Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- JPCL September 2014 - Topcoating Ethyl Silicate Inorganic Zinc-Rich Primers Too SoonDokumen8 halamanJPCL September 2014 - Topcoating Ethyl Silicate Inorganic Zinc-Rich Primers Too SoonTamerGalhoum100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- JPCL Watertank Ebook PDFDokumen31 halamanJPCL Watertank Ebook PDFTamerGalhoum100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Checking For Contaminants After Solvent CleaningDokumen2 halamanChecking For Contaminants After Solvent CleaningTamerGalhoum100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Elcometer 99 ASTM TapeDokumen4 halamanElcometer 99 ASTM TapeTamerGalhoumBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- BS 05493-1977 Protective Coating of Iron and Steel Structures Against CorrosionDokumen142 halamanBS 05493-1977 Protective Coating of Iron and Steel Structures Against CorrosionTamerGalhoumBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Tuition Payment Plan Frequently Asked QuestionsDokumen1 halamanTuition Payment Plan Frequently Asked QuestionsTamerGalhoumBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- EC Firmware Update SOP For Windows enDokumen6 halamanEC Firmware Update SOP For Windows enTamerGalhoumBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- AI Hempe's Galvosil 15780 EnglishDokumen5 halamanAI Hempe's Galvosil 15780 EnglishTamerGalhoumBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Oil and Gas - Pipeline Repair OffshoreDokumen26 halamanOil and Gas - Pipeline Repair Offshorejpt2011Belum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Contract Payment Schedule: 1 Deposit ($500)Dokumen2 halamanContract Payment Schedule: 1 Deposit ($500)TamerGalhoumBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Sample Payment Plan Agreement: Re: License No.: 999999Dokumen2 halamanSample Payment Plan Agreement: Re: License No.: 999999TamerGalhoumBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- ABSC-200 Blast Machine - 200 LTRDokumen18 halamanABSC-200 Blast Machine - 200 LTRTamerGalhoumBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- ABSC-1028 Blast Machine - 18 LTRDokumen18 halamanABSC-1028 Blast Machine - 18 LTRTamerGalhoumBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- QC PDFDokumen37 halamanQC PDFTamerGalhoumBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- 000Dokumen32 halaman000TamerGalhoumBelum ada peringkat
- BlastingDokumen31 halamanBlastingTamerGalhoum100% (1)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Airblast GarnetDokumen2 halamanAirblast GarnetTamerGalhoumBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- GRACO - Tips On TipsDokumen5 halamanGRACO - Tips On TipsTamerGalhoumBelum ada peringkat
- International GTA007Dokumen9 halamanInternational GTA007TamerGalhoumBelum ada peringkat
- Abrasive Blast Machines - BlueDokumen1 halamanAbrasive Blast Machines - BlueTamerGalhoumBelum ada peringkat
- GRACO Finishing Products Catalog Rev 5 2010Dokumen216 halamanGRACO Finishing Products Catalog Rev 5 2010TamerGalhoumBelum ada peringkat
- Chartek Quality Control ManualDokumen33 halamanChartek Quality Control Manualy2k2017Belum ada peringkat
- Flex-Rez 1084AS A TDSDokumen1 halamanFlex-Rez 1084AS A TDSBorja AzkargortaBelum ada peringkat
- Thermometry and Thermal Expansion: Physics Class-IX Question Bank 1Dokumen21 halamanThermometry and Thermal Expansion: Physics Class-IX Question Bank 1TajiriMollelBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- 1 s2.0 S187770581300622X MainDokumen6 halaman1 s2.0 S187770581300622X MainGrzesiekGBelum ada peringkat
- GIZ Manual On IHWM Module 6bDokumen8 halamanGIZ Manual On IHWM Module 6bAlberto CamachoBelum ada peringkat
- Synthesis of 2 - (2,4-Diaminothiazol-5-Oyl) BenzothiazolesDokumen4 halamanSynthesis of 2 - (2,4-Diaminothiazol-5-Oyl) BenzothiazolesABBS FEN REJI T. F.Belum ada peringkat
- Chemistry Practical Exam TipsDokumen12 halamanChemistry Practical Exam Tipshaya waqrBelum ada peringkat
