Anda mungkin juga menyukai
- Flow charts of pharmaceutical quality control tests for different dosage formsDari EverandFlow charts of pharmaceutical quality control tests for different dosage formsBelum ada peringkat
- Dry SyrupsDokumen27 halamanDry Syrupsfitri ramadhani50% (2)
- Starch For CorrugatingDokumen20 halamanStarch For Corrugatingsyifa latifa zahidaBelum ada peringkat
- Starch For Corrugating - Tongaat HulettDokumen20 halamanStarch For Corrugating - Tongaat HulettTomé SilvaBelum ada peringkat
- Janoria ISLFD 2016Dokumen24 halamanJanoria ISLFD 2016dohoan.racorexBelum ada peringkat
- Stability Studies:: Pharmaceutical Product DevelopmentDokumen213 halamanStability Studies:: Pharmaceutical Product DevelopmentSiva Kanth100% (1)
- MIKROENKAPSULASIDokumen54 halamanMIKROENKAPSULASIFena ArityaBelum ada peringkat
- UNIT NO. 14: Modified StarchesDokumen43 halamanUNIT NO. 14: Modified StarchesRahul Paul AbrahamBelum ada peringkat
- CoolantDokumen12 halamanCoolantcmcBelum ada peringkat
- PARENTRALSDokumen40 halamanPARENTRALSAhmed KurdiBelum ada peringkat
- Manufacture of LiquidDokumen28 halamanManufacture of LiquidbalamuruganBelum ada peringkat
- Aditivos para LiofilizarDokumen9 halamanAditivos para LiofilizarkasssBelum ada peringkat
- Hydro Colloid (Agar & Alginate)Dokumen26 halamanHydro Colloid (Agar & Alginate)Muhammad Ibrahim Nujid0% (1)
- Process Validation of Ointment CreamsDokumen40 halamanProcess Validation of Ointment CreamsTania Guzman100% (2)
- Methods of Micro EncapsulationDokumen54 halamanMethods of Micro Encapsulationanupnakat100% (7)
- Procedure For LyophilizerDokumen30 halamanProcedure For LyophilizerDebashis100% (1)
- Modified CelluloseDokumen19 halamanModified CelluloseK V SATHEESHKUMAR MECHBelum ada peringkat
- Size Exclusion ChromatographyDokumen33 halamanSize Exclusion Chromatographyshruti shahBelum ada peringkat
- Formation and Applications of Modified Starch in Food IndustryDokumen14 halamanFormation and Applications of Modified Starch in Food IndustrySurya NegaraBelum ada peringkat
- Biodegradable Polymers: Madhuri PhuteDokumen26 halamanBiodegradable Polymers: Madhuri PhuteDrAmit VermaBelum ada peringkat
- Tony TongDokumen34 halamanTony TongpallavibhyanBelum ada peringkat
- Chemistry Investigatory Project Ini VayyaDokumen18 halamanChemistry Investigatory Project Ini VayyaSradha AamiBelum ada peringkat
- ICH Guidelines of StabilityDokumen26 halamanICH Guidelines of StabilityMikhail Smirnov100% (1)
- Sterile Dosage Forms: Presented By: Mr. Naresh RajgorDokumen17 halamanSterile Dosage Forms: Presented By: Mr. Naresh RajgornareshrajgorBelum ada peringkat
- Process Validation of Ointment Creams 2Dokumen40 halamanProcess Validation of Ointment Creams 2Farhana Shermeen0% (1)
- 6.eksipien Dalam Sediaan SterilDokumen30 halaman6.eksipien Dalam Sediaan Steril51nurnazmilailaBelum ada peringkat
- Orgo Chem Lab 7Dokumen12 halamanOrgo Chem Lab 7Hashley CastellyBelum ada peringkat
- C4 Extended Shelf LifeDokumen20 halamanC4 Extended Shelf LifeIeqa HaziqahBelum ada peringkat
- Q.C of Suppositories-1Dokumen15 halamanQ.C of Suppositories-1Khan NehalBelum ada peringkat
- Eksipien Dalam Sediaan SterilDokumen30 halamanEksipien Dalam Sediaan SterilNurfitriyanaBelum ada peringkat
- CrystallizerDokumen31 halamanCrystallizersivsyadavBelum ada peringkat
- SSC IndustriesDokumen33 halamanSSC IndustriesZulfahmi FerdiansyahBelum ada peringkat
- Capsules by Teny Sara ThomasDokumen108 halamanCapsules by Teny Sara Thomassanjeev khanalBelum ada peringkat
