Anda mungkin juga menyukai
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- NTPC TalcherDokumen4 halamanNTPC TalcherAgniva DuttaBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Ncon Nterprises VT TD.: E E P LDokumen2 halamanNcon Nterprises VT TD.: E E P LAgniva DuttaBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- What Is GG - Webopedia DefinitionDokumen3 halamanWhat Is GG - Webopedia DefinitionAgniva DuttaBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Solution Heat Treatment GraphDokumen1 halamanSolution Heat Treatment GraphAgniva DuttaBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Stress Releiving Heat Treatment GraphDokumen2 halamanStress Releiving Heat Treatment GraphAgniva DuttaBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Pipes. Pressure and Wall Thickness Equations and Data For A Straight Pipe. ASME B31.1 and B31.3Dokumen107 halamanPipes. Pressure and Wall Thickness Equations and Data For A Straight Pipe. ASME B31.1 and B31.3Agniva DuttaBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Burst Pressure Calculator - ZeusDokumen4 halamanBurst Pressure Calculator - ZeusAgniva DuttaBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- What Does GG Mean, and How Do You Use ItDokumen5 halamanWhat Does GG Mean, and How Do You Use ItAgniva DuttaBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- STP656 Intergranual Corrosion of Stainless AlloysDokumen3 halamanSTP656 Intergranual Corrosion of Stainless AlloysAgniva DuttaBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Practical Aspects of Production Bright Annealing of Stainless SteelDokumen2 halamanPractical Aspects of Production Bright Annealing of Stainless SteelAgniva DuttaBelum ada peringkat
- URF, ARAM, LoL Stats - PORO - GGDokumen2 halamanURF, ARAM, LoL Stats - PORO - GGAgniva DuttaBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- STP369 Advances in The Technology of Stainless Steels and Related AlloysDokumen3 halamanSTP369 Advances in The Technology of Stainless Steels and Related AlloysAgniva DuttaBelum ada peringkat
- Champion - GG - LoL Champion Stats, Guides, Builds, Runes, Masteries, Counters and Matchups!Dokumen11 halamanChampion - GG - LoL Champion Stats, Guides, Builds, Runes, Masteries, Counters and Matchups!Agniva DuttaBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Dissolves Scale Meaning - Google SearchDokumen2 halamanDissolves Scale Meaning - Google SearchAgniva DuttaBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- 5 - Fe-Carbon Diagram PDFDokumen33 halaman5 - Fe-Carbon Diagram PDFAgniva DuttaBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- BRIGHT ANNEALING - ModernmetalsindiaDokumen1 halamanBRIGHT ANNEALING - ModernmetalsindiaAgniva DuttaBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Constr Materials B PDFDokumen72 halamanConstr Materials B PDFAgniva DuttaBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Anne AllingDokumen58 halamanAnne AllingTri YuniartoBelum ada peringkat
- Steel Dynamics Bar Book Rev 2 New CoverDokumen194 halamanSteel Dynamics Bar Book Rev 2 New CoverNina LazuardiBelum ada peringkat
- Academia - Edu - Search - SSPC Painting Manual Vol 1Dokumen5 halamanAcademia - Edu - Search - SSPC Painting Manual Vol 1Agniva DuttaBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Difference Between Annealing and Normalizing Explained in Brief PDFDokumen12 halamanDifference Between Annealing and Normalizing Explained in Brief PDFAgniva DuttaBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- 5 - Fe-Carbon Diagram PDFDokumen33 halaman5 - Fe-Carbon Diagram PDFAgniva DuttaBelum ada peringkat
- Difference Between Annealing and Normalizing - Compare The Difference Between Similar Terms PDFDokumen6 halamanDifference Between Annealing and Normalizing - Compare The Difference Between Similar Terms PDFAgniva DuttaBelum ada peringkat
- Standard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Dokumen31 halamanStandard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Agniva DuttaBelum ada peringkat
- Test PDFDokumen5 halamanTest PDFAgniva DuttaBelum ada peringkat
- Defects in Seamless TubesDokumen4 halamanDefects in Seamless TubesAgniva DuttaBelum ada peringkat
- What Is Bright Annealing of Stainless Steel Pipes - What Is Its Function - Quora PDFDokumen2 halamanWhat Is Bright Annealing of Stainless Steel Pipes - What Is Its Function - Quora PDFAgniva DuttaBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- What Is Bright Annealing - Company News - Jopar PDFDokumen3 halamanWhat Is Bright Annealing - Company News - Jopar PDFAgniva DuttaBelum ada peringkat
- Common Defects and Prevention of Seamless Carbon Steel Pipe Production - Knowledge - Cangzhou Steel Pipe Group (CSPG) Co.,LtdDokumen5 halamanCommon Defects and Prevention of Seamless Carbon Steel Pipe Production - Knowledge - Cangzhou Steel Pipe Group (CSPG) Co.,LtdAgniva DuttaBelum ada peringkat
- (PDF) Propagation of Surface Defects at Cold Pilger Rolling of Tubes and PipesDokumen15 halaman(PDF) Propagation of Surface Defects at Cold Pilger Rolling of Tubes and PipesAgniva DuttaBelum ada peringkat
