Anda mungkin juga menyukai
- Practical Visual Inspection of WeldsDokumen40 halamanPractical Visual Inspection of WeldsAmit Sharma100% (1)
- Stroke RecoveryDokumen20 halamanStroke RecoveryVanessa SnowBelum ada peringkat
- Pile Foundation As Per IRC 112Dokumen59 halamanPile Foundation As Per IRC 112ARVIND SINGH RAWAT0% (1)
- US4322569 Catalytic Hydrogentaion Glucose To SorbitolDokumen7 halamanUS4322569 Catalytic Hydrogentaion Glucose To SorbitolRingga sonifaBelum ada peringkat
- Method For Curing TyreDokumen5 halamanMethod For Curing TyreNivantBelum ada peringkat
- Iveco F4ge PDFDokumen142 halamanIveco F4ge PDFHandy Lee67% (3)
- Scientific American Supplement, No. 787, January 31, 1891Dari EverandScientific American Supplement, No. 787, January 31, 1891Belum ada peringkat
- Boge Screw UsaDokumen40 halamanBoge Screw UsaAir Repair, LLC100% (1)
- General Indications: AnticoagulantsDokumen15 halamanGeneral Indications: AnticoagulantswahidBelum ada peringkat
- Saadat Poor 2012Dokumen11 halamanSaadat Poor 2012Syed MiBelum ada peringkat
- Catalog - O Ring Handbook - ODE5705 EN PDFDokumen164 halamanCatalog - O Ring Handbook - ODE5705 EN PDFDawei WangBelum ada peringkat
- Catalog - O Ring Handbook - ODE5705 EN PDFDokumen164 halamanCatalog - O Ring Handbook - ODE5705 EN PDFDawei WangBelum ada peringkat
- Ulllted States Patent (19) (11) Patent Number: 5,806,204: Holfman Et Al. (45) Date of Patent: Sep. 15, 1998Dokumen9 halamanUlllted States Patent (19) (11) Patent Number: 5,806,204: Holfman Et Al. (45) Date of Patent: Sep. 15, 1998Ghaluh ParahitaBelum ada peringkat
- United States Patent (191 m1 4,068,475: ?instock (45) Jan. 17, 1978Dokumen11 halamanUnited States Patent (191 m1 4,068,475: ?instock (45) Jan. 17, 1978Anonymous KzJcjGCJbBelum ada peringkat
- Counterflow Microbiological Processes 1996 CATABOL US 5514278Dokumen25 halamanCounterflow Microbiological Processes 1996 CATABOL US 5514278miguel_vera6592Belum ada peringkat
- Variable Pressure Steam Generator Upper Furnace DesignDokumen6 halamanVariable Pressure Steam Generator Upper Furnace DesignAnonymous KzJcjGCJbBelum ada peringkat
- United States Patent: I I RT Q LIIDokumen8 halamanUnited States Patent: I I RT Q LIISimon BolivarBelum ada peringkat
- Us 4207118Dokumen8 halamanUs 4207118virus40Belum ada peringkat
- April 16, 1963 P.$Te1Nacker Etal 3,085,743: Sludge Discharging Centrifugal SeparatorsDokumen6 halamanApril 16, 1963 P.$Te1Nacker Etal 3,085,743: Sludge Discharging Centrifugal SeparatorsChristopher SalasBelum ada peringkat
- United States PatentDokumen12 halamanUnited States PatentsaeedBelum ada peringkat
- United States Patent: Muller Et Al. Jan. 6, 1981Dokumen16 halamanUnited States Patent: Muller Et Al. Jan. 6, 1981antavenaBelum ada peringkat
- Nited States Patent (19) : (54) Flush Tank Water SaverDokumen5 halamanNited States Patent (19) : (54) Flush Tank Water SaverPraveenBelum ada peringkat
- Us 3995656Dokumen5 halamanUs 3995656takanobu ouraBelum ada peringkat
- 10 Us3705650Dokumen14 halaman10 Us3705650Stajic MilanBelum ada peringkat
- Treatment of Wastewater and Sludges CATABOL 1996 US 5514277Dokumen35 halamanTreatment of Wastewater and Sludges CATABOL 1996 US 5514277miguel_vera6592Belum ada peringkat
- Us 3811604Dokumen7 halamanUs 3811604elmatto12Belum ada peringkat
- US5323724Dokumen11 halamanUS5323724Iuri DudinovBelum ada peringkat
- Dry GasDokumen7 halamanDry GasAnonymous QSfDsVxjZBelum ada peringkat
- United States Patent (19) : Ozero Et Al. Patent Number: Date of Patent: (11) 145)Dokumen7 halamanUnited States Patent (19) : Ozero Et Al. Patent Number: Date of Patent: (11) 145)cantikBelum ada peringkat
