Anda mungkin juga menyukai
- A4-P 1.0 enDokumen21 halamanA4-P 1.0 enmkpqBelum ada peringkat
- Qena Hka ReportDokumen56 halamanQena Hka ReportMohammed gBelum ada peringkat
- How To Measure False Air PDFDokumen3 halamanHow To Measure False Air PDFPrashant Kumar mishraBelum ada peringkat
- Storage and Aeration System in SiloDokumen2 halamanStorage and Aeration System in Siloibnuwibowo1990Belum ada peringkat
- Cultivation of Melia DubiaDokumen20 halamanCultivation of Melia DubiaSaravanramanKoBelum ada peringkat
- Stoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltDokumen50 halamanStoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltAditya DhimanBelum ada peringkat
- A4-P 1.1 enDokumen23 halamanA4-P 1.1 enmahantmtech100% (1)
- MC V0 B000 TOC v7 0 1 PDFDokumen171 halamanMC V0 B000 TOC v7 0 1 PDFcassindrome100% (2)
- Pyroprocessing KILN Equipment ConstructionDokumen42 halamanPyroprocessing KILN Equipment ConstructionMadhuBelum ada peringkat
- Uiw Bucket Elevator Ansi Bem0308 r21Dokumen42 halamanUiw Bucket Elevator Ansi Bem0308 r21annccknarimeBelum ada peringkat
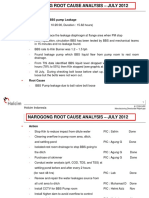
- Kiln Stopped Due To BBS LeakageDokumen8 halamanKiln Stopped Due To BBS LeakageSafrin SangiaBelum ada peringkat
- Screw Conveyors: Doc. No.: 13201-18-2.0Dokumen13 halamanScrew Conveyors: Doc. No.: 13201-18-2.0mohammad etemad moghadamBelum ada peringkat
- White CementDokumen11 halamanWhite CementLdiabiBelum ada peringkat
- A4-P 1.0 enDokumen45 halamanA4-P 1.0 enmkpqBelum ada peringkat
- Comminution 2Dokumen159 halamanComminution 2Kumar RajeshBelum ada peringkat
- Rotary Kiln: Doc. No.: 18051-041.1Dokumen14 halamanRotary Kiln: Doc. No.: 18051-041.1mkpqBelum ada peringkat
- Manual Hornos KHDDokumen309 halamanManual Hornos KHDjkanclaBelum ada peringkat
- Ilara RM - CS P.11002 - P.12610 - 15092021 - 18092021 - Technichal ReportDokumen16 halamanIlara RM - CS P.11002 - P.12610 - 15092021 - 18092021 - Technichal ReportBen100% (1)
- Procemin 2015 Sizing Stages of Weir High Pressure Grinding Rolls Mills, Based On Pilot TestsDokumen25 halamanProcemin 2015 Sizing Stages of Weir High Pressure Grinding Rolls Mills, Based On Pilot TestsNereo SpenglerBelum ada peringkat
- A4-P 3.1 enDokumen47 halamanA4-P 3.1 enmkpqBelum ada peringkat
- Atox 45 Raw Mill Critical Interlock SheetDokumen6 halamanAtox 45 Raw Mill Critical Interlock SheetValipireddy NagarjunBelum ada peringkat
- Leaflet Diverter Valve WZKDokumen2 halamanLeaflet Diverter Valve WZKLorenzo Antonio Vera GonzalezBelum ada peringkat
- PM WNCC - Sep. 2019 OM Monthly ReportDokumen6 halamanPM WNCC - Sep. 2019 OM Monthly ReportMahmoud HanafyBelum ada peringkat
- Boulder Formation in Cement Silos by Chettinad Cement CoDokumen11 halamanBoulder Formation in Cement Silos by Chettinad Cement CoWaka OngetiBelum ada peringkat
- Gear and Bearing Fatigue DamageDokumen18 halamanGear and Bearing Fatigue DamagemkpqBelum ada peringkat
