Anda mungkin juga menyukai
- AS 1627 9 2002 Metal Finishing PreparationDokumen13 halamanAS 1627 9 2002 Metal Finishing Preparationlearsi0% (1)
- ISO Standards Information For Surface PreparationDokumen5 halamanISO Standards Information For Surface Preparationtharindu100% (1)
- BS en Iso 08501-3-2007 (BS 7079-A3-2006)Dokumen16 halamanBS en Iso 08501-3-2007 (BS 7079-A3-2006)Shankar GurusamyBelum ada peringkat
- ISO 8504-2-02 (Surface Preparation Methods) PDFDokumen19 halamanISO 8504-2-02 (Surface Preparation Methods) PDFSilvia Alejandra Caicedo Castellanos100% (2)
- BS en Iso 11125-2-1997 (2000) BS 7079-E7-1994Dokumen12 halamanBS en Iso 11125-2-1997 (2000) BS 7079-E7-1994Shankar Gurusamy100% (1)
- Touch Up and Repair of Galvanized SteelDokumen5 halamanTouch Up and Repair of Galvanized SteelkhuzafaBelum ada peringkat
- Exova Coating TestingDokumen19 halamanExova Coating TestingMehman NasibovBelum ada peringkat
- Standard Specification For Hot Dip GalvanizingDokumen4 halamanStandard Specification For Hot Dip GalvanizingNuzul Furqony100% (1)
- Exova Coating System Compliance StatementDokumen1 halamanExova Coating System Compliance StatementSaravan KumarBelum ada peringkat
- High Yield Sections for Offshore ProjectsDokumen4 halamanHigh Yield Sections for Offshore ProjectsFYBelum ada peringkat
- Iso 8504-1 PDFDokumen11 halamanIso 8504-1 PDFJonBelum ada peringkat
- BS en ISO 3248-2001-BS 3900-G7-1998-Paints and VarnishesDokumen14 halamanBS en ISO 3248-2001-BS 3900-G7-1998-Paints and VarnishesVenkata RaoBelum ada peringkat
- Nace Table 3Dokumen2 halamanNace Table 3gana_1783100% (1)
- AS 3894-3 Method 3 Dry-Film-ThicknessDokumen29 halamanAS 3894-3 Method 3 Dry-Film-Thicknessjonathan nachiroBelum ada peringkat
- Sis 05 59 00Dokumen1 halamanSis 05 59 00PhoolPhoolBelum ada peringkat
- ISO 1512-1991 (Partial)Dokumen9 halamanISO 1512-1991 (Partial)smupy_122-1Belum ada peringkat
- Defining Mechanical Surface Preparation Standards With Power ToolsDokumen8 halamanDefining Mechanical Surface Preparation Standards With Power ToolsAryo Wicaksono100% (1)
- Interesting Manual PDFDokumen20 halamanInteresting Manual PDFthyskie100% (2)
- 1-2006Dokumen8 halaman1-2006Asanka RodrigoBelum ada peringkat
- Galvosil 15680 Data SheetDokumen2 halamanGalvosil 15680 Data Sheetn00b1810Belum ada peringkat
- Iso 3549Dokumen18 halamanIso 3549veraBelum ada peringkat
- Pull-Off Adhesion TestingDokumen7 halamanPull-Off Adhesion TestingRANJITHBelum ada peringkat
- FPC AsfDokumen24 halamanFPC AsfSherif YehiaBelum ada peringkat
- Chemical Petrochemical Coatings GuideDokumen5 halamanChemical Petrochemical Coatings GuideFreddy Carl FredricksenBelum ada peringkat
- 1 - 2012 - Cranes - Wheels and Tracks Copy-TRDokumen28 halaman1 - 2012 - Cranes - Wheels and Tracks Copy-TRmehmet türeBelum ada peringkat
- Iso 8502 6 2006Dokumen9 halamanIso 8502 6 2006Evan YushavaBelum ada peringkat
- ISO 8501 Corrosion Protection oDokumen4 halamanISO 8501 Corrosion Protection oemtedadBelum ada peringkat
- Iso 4628 Part 1-Qty of DefectsDokumen11 halamanIso 4628 Part 1-Qty of Defectsjasminnee100% (3)
- ISO - IsO Standards - IsO - TC 44 - SC 5 - Testing and Inspection of WeldsDokumen4 halamanISO - IsO Standards - IsO - TC 44 - SC 5 - Testing and Inspection of Weldssunilsharma853380Belum ada peringkat
- FS2005 - Rev.4 Specification For Protective CoatingDokumen67 halamanFS2005 - Rev.4 Specification For Protective CoatingRudolph Rednose100% (2)