- Sci8-Qtr3-Lesn2-Part1-Atomic StructureDokumen21 halamanSci8-Qtr3-Lesn2-Part1-Atomic StructureDaniel LorioBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Presented By: Group C Sanjay Kr. Yadav Deepankar Ghosh Natraj S. AdhikariDokumen40 halamanPresented By: Group C Sanjay Kr. Yadav Deepankar Ghosh Natraj S. AdhikariBandameedi RamuBelum ada peringkat
- Ionic and Covalent BondsDokumen5 halamanIonic and Covalent Bondsapi-233981890Belum ada peringkat
- Flowrate Calculation For A Draining TankDokumen2 halamanFlowrate Calculation For A Draining TankAnonymous bHh1L1Belum ada peringkat
- Heating and Cooling CurveDokumen4 halamanHeating and Cooling CurveADogThat GoesBarkBelum ada peringkat
- Design For Temperature-Controlled Solar Heated Chick BrooderDokumen7 halamanDesign For Temperature-Controlled Solar Heated Chick Brooderchristian emeka okaforBelum ada peringkat
- Modelling of Aluminium Scrap Melting in A Rotary FurnaceDokumen10 halamanModelling of Aluminium Scrap Melting in A Rotary FurnaceestefanoveiraBelum ada peringkat
- D 2295 - 96 R02 - RdiyotuDokumen3 halamanD 2295 - 96 R02 - RdiyotuJorgeBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- NVT Simulation of Argon Using Lennard-Jones PotentialDokumen2 halamanNVT Simulation of Argon Using Lennard-Jones Potentialt_sairamBelum ada peringkat
- 025welding Engineering An Introduction - (2.5 Plasma Arc Welding)Dokumen3 halaman025welding Engineering An Introduction - (2.5 Plasma Arc Welding)Kamarul NizamBelum ada peringkat
- Production of X-RAYS Using X-RAY Tube: Journal of Physics: Conference SeriesDokumen13 halamanProduction of X-RAYS Using X-RAY Tube: Journal of Physics: Conference SeriesATWIJUKIRE DICKENSBelum ada peringkat
- Gate 2011Dokumen8 halamanGate 2011Bhuva_janaBelum ada peringkat
- Corrosion Monitoring & Control Management StrategyDokumen24 halamanCorrosion Monitoring & Control Management StrategyAbdul LatifBelum ada peringkat
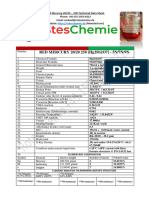
- Red Mercury 2020 Technical Data SheetDokumen2 halamanRed Mercury 2020 Technical Data SheetThe UniversBelum ada peringkat
- Four Steps To Effective Pigment Dispersions Jadel Baptista DCC LanscoDokumen5 halamanFour Steps To Effective Pigment Dispersions Jadel Baptista DCC LanscoEyad AlsheiikhBelum ada peringkat
- Diffusiophoresis Migration of Colloidal Particles in Gradients of Solute ConcentrationDokumen38 halamanDiffusiophoresis Migration of Colloidal Particles in Gradients of Solute ConcentrationPrateek DwivediBelum ada peringkat
- Calculation of Liquid Heat Capacity of Petroleum Distillate FuelsDokumen3 halamanCalculation of Liquid Heat Capacity of Petroleum Distillate Fuelsdennise8Belum ada peringkat
- Feed System DesignDokumen28 halamanFeed System DesignJason Paul BoneteBelum ada peringkat
- Hey 4-N/i'ethylenedio Yphenyl Sopropyl E.: 4-MethylenedioxyphenylisopropylamineDokumen2 halamanHey 4-N/i'ethylenedio Yphenyl Sopropyl E.: 4-MethylenedioxyphenylisopropylamineAnonymous FigYuONxuuBelum ada peringkat
- Oxygen Unit Calculation Dv1 1Dokumen2 halamanOxygen Unit Calculation Dv1 1Gisele CescuttiBelum ada peringkat
- Exergoeconomic Analysis of A Combined Heat and Power (CHP) SystemDokumen17 halamanExergoeconomic Analysis of A Combined Heat and Power (CHP) Systemjhugo_mirandaBelum ada peringkat
- Shell MFO 500 (Non ISO Grade) : Test Property Unit MethodDokumen1 halamanShell MFO 500 (Non ISO Grade) : Test Property Unit MethodVilius BukysBelum ada peringkat
- Gen Chem 2Dokumen2 halamanGen Chem 2Ream MairBelum ada peringkat
- Acyclic HydrocarbonsDokumen14 halamanAcyclic Hydrocarbonsvishal_kalraBelum ada peringkat
- Laws of UX: Using Psychology to Design Better Products & ServicesDari EverandLaws of UX: Using Psychology to Design Better Products & ServicesPenilaian: 5 dari 5 bintang5/5 (9)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDari EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tPenilaian: 4.5 dari 5 bintang4.5/5 (27)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneDari EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DonePenilaian: 4.5 dari 5 bintang4.5/5 (5)
- Transformed: Moving to the Product Operating ModelDari EverandTransformed: Moving to the Product Operating ModelPenilaian: 4 dari 5 bintang4/5 (1)