamanOman Ophiolite Precast - Corporate BrochurePSPBelum ada peringkat
- Bond and Compressive Strength of Masonry For Locally Available BricksDokumen8 halamanBond and Compressive Strength of Masonry For Locally Available BricksKamran JavedBelum ada peringkat
- 05 - Clay Brick Technical Guide - WebDokumen12 halaman05 - Clay Brick Technical Guide - WebBrian PierceBelum ada peringkat
- How To Prevent Water Penetration in Brick Masonry WallsDokumen4 halamanHow To Prevent Water Penetration in Brick Masonry WallscarmeloBelum ada peringkat
- EXPANDIT 10 Mortar Comparison TestDokumen1 halamanEXPANDIT 10 Mortar Comparison TestLaura GarcíaBelum ada peringkat
- Design Principles For Roof Steel TrussDokumen17 halamanDesign Principles For Roof Steel TrussNasir AhmedBelum ada peringkat
- Brick CalculationsDokumen13 halamanBrick CalculationsMirza Mustansir BaigBelum ada peringkat
- MortarDokumen3 halamanMortarrghazzaoui1793Belum ada peringkat
- B-06 Stone Masonry1Dokumen13 halamanB-06 Stone Masonry1Akhlaq HussainBelum ada peringkat
- Grout CatalogDokumen36 halamanGrout CatalogJohneey DeepBelum ada peringkat
- Cyclopean MasonryDokumen11 halamanCyclopean MasonryArash BarbuBelum ada peringkat
- GRCA Specification PDFDokumen15 halamanGRCA Specification PDFrencydBelum ada peringkat
- Structural Building Defects - Crack in FoundationDokumen4 halamanStructural Building Defects - Crack in Foundationmyrayaya100% (1)
- Cement: CIEN 30023 S.Y. 2ND SEM 2020-2021Dokumen32 halamanCement: CIEN 30023 S.Y. 2ND SEM 2020-2021Mhervin BisisBelum ada peringkat
- TB Manual 7 Dec19Dokumen44 halamanTB Manual 7 Dec19Brett RobertsBelum ada peringkat
- The City Is Our Home The Spatial Dimensions of Urban Homelessness Master Thesis by Amritha BallalDokumen2 halamanThe City Is Our Home The Spatial Dimensions of Urban Homelessness Master Thesis by Amritha Ballalmanjunatha9333Belum ada peringkat
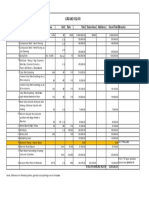
- Additional Excluded Item Rates01Dokumen1 halamanAdditional Excluded Item Rates01manjunatha9333Belum ada peringkat
- Additional Excluded Item Rates03Dokumen1 halamanAdditional Excluded Item Rates03manjunatha9333100% (1)
- Additional Excluded Item Rates02Dokumen1 halamanAdditional Excluded Item Rates02manjunatha9333Belum ada peringkat
- Additional Excluded Item RatesDokumen1 halamanAdditional Excluded Item Ratesmanjunatha9333Belum ada peringkat
- Kitchen Lam ColorDokumen1 halamanKitchen Lam Colormanjunatha9333Belum ada peringkat
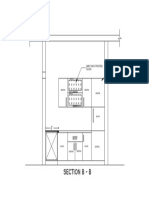
- Section A - A: Brown White WhiteDokumen1 halamanSection A - A: Brown White Whitemanjunatha9333Belum ada peringkat
- DF Solyseal Brochure 55 1 PDFDokumen6 halamanDF Solyseal Brochure 55 1 PDFmanjunatha9333Belum ada peringkat
- Colonial Architecture in MadrasDokumen28 halamanColonial Architecture in Madrasmanjunatha933380% (5)
- G. Boothroyd, Fundamentals of Metal Machining and Machine Tools.Dokumen89 halamanG. Boothroyd, Fundamentals of Metal Machining and Machine Tools.n100% (1)
- BA2 Project 3.3 Site Analysis Briefing NoterDokumen2 halamanBA2 Project 3.3 Site Analysis Briefing NoterjamespeloBelum ada peringkat