- Polythionic Acid Stress Corrosion CrackingDokumen3 halamanPolythionic Acid Stress Corrosion Crackingvajidqc100% (1)
- DATA SHEET ISO 8502-3 Dust Tape Test Kit PDFDokumen1 halamanDATA SHEET ISO 8502-3 Dust Tape Test Kit PDFhamza2085Belum ada peringkat
- Saso Gso 1438 2003 e PDFDokumen12 halamanSaso Gso 1438 2003 e PDFshafeeqm3086Belum ada peringkat
- DIN en 10160 - Ultrasonic Testing of Steel Flat Products of Thickness Equal or Greater Than 6 MM (Reflection Method) - 1999Dokumen14 halamanDIN en 10160 - Ultrasonic Testing of Steel Flat Products of Thickness Equal or Greater Than 6 MM (Reflection Method) - 1999DylkanWings100% (1)
- Luxathane 5000 Polyurethane High Gloss Finish: Technical DataDokumen3 halamanLuxathane 5000 Polyurethane High Gloss Finish: Technical DataPV AnandBelum ada peringkat
- Measurements of Dry Film Coating Thickness On SteelDokumen2 halamanMeasurements of Dry Film Coating Thickness On SteelKrizia Meiahn Catalon100% (1)
- Norsok M101Dokumen62 halamanNorsok M101Anonymous FHkX0ABelum ada peringkat
- As NZS 1580.481.1.10-1998 Paints and Related Materials - Methods of Test Coatings - Exposed To Weathering - DDokumen2 halamanAs NZS 1580.481.1.10-1998 Paints and Related Materials - Methods of Test Coatings - Exposed To Weathering - DSAI Global - APAC100% (1)
- Norsok Systems No7 August 2022Dokumen3 halamanNorsok Systems No7 August 2022angelito bernalBelum ada peringkat
- Hempadur Avantguard 750 1736g - Product DatasheetDokumen2 halamanHempadur Avantguard 750 1736g - Product DatasheetWisnu Wardhana0% (1)
- Paints and Varnishes - General Tests Methods - Vol 1.2 - IndexDokumen6 halamanPaints and Varnishes - General Tests Methods - Vol 1.2 - IndexGilberto ManhattanBelum ada peringkat
- BS en ISO 10855-2-2018 - Offshore Containers PDFDokumen24 halamanBS en ISO 10855-2-2018 - Offshore Containers PDFMaher ZaraîBelum ada peringkat
- Sand Blasting Standards - Swedish SA 1, SA 2, SA 2.5, SA 3 VsDokumen14 halamanSand Blasting Standards - Swedish SA 1, SA 2, SA 2.5, SA 3 Vsalizadeh22220% (1)
- PCI Study Guide Module Roles of QA and QC InspectorsDokumen158 halamanPCI Study Guide Module Roles of QA and QC InspectorsShakirBelum ada peringkat
- BS 3900-E7-1974 - Methods of Test Fro PaintsDokumen8 halamanBS 3900-E7-1974 - Methods of Test Fro PaintsmardhiahBelum ada peringkat
- 6 Sigma PaintDokumen38 halaman6 Sigma PaintAnonymous fvO1W3Belum ada peringkat
- Water-Soluble Salts On Substrate - Bresle MethodDokumen5 halamanWater-Soluble Salts On Substrate - Bresle Methodjasminnee100% (1)
- ISO 2878 Determines Electrical Resistance of Rubber ProductsDokumen8 halamanISO 2878 Determines Electrical Resistance of Rubber ProductsKSS100% (1)
- Quality HandbookDokumen8 halamanQuality HandbookGuillermo Guerrero VacasBelum ada peringkat
- Jotun TDSDokumen2 halamanJotun TDSBiju_PottayilBelum ada peringkat
- 8501-2-Previous Coat Surface PreparationDokumen28 halaman8501-2-Previous Coat Surface Preparationamnaj100% (2)
- BS PD 970 (2005)Dokumen50 halamanBS PD 970 (2005)Tulasidas MalajiBelum ada peringkat
- IAB-041-02 (IW Inspection Personnel)Dokumen43 halamanIAB-041-02 (IW Inspection Personnel)Teddy TP100% (1)
- ISO 1459 Hots Dip GalvanizingDokumen4 halamanISO 1459 Hots Dip GalvanizingLe Van TamBelum ada peringkat
- KARUMEL EX4412 fusion epoxy coatingDokumen4 halamanKARUMEL EX4412 fusion epoxy coatingABAID ULLAHBelum ada peringkat
- Iso 08504-1Dokumen12 halamanIso 08504-1Akram DriraBelum ada peringkat
- Preparation of Steel Substrates Before PaintingDokumen34 halamanPreparation of Steel Substrates Before PaintingHassan Feki100% (1)