- Kiln Float and Hydraulic Thrust DeviceDokumen21 halamanKiln Float and Hydraulic Thrust DevicehaiderBelum ada peringkat
- Hydraulic Thrust DeviceDokumen2 halamanHydraulic Thrust DeviceGuilherme Augusto100% (1)
- Bogiflex KGD20 - For PlantDokumen13 halamanBogiflex KGD20 - For PlantAnonymous PVXBGg9TBelum ada peringkat
- Benchmarks IndiaDokumen78 halamanBenchmarks IndialafecapoBelum ada peringkat
- Raw Material HandlingDokumen15 halamanRaw Material HandlingThibaut LeconteBelum ada peringkat
- UM10724G00Dokumen377 halamanUM10724G00TuanBi Le100% (1)
- Slide Shoue BRG RemovingDokumen8 halamanSlide Shoue BRG Removingsivareddy143100% (1)
- NIBA Belt Line December 2015Dokumen17 halamanNIBA Belt Line December 2015NIBA- The Belting AssociationBelum ada peringkat
- Shimming of Chair PadsDokumen5 halamanShimming of Chair PadsRamsai ChigurupatiBelum ada peringkat
- Air SeperatorDokumen45 halamanAir Seperatorsameh ibrahemBelum ada peringkat
- Raw Mill InspectionDokumen20 halamanRaw Mill InspectionAtiq Ur RehmanBelum ada peringkat
- Performance of Fans After at Various Plants: RetrofittingDokumen19 halamanPerformance of Fans After at Various Plants: RetrofittingmkpqBelum ada peringkat
- A4-P 1.0 enDokumen53 halamanA4-P 1.0 enmkpq100% (1)
- Instruction Manual Multisilo Peters PDFDokumen266 halamanInstruction Manual Multisilo Peters PDFRoger FarjeBelum ada peringkat
- Training PODFA: Overview of The Pyroprocessing ComponentsDokumen50 halamanTraining PODFA: Overview of The Pyroprocessing ComponentsДен СтаднікBelum ada peringkat
- 2015 MNCDokumen33 halaman2015 MNChiepBelum ada peringkat
- Fons Technology PDFDokumen28 halamanFons Technology PDFBulent BULUTBelum ada peringkat
- M/S. K J S Cement Limited For-6000 TPD Cement PlantDokumen22 halamanM/S. K J S Cement Limited For-6000 TPD Cement Plantvinod_eicsBelum ada peringkat
- Ikn Bee - Meet Ikni r12Dokumen28 halamanIkn Bee - Meet Ikni r12Junaid MazharBelum ada peringkat
- Kiln Out LetDokumen2 halamanKiln Out LetSamehibrahemBelum ada peringkat
- Electrical Energy Module Final Draft 20Dokumen161 halamanElectrical Energy Module Final Draft 20Safrin SangiaBelum ada peringkat
- Ducon Technical Proposal - Rev00 - 15.01.2018Dokumen24 halamanDucon Technical Proposal - Rev00 - 15.01.2018Swati Rohan Jadhav100% (1)
- New Hardware Grinding Aid - ECOFORDokumen5 halamanNew Hardware Grinding Aid - ECOFORlovjnxBelum ada peringkat
- ETM50 - Operation & Maintenance Manuals Rev.0Dokumen21 halamanETM50 - Operation & Maintenance Manuals Rev.0Luis Gutiérrez AlvarezBelum ada peringkat
- O&M Manual - Solyvent Flakt Bag Filter Fans For Humboltd-NCC YemenDokumen62 halamanO&M Manual - Solyvent Flakt Bag Filter Fans For Humboltd-NCC YemenanasBelum ada peringkat
- 071 How To Maintain Hydraulic SystemDokumen10 halaman071 How To Maintain Hydraulic Systemhaziq100% (1)
- A4-P 1.0 enDokumen13 halamanA4-P 1.0 enmkpqBelum ada peringkat
- 5,000,000 Kilowatts of Installed ExpertiseDokumen16 halaman5,000,000 Kilowatts of Installed ExpertiseRahul RoyBelum ada peringkat