- Literature Survey of Abrasive Wear in Hydraulic Machinery Truscot PDFDokumen22 halamanLiterature Survey of Abrasive Wear in Hydraulic Machinery Truscot PDFJunaid MasoodiBelum ada peringkat
- RIMA Datenblatt TADokumen3 halamanRIMA Datenblatt TAnicolaslebigre.stsBelum ada peringkat
- Gang ADokumen46 halamanGang Aganga6013Belum ada peringkat
- Hitachi Understanding Your XRF A Guide For Plating ShopsDokumen23 halamanHitachi Understanding Your XRF A Guide For Plating ShopsKeith LutonBelum ada peringkat
- Revitalizing Vertical Lineshaft TurbinesDokumen7 halamanRevitalizing Vertical Lineshaft TurbinesRagerishcire KanaalaqBelum ada peringkat
- Sweat On Paste - IdDokumen1 halamanSweat On Paste - IdPraveen KumarBelum ada peringkat
- Farah Hani - Fatihah Zainal - BMCG 4833Dokumen25 halamanFarah Hani - Fatihah Zainal - BMCG 4833Farah AlzahariBelum ada peringkat
- 18 MCE 35 M.arslan AssignmentDokumen5 halaman18 MCE 35 M.arslan AssignmentmuhammadarslanBelum ada peringkat
- Lubricant Reference ManualDokumen27 halamanLubricant Reference ManualNguyen Tien Quy100% (6)
- Gölz Fs250eDokumen44 halamanGölz Fs250edrmassterBelum ada peringkat
- Tarkett Contract PlusDokumen4 halamanTarkett Contract PlusFloorkitBelum ada peringkat
- Specialized Bike User GuideDokumen6 halamanSpecialized Bike User GuideSteve JenkinsBelum ada peringkat
- PHD Pajaczkowski Piotr PDFDokumen162 halamanPHD Pajaczkowski Piotr PDFChristopher GarciaBelum ada peringkat
- G E C V: Overnment Ngineering Ollege AlsadDokumen50 halamanG E C V: Overnment Ngineering Ollege AlsadAditya PatelBelum ada peringkat
- MP IiDokumen51 halamanMP IiMarthandeBelum ada peringkat
- JIP Compressor FoulingDokumen3 halamanJIP Compressor FoulinglvicencioaBelum ada peringkat
- 10 5445ir1000117585 PDFDokumen131 halaman10 5445ir1000117585 PDFsubramanianBelum ada peringkat
- RotoTec 1.0 EVDokumen83 halamanRotoTec 1.0 EVروشان فاطمة روشانBelum ada peringkat
- CES 352 Material Testing: Experiment No. 3.2Dokumen6 halamanCES 352 Material Testing: Experiment No. 3.2Wasuwat PetprakobBelum ada peringkat
- Recent Advances in Spline Couplings Reliability Recent Advances in Spline Couplings ReliabilityDokumen8 halamanRecent Advances in Spline Couplings Reliability Recent Advances in Spline Couplings ReliabilityRehan AhmedBelum ada peringkat
- Corrosion Inhibitors PDFDokumen184 halamanCorrosion Inhibitors PDFNgoVietCuong100% (2)
- What Are Mechanical Seals?: Sap PartsDokumen16 halamanWhat Are Mechanical Seals?: Sap PartsBalasubramanian MuthukumarBelum ada peringkat
- INA FAG Corrosion Resistant Products RVSDokumen140 halamanINA FAG Corrosion Resistant Products RVSYoga0% (1)
- Morgan Advanced Materials Collector Brochure English ModifiedDokumen12 halamanMorgan Advanced Materials Collector Brochure English Modifiedra suBelum ada peringkat
- publications Anl Gov:Anlpubs:2013:09:77152Dokumen52 halamanpublications Anl Gov:Anlpubs:2013:09:77152Dr. Stan Wardel BA, MA, MChem, MBA, DPhil, DSc.Belum ada peringkat
- Bearing Design - KAronDesignGuideRevE030405Dokumen44 halamanBearing Design - KAronDesignGuideRevE030405Grafton MontgomeryBelum ada peringkat
- Advanced Tribological Coatings For Heavy-Duty Applications: Case StudiesDokumen148 halamanAdvanced Tribological Coatings For Heavy-Duty Applications: Case StudiesAngel LeonBelum ada peringkat