- Iso 08504-2Dokumen16 halamanIso 08504-2Akram DriraBelum ada peringkat
- ISO 8501-3 Preparation Grades of Welds, Cut Edges and Other Area With Surface ImperfectionsDokumen9 halamanISO 8501-3 Preparation Grades of Welds, Cut Edges and Other Area With Surface ImperfectionsPn Thanh100% (2)
- Iso 08502-1Dokumen12 halamanIso 08502-1Hassan FekiBelum ada peringkat
- Proposed Development of Fantasy IslandDokumen1 halamanProposed Development of Fantasy IslandmgmgnyeinzawBelum ada peringkat
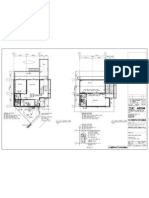
- Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanProposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Proposed Development of Fantasy IslandDokumen1 halamanProposed Development of Fantasy IslandmgmgnyeinzawBelum ada peringkat
- Acm12105 FBB e 1004Dokumen1 halamanAcm12105 FBB e 1004mgmgnyeinzawBelum ada peringkat
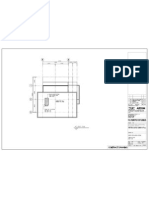
- Proposed 2nd Storey Plan for Fantasy Island DevelopmentDokumen1 halamanProposed 2nd Storey Plan for Fantasy Island DevelopmentmgmgnyeinzawBelum ada peringkat
- Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanProposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanProposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanProposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanProposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Proposed Development of Fantasy IslandDokumen1 halamanProposed Development of Fantasy IslandmgmgnyeinzawBelum ada peringkat
- Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanProposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Acm12105 FBB e 1005Dokumen1 halamanAcm12105 FBB e 1005mgmgnyeinzawBelum ada peringkat
- Proposed Development of Fantasy Island BatamDokumen1 halamanProposed Development of Fantasy Island BatammgmgnyeinzawBelum ada peringkat
- Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanProposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Acm12105 FBB e 1005Dokumen1 halamanAcm12105 FBB e 1005mgmgnyeinzawBelum ada peringkat
- A B A B: Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanA B A B: Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Acm12105 FBB e 1007Dokumen1 halamanAcm12105 FBB e 1007mgmgnyeinzawBelum ada peringkat
- Air-Conditioning Unit Schedule for Forest BungalowsDokumen1 halamanAir-Conditioning Unit Schedule for Forest BungalowsmgmgnyeinzawBelum ada peringkat
- A B A B: Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanA B A B: Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanProposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Air Conditioning and Ventilation Schedule for Fantasy Island DevelopmentDokumen1 halamanAir Conditioning and Ventilation Schedule for Fantasy Island DevelopmentmgmgnyeinzawBelum ada peringkat
- Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanProposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Proposed Development of Fantasy Island BatamDokumen1 halamanProposed Development of Fantasy Island BatammgmgnyeinzawBelum ada peringkat
- Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanProposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Air Conditioning and Ventilation Schedule for Fantasy Island DevelopmentDokumen1 halamanAir Conditioning and Ventilation Schedule for Fantasy Island DevelopmentmgmgnyeinzawBelum ada peringkat
- A B A B: Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanA B A B: Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanProposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Acmp11 BM026 CV M 1010Dokumen1 halamanAcmp11 BM026 CV M 1010mgmgnyeinzawBelum ada peringkat