- 10.manual de Instalacion y Mantenimiento, Pto (Power Take Off) PDFDokumen18 halaman10.manual de Instalacion y Mantenimiento, Pto (Power Take Off) PDFCamilo SanchezBelum ada peringkat
- FM Patterson Driveshaft IOMDokumen22 halamanFM Patterson Driveshaft IOMeaywdjw2070Belum ada peringkat
- Kessler Transfer Case PDFDokumen27 halamanKessler Transfer Case PDFazamen100% (1)
- Uso, Instalación de CardanDokumen14 halamanUso, Instalación de Cardansemagor100% (1)
- WIM-WG-001 E enDokumen21 halamanWIM-WG-001 E enJhohanes OrtizBelum ada peringkat
- Montageanleitung ZST enDokumen16 halamanMontageanleitung ZST enJonathan RojasBelum ada peringkat
- By 001 enDokumen19 halamanBy 001 ensiame festusBelum ada peringkat
- The Next Generation of Internal Auditors The Fight For TalentDokumen38 halamanThe Next Generation of Internal Auditors The Fight For TalentFran JimenezBelum ada peringkat
- TPM ConceptDokumen18 halamanTPM ConceptFran JimenezBelum ada peringkat
- Operational Excellence Consulting LLC: "We Are What We Repeatedly Do. Excellence, Then, Is Not An Act, But A Habit."Dokumen45 halamanOperational Excellence Consulting LLC: "We Are What We Repeatedly Do. Excellence, Then, Is Not An Act, But A Habit."Fran JimenezBelum ada peringkat
- Barriers in TPM Implementation in Industries PDFDokumen6 halamanBarriers in TPM Implementation in Industries PDFFran JimenezBelum ada peringkat
- El Rol Del Planeador de MantenimientoDokumen2 halamanEl Rol Del Planeador de MantenimientoFran JimenezBelum ada peringkat
- Reliability and Maintenance (RAM) : The Path To World-Class PerformanceDokumen27 halamanReliability and Maintenance (RAM) : The Path To World-Class PerformanceFran JimenezBelum ada peringkat
- Introduction To TPMDokumen31 halamanIntroduction To TPMFran JimenezBelum ada peringkat
- CTQ VocDokumen9 halamanCTQ VocFran JimenezBelum ada peringkat
- 8th Maintenance Forum Presentation FinalDokumen31 halaman8th Maintenance Forum Presentation FinalFran JimenezBelum ada peringkat
- Lubrication PDFDokumen123 halamanLubrication PDFFran JimenezBelum ada peringkat
- Goodman Screw Conveyor PDFDokumen9 halamanGoodman Screw Conveyor PDFFran JimenezBelum ada peringkat
- Troubleshooting Screw ConveyorDokumen5 halamanTroubleshooting Screw ConveyorFran JimenezBelum ada peringkat
- Cement Grinding OptimizationDokumen9 halamanCement Grinding OptimizationFran JimenezBelum ada peringkat
- Basic Project ManagementDokumen17 halamanBasic Project ManagementFran JimenezBelum ada peringkat
- SIPOCDokumen7 halamanSIPOCFran JimenezBelum ada peringkat
- Prioritisation Matrix: Weighted Method For Option ReductionDokumen7 halamanPrioritisation Matrix: Weighted Method For Option ReductionFran JimenezBelum ada peringkat
- Roundness and CircularityDokumen16 halamanRoundness and CircularityKiran MadhavanBelum ada peringkat
- STR4 Student Guide - 0908Dokumen12 halamanSTR4 Student Guide - 0908Ercan Umut DanışanBelum ada peringkat
- Alignment Test DrillingDokumen4 halamanAlignment Test DrillingVivek Fegade33% (3)