- Increased Oil Recovery Through Rotated Injection PatternsDokumen18 halamanIncreased Oil Recovery Through Rotated Injection PatternsNixon AyalaBelum ada peringkat
- Flying Saucer Vehicle Controls Attitude With Pressurized Air JetsDokumen8 halamanFlying Saucer Vehicle Controls Attitude With Pressurized Air JetsSINGLE KIFBelum ada peringkat
- Reboiled Absorber OperationDokumen4 halamanReboiled Absorber Operationrahma alaydaBelum ada peringkat
- United States Patent (191: Gwesfwedlgy The Sgrétm' of The Sliwka Harvey A, GilbertDokumen8 halamanUnited States Patent (191: Gwesfwedlgy The Sgrétm' of The Sliwka Harvey A, GilbertsoBelum ada peringkat
- Us 5494229Dokumen18 halamanUs 5494229gabi chisBelum ada peringkat
- Treatment of Wastewater and Sludges 1997 CATABOL US 5616241Dokumen57 halamanTreatment of Wastewater and Sludges 1997 CATABOL US 5616241miguel_vera6592Belum ada peringkat
- LNG Processing for Ethane RecoveryDokumen10 halamanLNG Processing for Ethane RecoveryMuhammadTanzeeLUsmanBelum ada peringkat
- United States Patent (19) : 11 Patent Number: 4,828,024 45) Date of Patent: May 9, 1989Dokumen18 halamanUnited States Patent (19) : 11 Patent Number: 4,828,024 45) Date of Patent: May 9, 1989iswantmachooBelum ada peringkat
- Spe 104619 MSDokumen11 halamanSpe 104619 MSJuhaina HeibaBelum ada peringkat
- Application of The Wireline Formation Tester: K. M. ConradDokumen17 halamanApplication of The Wireline Formation Tester: K. M. ConradJamalBelum ada peringkat
- Enhanced Olefin Recovery with Liquid InjectionDokumen10 halamanEnhanced Olefin Recovery with Liquid InjectionEmiZBelum ada peringkat
- Spe 340 MsDokumen10 halamanSpe 340 Msعلي حميد زغيرBelum ada peringkat
- Autoclave Reactor PatentDokumen9 halamanAutoclave Reactor PatentPrabandari 632Belum ada peringkat
- L - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllDokumen5 halamanL - L - L - L - L - L - LL - LlllllllllillllllllllllllllllllllllllllllllllllllllllPrasadBelum ada peringkat
- Hidroclorinación Del MetanolDokumen9 halamanHidroclorinación Del MetanolLUZ FIORELA PONGO RAMIREZBelum ada peringkat
- Us 5388541Dokumen10 halamanUs 5388541Iuri DudinovBelum ada peringkat
- Wave energy harnessing system patentDokumen11 halamanWave energy harnessing system patent454Belum ada peringkat
- United States Patent 1191: Novice (45) Apr. 20, 1976Dokumen9 halamanUnited States Patent 1191: Novice (45) Apr. 20, 1976SandraDojčinovićBelum ada peringkat
- 10 The Material Balance Equation: InitialDokumen46 halaman10 The Material Balance Equation: InitialAyesha AzizBelum ada peringkat
- Food Rheological Studies Using Coaxial Rotational and Capillary Extrusion RheometersDokumen13 halamanFood Rheological Studies Using Coaxial Rotational and Capillary Extrusion RheometersanisahBelum ada peringkat
- Numerical Assurance Patent - US6009554Dokumen6 halamanNumerical Assurance Patent - US6009554Candy Baldwin PirieBelum ada peringkat
- 5. Получение высокочистого WF6 пропусканием газа над WDokumen6 halaman5. Получение высокочистого WF6 пропусканием газа над WIvan AndrianovBelum ada peringkat
- SPE 161767 MS Arps TheoryDokumen35 halamanSPE 161767 MS Arps TheoryelmacanonprietoBelum ada peringkat
- U Mted States Patent (151 3,637,017: Gale Et Al. (451 Jan. 25, 1972Dokumen9 halamanU Mted States Patent (151 3,637,017: Gale Et Al. (451 Jan. 25, 1972Eng MohammedBelum ada peringkat
- Vodonik Stenli MajerDokumen17 halamanVodonik Stenli MajerSinišaBelum ada peringkat
- Waterjet Propelled Planing Hull with Stabilizing StrakesDokumen7 halamanWaterjet Propelled Planing Hull with Stabilizing Strakesاحمد عبدالكريمBelum ada peringkat