- Certificado Calidad BobinaDokumen1 halamanCertificado Calidad BobinaRoxyBelum ada peringkat
- 16th Numerical Towing Tank SymposiumDokumen189 halaman16th Numerical Towing Tank SymposiumBrenno Moura MouraBelum ada peringkat
- Kink AngleDokumen7 halamanKink AngleagrbovicBelum ada peringkat
- BEE Viva QuestionsDokumen2 halamanBEE Viva Questionsyash.patil16431Belum ada peringkat
- EMW-Formula List - Template 2Dokumen10 halamanEMW-Formula List - Template 2s8102003Belum ada peringkat
- Corrosion of Copper Tubes XPS ET Mécanism 23Dokumen13 halamanCorrosion of Copper Tubes XPS ET Mécanism 23chérifa boulechfarBelum ada peringkat
- ME200-Fluid Mechanics and MachineryDokumen3 halamanME200-Fluid Mechanics and MachineryvishnuBelum ada peringkat
- Modern PhyDokumen5 halamanModern PhyHira FiazBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- PETRONAS Distributor Price List - W.E.F 10-10-23Dokumen2 halamanPETRONAS Distributor Price List - W.E.F 10-10-23Mujeeb SiddiqueBelum ada peringkat
- 4.1. MOS Capacitor Deep Trench Isolation For CMOS Image SensorsDokumen4 halaman4.1. MOS Capacitor Deep Trench Isolation For CMOS Image SensorsLuật TrầnBelum ada peringkat
- IOT Practical FileDokumen37 halamanIOT Practical FileFiroz AnsariBelum ada peringkat
- Verification and Validation of Turbulent Flow Around A Clark-Y AirfoilDokumen16 halamanVerification and Validation of Turbulent Flow Around A Clark-Y AirfoilKarthik AbhiBelum ada peringkat
- Broadband Dielectric Properties of Honey Effect of WaterDokumen3 halamanBroadband Dielectric Properties of Honey Effect of WaterbassamBelum ada peringkat
- PRC-8001 Rev. E - Process Specification For Dry-Film Lubricant ApplicationDokumen13 halamanPRC-8001 Rev. E - Process Specification For Dry-Film Lubricant Applicationasantori6133Belum ada peringkat
- Week 6 Grade 7 Intro Energy Forms and ChangesDokumen35 halamanWeek 6 Grade 7 Intro Energy Forms and ChangesmkraemerBelum ada peringkat
- 7 Quencher DesignDokumen8 halaman7 Quencher DesignJozsef Acs100% (1)
- Chapter 5 MOS Capacitor: MOS: Metal-Oxide-SemiconductorDokumen42 halamanChapter 5 MOS Capacitor: MOS: Metal-Oxide-Semiconductoravneet sandhuuuBelum ada peringkat
- Module 1: DC Circuits and AC Circuits: KCL, KVL, Analysis of Simple Circuits With DC ExcitationDokumen46 halamanModule 1: DC Circuits and AC Circuits: KCL, KVL, Analysis of Simple Circuits With DC ExcitationSRIRAM RBelum ada peringkat
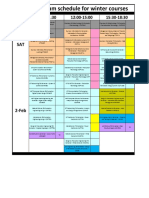
- Make Up Exam Schedule For Winter Courses 1.2Dokumen6 halamanMake Up Exam Schedule For Winter Courses 1.2ANBelum ada peringkat
- Introducción, Contexto, Cantidades - Fundamentos CircuitosDokumen34 halamanIntroducción, Contexto, Cantidades - Fundamentos CircuitosJuan ConradoBelum ada peringkat
- EPS ThermodynamicsDokumen6 halamanEPS ThermodynamicsEmreBelum ada peringkat
- Giuseppe Marzano Research Plan FinalDokumen4 halamanGiuseppe Marzano Research Plan FinalGiuseppe MarzanoBelum ada peringkat
- FSAE RBCBearing Engieering ArticleDokumen11 halamanFSAE RBCBearing Engieering ArticleRyan HartBelum ada peringkat
- Advanced Materials, Robotics and NanotechnologyDokumen43 halamanAdvanced Materials, Robotics and NanotechnologyIsabella MagallanesBelum ada peringkat
- Input - Output Module IOX SA 102 W-IDokumen1 halamanInput - Output Module IOX SA 102 W-IMarcelo Fabián OrtizBelum ada peringkat
- (Doru Michael Stefanescu) Science and EngineeringDokumen413 halaman(Doru Michael Stefanescu) Science and EngineeringJayant Raj SauravBelum ada peringkat
- Hill Grant Proposal FinalDokumen4 halamanHill Grant Proposal Finalapi-253813522Belum ada peringkat
- Roles of SuperplasticizerDokumen2 halamanRoles of SuperplasticizerRAHUL DasBelum ada peringkat
- Lab Manual-Michelson Interferometer V.aug.2023Dokumen24 halamanLab Manual-Michelson Interferometer V.aug.2023Sanjieth R.VBelum ada peringkat
- By:Shounak Rajat Mukesh Project Supervisor:KV SAI SRINADHDokumen9 halamanBy:Shounak Rajat Mukesh Project Supervisor:KV SAI SRINADHShounak KossambeBelum ada peringkat
- The Cyanide Canary: A True Story of InjusticeDari EverandThe Cyanide Canary: A True Story of InjusticePenilaian: 4 dari 5 bintang4/5 (52)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontDari EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontPenilaian: 4.5 dari 5 bintang4.5/5 (18)
- Slow Violence and the Environmentalism of the PoorDari EverandSlow Violence and the Environmentalism of the PoorPenilaian: 4 dari 5 bintang4/5 (5)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionDari EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionPenilaian: 3 dari 5 bintang3/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretDari EverandWaste: One Woman’s Fight Against America’s Dirty SecretPenilaian: 5 dari 5 bintang5/5 (1)
- Introduction to Ecology and Environmental Laws in IndiaDari EverandIntroduction to Ecology and Environmental Laws in IndiaBelum ada peringkat
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionDari Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionBelum ada peringkat