- A B A B: Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)Dokumen1 halamanA B A B: Proposed Development of Funtasy Island at Pulau Manis, Batam, Provinsi Kepulauan Riau, Indonesia - (Package A)mgmgnyeinzawBelum ada peringkat
- Acmp11-Wu026-S-4024 0Dokumen1 halamanAcmp11-Wu026-S-4024 0mgmgnyeinzawBelum ada peringkat
- Approved List of Manufacturers: Line Pipes (Carbon/Alloy Steel)Dokumen4 halamanApproved List of Manufacturers: Line Pipes (Carbon/Alloy Steel)Sourav Kumar GuptaBelum ada peringkat
- Schwab Product Catalogue 2015 (53 - 0112 - 14)Dokumen100 halamanSchwab Product Catalogue 2015 (53 - 0112 - 14)andresboy123Belum ada peringkat
- MIMSDokumen2 halamanMIMSDivyaDevadasAnvekarBelum ada peringkat
- 3AH4 Breaker Cn (油品 P26)Dokumen29 halaman3AH4 Breaker Cn (油品 P26)kokonut1128Belum ada peringkat
- CSD Counter Drone Systems ReportDokumen23 halamanCSD Counter Drone Systems ReportmrkuroiBelum ada peringkat
- GT Kompetitor parts list comparisonDokumen4 halamanGT Kompetitor parts list comparisonrachmad syahputraBelum ada peringkat
- HuskyDokumen10 halamanHuskypreetimurali100% (1)
- DesuperheatersDokumen8 halamanDesuperheatersmuhdrijasmBelum ada peringkat
- cs2071 New Notes 1Dokumen34 halamancs2071 New Notes 1intelinsideocBelum ada peringkat
- Why Geomechanical Reservoir KpiDokumen43 halamanWhy Geomechanical Reservoir KpiKevin MusterBelum ada peringkat
- UGC MarketingDokumen16 halamanUGC MarketingJK MarketingBelum ada peringkat
- 199408Dokumen93 halaman199408denis alvarezBelum ada peringkat
- Right ShipDokumen25 halamanRight ShipEmmBelum ada peringkat
- SuperStr 14Dokumen1 halamanSuperStr 14Poshan DhunganaBelum ada peringkat
- GLARE - History of The Development of A New Aircraft MaterialDokumen229 halamanGLARE - History of The Development of A New Aircraft MaterialklausoshoBelum ada peringkat
- Screw Conveyor O&M ManualDokumen20 halamanScrew Conveyor O&M Manualjay b100% (1)
- R Programming CheatsheetDokumen6 halamanR Programming CheatsheetAnand PrasadBelum ada peringkat
- CAS PDII - Owners ManualDokumen6 halamanCAS PDII - Owners ManualRoberto SalaBelum ada peringkat
- Boeco Mantas de CalentamientoDokumen2 halamanBoeco Mantas de CalentamientoJhon VallejoBelum ada peringkat
- Appointment Reciept GDokumen3 halamanAppointment Reciept GSanBelum ada peringkat
- CADAM 2000 - Model ParametersDokumen3 halamanCADAM 2000 - Model ParametersAqua MaBelum ada peringkat
- Ficha Tecnica Viking PDFDokumen11 halamanFicha Tecnica Viking PDFRichie ChicolBelum ada peringkat
- A Day in The Life of A Proactive Maintenance TechnicianDokumen6 halamanA Day in The Life of A Proactive Maintenance TechnicianAshraf Al KirkuklyBelum ada peringkat
- Hytherm 500, 600Dokumen2 halamanHytherm 500, 600Oliver OliverBelum ada peringkat
- Catalog Filters PDFDokumen53 halamanCatalog Filters PDFAlexandre Hugen100% (1)
- Re Factoring and Design PatternsDokumen783 halamanRe Factoring and Design PatternsEvans Krypton Sowah100% (5)
- Owner'S Manual: PLDVD134FDokumen20 halamanOwner'S Manual: PLDVD134FalphasoundBelum ada peringkat
- Sl1000 MLT User Guide v1 Key TelephoneDokumen24 halamanSl1000 MLT User Guide v1 Key TelephoneRavi Sudharsan0% (1)
- Part 3B - Energy Balance - Open SystemDokumen23 halamanPart 3B - Energy Balance - Open SystemHarold SumagaysayBelum ada peringkat
- PQA824 ManualDokumen100 halamanPQA824 ManualElkin AguasBelum ada peringkat