- LancyDokumen14 halamanLancyLye YpBelum ada peringkat
- US4907483Dokumen23 halamanUS4907483cristianoufo2Belum ada peringkat
- Nsnss N: United States Patent (19) 5,076,769Dokumen6 halamanNsnss N: United States Patent (19) 5,076,769saeedBelum ada peringkat
- FAR-0004 Design and Test PDFDokumen10 halamanFAR-0004 Design and Test PDFMSBelum ada peringkat
- 10.1.1.388.5035 WagDokumen6 halaman10.1.1.388.5035 WaggonzaloBelum ada peringkat
- Displacement of Oil From Porous Media by Water or Gas: Henry Welge (Tulsa Meeting, October 1947) LalloratoryDokumen13 halamanDisplacement of Oil From Porous Media by Water or Gas: Henry Welge (Tulsa Meeting, October 1947) LalloratoryBuddy WalkerBelum ada peringkat
- Technological Institute of the Philippines Lab Report on AgitationDokumen8 halamanTechnological Institute of the Philippines Lab Report on AgitationroxetteBelum ada peringkat
- Parts: ManualDokumen12 halamanParts: ManualMike ErftmierBelum ada peringkat
- O ... ... - g:SE:SDokumen8 halamanO ... ... - g:SE:Sjai2009Belum ada peringkat
- Cyclon Adn FBRDokumen9 halamanCyclon Adn FBRDicky ANdestaBelum ada peringkat
- Iii Iiii: United States PatentDokumen9 halamanIii Iiii: United States PatentARHBelum ada peringkat
- US5421964Dokumen10 halamanUS5421964Mateo VanegasBelum ada peringkat
- Learn more about this book from top websitesDokumen48 halamanLearn more about this book from top websitesDawei WangBelum ada peringkat
- Distributor Plate Modeling With CPFD's Barracuda, Compared To ECVTDokumen20 halamanDistributor Plate Modeling With CPFD's Barracuda, Compared To ECVTDawei WangBelum ada peringkat
- Ruler FootDokumen1 halamanRuler Footvincenzo.platino8995Belum ada peringkat
- 2013 MATHCOUNTS National Competition SponsorDokumen92 halaman2013 MATHCOUNTS National Competition SponsorDawei Wang100% (1)
- Ifpri PosterDokumen1 halamanIfpri PosterDawei WangBelum ada peringkat
- Hastings Middle School: 1850 Hastings Lane Upper Arlington, OH 43220 614-487-5100 Ext. 4000Dokumen12 halamanHastings Middle School: 1850 Hastings Lane Upper Arlington, OH 43220 614-487-5100 Ext. 4000Dawei WangBelum ada peringkat
- Hastings Middle School: 1850 Hastings Lane Upper Arlington, OH 43220 614-487-5100 Ext. 4000Dokumen12 halamanHastings Middle School: 1850 Hastings Lane Upper Arlington, OH 43220 614-487-5100 Ext. 4000Dawei WangBelum ada peringkat
- Tuttle Park Community CenterDokumen4 halamanTuttle Park Community CenterDawei WangBelum ada peringkat
- Us 3729105Dokumen6 halamanUs 3729105Dawei WangBelum ada peringkat
- Idp10t Ioccm 2010may PDFDokumen82 halamanIdp10t Ioccm 2010may PDFDawei WangBelum ada peringkat
- Fisher Easy e ED Universal Globe Valve Sliding Stem Valves Data SheetDokumen24 halamanFisher Easy e ED Universal Globe Valve Sliding Stem Valves Data SheetDawei WangBelum ada peringkat
- MDV3 VVUQ v0.5Dokumen64 halamanMDV3 VVUQ v0.5Dawei WangBelum ada peringkat
- Hydrothermal and Supercritical Water ProcessesDokumen1 halamanHydrothermal and Supercritical Water ProcessesDawei WangBelum ada peringkat
- Flowmeter SelectionDokumen1 halamanFlowmeter SelectionDawei WangBelum ada peringkat
- MFIXEquations2012 1 PDFDokumen16 halamanMFIXEquations2012 1 PDFDawei WangBelum ada peringkat
- Chemical Engineering May 2013 120, 5 Materials Science & Engineering DatabaseDokumen1 halamanChemical Engineering May 2013 120, 5 Materials Science & Engineering DatabaseDawei WangBelum ada peringkat
- Ellingham DiagramsDokumen4 halamanEllingham DiagramsSumit KumarBelum ada peringkat
- Week 4Dokumen4 halamanWeek 4Dawei WangBelum ada peringkat