- SENR6456 3046 Engine For Caterpillar Built MachinesDokumen135 halamanSENR6456 3046 Engine For Caterpillar Built MachinesRob Beers100% (1)
- Internship Main Report FormatDokumen25 halamanInternship Main Report FormatGoogle BoTBelum ada peringkat
- Mechanical ComparatorsDokumen16 halamanMechanical Comparatorsjainvikram8498Belum ada peringkat
- Clark CPT MANUALDokumen16 halamanClark CPT MANUALAna Gabriela OjedaBelum ada peringkat
- Panduan PPM Dossan S500LC-VDokumen55 halamanPanduan PPM Dossan S500LC-VAghuez-maniez Sii Virgo100% (1)
- Plate 6Dokumen8 halamanPlate 6Sleepy SpettoBelum ada peringkat
- ASTM D5895 - 2020 Drying TimeDokumen4 halamanASTM D5895 - 2020 Drying TimePablo OrtegaBelum ada peringkat
- 3500 Governer Fuel Ratio ControlDokumen32 halaman3500 Governer Fuel Ratio ControlaliBelum ada peringkat
- Instructions For The Use of Fixture Group - Parts ReusabilityDokumen7 halamanInstructions For The Use of Fixture Group - Parts ReusabilityRASOUL KHADIBIBelum ada peringkat
- 14M514.Metrology and Measurement Laboratory ManualDokumen33 halaman14M514.Metrology and Measurement Laboratory ManualEmperor89Belum ada peringkat
- Timing Fuel Syst Setting ToolDokumen20 halamanTiming Fuel Syst Setting ToolSaid Touhami100% (2)
- Torsion TestDokumen17 halamanTorsion TestAsssassin920% (1)
- Gas Turbine MaintenanceDokumen60 halamanGas Turbine Maintenancehelmybh100% (15)
- SOP-TN-002 T60 Operation and Service ManualDokumen16 halamanSOP-TN-002 T60 Operation and Service ManualzainalsonBelum ada peringkat
- KA150Dokumen115 halamanKA150Juan Carlos YncheBelum ada peringkat
- Bench Centre Is.5980.1978Dokumen3 halamanBench Centre Is.5980.1978Bala MuruBelum ada peringkat
- Experiment 4Dokumen3 halamanExperiment 4Arvind BhosaleBelum ada peringkat
- Mechanical Measurement and Metrology LabDokumen29 halamanMechanical Measurement and Metrology LabYoursBelum ada peringkat
- Ceramic Tiles - Methods of Test, Sampling and Basis For AcceptanceDokumen52 halamanCeramic Tiles - Methods of Test, Sampling and Basis For Acceptancekaran singhBelum ada peringkat
- Catalogue OptacomDokumen48 halamanCatalogue OptacommooninjaBelum ada peringkat
- Alignment Methods in Rotating EquipmentDokumen6 halamanAlignment Methods in Rotating EquipmentInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- 16 Measuring PDFDokumen46 halaman16 Measuring PDFNugroho Nughie AdityoBelum ada peringkat
- Manual Relogio Comparador Manuel SYL S229 EDokumen14 halamanManual Relogio Comparador Manuel SYL S229 EBRUNA MULLERBelum ada peringkat
- Milling MachineDokumen10 halamanMilling MachineNEF RIDERSBelum ada peringkat
- Calibration of Measuring InstrumentDokumen5 halamanCalibration of Measuring InstrumentNaman ShuklaBelum ada peringkat
- Lab 2 MM322 Final ReportDokumen8 halamanLab 2 MM322 Final ReportJnrBelum ada peringkat
- Denso Procedure For Servicing 2 Nozzles InjectorsDokumen41 halamanDenso Procedure For Servicing 2 Nozzles InjectorsCostas Ponehundred75% (4)