- Oral Dislocation Rehabilitation Program - FirstDokumen2 halamanOral Dislocation Rehabilitation Program - FirstPriyaki SebastianBelum ada peringkat
- Post Harvest Value Chainof Carrot AReviewDokumen12 halamanPost Harvest Value Chainof Carrot AReviewDave RoneBelum ada peringkat
- Vodafone Idea Limited: PrintDokumen2 halamanVodafone Idea Limited: PrintPrakhar KapoorBelum ada peringkat
- Product and Service Costing: Job-Order System: Questions For Writing and DiscussionDokumen22 halamanProduct and Service Costing: Job-Order System: Questions For Writing and Discussionsetiani putriBelum ada peringkat
- Solution Manual For Safety Health and Environmental Concepts For The Process Industry 2nd EditionDokumen8 halamanSolution Manual For Safety Health and Environmental Concepts For The Process Industry 2nd EditionRobert Hornback100% (34)
- Comparison Between China and Sri-Lanka GDPDokumen6 halamanComparison Between China and Sri-Lanka GDPcracking khalifBelum ada peringkat
- Integration of The Saprobic System Into The European Union Water Framework DirectiveDokumen14 halamanIntegration of The Saprobic System Into The European Union Water Framework DirectiveMihaela MirabelaBelum ada peringkat
- Annotated Bibliography For Elder AbuseDokumen6 halamanAnnotated Bibliography For Elder Abuseapi-302577490Belum ada peringkat
- Courses at NeevDokumen10 halamanCourses at NeevDr Mohan SavadeBelum ada peringkat
- Marathon Electric Motors Price List for Motors and Fans Effective March 15, 2019Dokumen24 halamanMarathon Electric Motors Price List for Motors and Fans Effective March 15, 2019Mohan BabuBelum ada peringkat
- Shell Alexia 40 cylinder oil designed for IMO 2020 complianceDokumen2 halamanShell Alexia 40 cylinder oil designed for IMO 2020 complianceStefas DimitriosBelum ada peringkat
- Our Vision For Copenhagen 2015: Eco-MetropoleDokumen11 halamanOur Vision For Copenhagen 2015: Eco-MetropolePascal van den Noort100% (1)
- Observations of Children's Interactions With Teachers, PeersDokumen25 halamanObservations of Children's Interactions With Teachers, PeersMazlinaBelum ada peringkat
- Spring Creek Sun August 27Dokumen24 halamanSpring Creek Sun August 27amoses88Belum ada peringkat
- Bio Project-Polymerase Chain ReactionDokumen21 halamanBio Project-Polymerase Chain ReactionS.AbiniveshBelum ada peringkat
- Biochips Combine A Triad of Micro-Electro-Mechanical, Biochemical, and Photonic TechnologiesDokumen5 halamanBiochips Combine A Triad of Micro-Electro-Mechanical, Biochemical, and Photonic TechnologiesDinesh KumarBelum ada peringkat
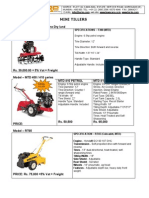
- Optimize soil preparation with a versatile mini tillerDokumen2 halamanOptimize soil preparation with a versatile mini tillerRickson Viahul Rayan C100% (1)
- RC14001® & RCMS®: Your Guide To Implementing A Responsible Care® Management SystemDokumen4 halamanRC14001® & RCMS®: Your Guide To Implementing A Responsible Care® Management SystemMohammed MehranBelum ada peringkat
- HVDCProjectsListingMarch2012 ExistingDokumen2 halamanHVDCProjectsListingMarch2012 ExistingHARLEY SANDERSBelum ada peringkat
- Bio Exp 4Dokumen2 halamanBio Exp 4Yi Ling GohBelum ada peringkat
- MEMBERS AREA IndexDokumen13 halamanMEMBERS AREA IndexshahidsarkBelum ada peringkat
- Causes & Prevention of Coronary Artery DiseaseDokumen41 halamanCauses & Prevention of Coronary Artery DiseaseeenagpurcongBelum ada peringkat
- Multiple Bank Accounts Registration FormDokumen2 halamanMultiple Bank Accounts Registration FormAjith JainBelum ada peringkat
- High Voltage - WikipediaDokumen7 halamanHigh Voltage - WikipediaMasudRanaBelum ada peringkat