- Encapsulation of ProteinsDokumen30 halamanEncapsulation of ProteinsShoaib AhmedBelum ada peringkat
- Fruit Juice ConcentratesDokumen26 halamanFruit Juice ConcentratesAakash GillBelum ada peringkat
- Edible CoatingDokumen16 halamanEdible CoatingNeha ShriBelum ada peringkat
- Chemistry Investigatory Project Sreejitha SeedharDokumen15 halamanChemistry Investigatory Project Sreejitha SeedharsradBelum ada peringkat
- Kakatiya University, Warangal: Department of Pharmaceutics University College of Pharmaceutical SciencesDokumen27 halamanKakatiya University, Warangal: Department of Pharmaceutics University College of Pharmaceutical SciencesJohn OmandacBelum ada peringkat
- Madhav KamatDokumen51 halamanMadhav KamatMoniqueBelum ada peringkat
- Minggu 10Dokumen56 halamanMinggu 10lailul apreliaBelum ada peringkat
- Problem StatementDokumen3 halamanProblem StatementJatin KanojiaBelum ada peringkat
- 3722 Infosheet Spray Drying Digital AWDokumen2 halaman3722 Infosheet Spray Drying Digital AWKamran AlamBelum ada peringkat
- Supercritical Fluid ExtraxctionDokumen17 halamanSupercritical Fluid ExtraxctionMAHIMA BAIDBelum ada peringkat
- The Nature of Chemical Process Design and IntegrationDokumen27 halamanThe Nature of Chemical Process Design and IntegrationKS Andy MukilBelum ada peringkat
- Accelerated Stability On Formulated Products 26.8.2018Dokumen13 halamanAccelerated Stability On Formulated Products 26.8.2018Govindanayagi PattabiramanBelum ada peringkat
- TJ Lin RheologyDokumen39 halamanTJ Lin RheologyKonkmanBelum ada peringkat
- Hydrocolloid Impression MaterialDokumen60 halamanHydrocolloid Impression MaterialLekshmy ARBelum ada peringkat
- CapsuleDokumen18 halamanCapsuleAfzal AslamBelum ada peringkat
- Viscofluid Product Data CharDokumen3 halamanViscofluid Product Data CharSyed Omar SayreBelum ada peringkat
- Pet Pre Form Pet Resin Pet Recycling Technology Book PDFDokumen11 halamanPet Pre Form Pet Resin Pet Recycling Technology Book PDFazamsoomro0% (1)
- CapsuleDokumen67 halamanCapsuleShivraj Jadhav100% (1)
- Thermal Processing - CanningDokumen141 halamanThermal Processing - Canningthink_exergy75% (4)
- Final Presentation For Freeze ConcentrationDokumen34 halamanFinal Presentation For Freeze ConcentrationMuhammad HarizBelum ada peringkat
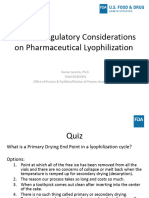
- Understanding Lyophilization Formulation Development: Frank Kofi Bedu-AddoDokumen9 halamanUnderstanding Lyophilization Formulation Development: Frank Kofi Bedu-AddoRajeeb Chandra ShahaBelum ada peringkat
- Cooling Water Chemistry: Specific Skills Training by Laeeq Ahmad RumiDokumen31 halamanCooling Water Chemistry: Specific Skills Training by Laeeq Ahmad RumiIqbalAwais100% (1)
- Structural, Mechanical and Swelling Characteristics of 3dDokumen45 halamanStructural, Mechanical and Swelling Characteristics of 3dFatima AijazBelum ada peringkat
- Presentation ON Polyethylene Glycol: By-DeepshikhaDokumen17 halamanPresentation ON Polyethylene Glycol: By-DeepshikhapallavibhyanBelum ada peringkat
- Chocolate Science and TechnologyDari EverandChocolate Science and TechnologyPenilaian: 5 dari 5 bintang5/5 (1)
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisDari EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisPenilaian: 5 dari 5 bintang5/5 (1)
- Dissolution: Presented By: Muhammed FahadDokumen52 halamanDissolution: Presented By: Muhammed FahadRajeeb Chandra ShahaBelum ada peringkat
- EGA Factsheet 01Dokumen1 halamanEGA Factsheet 01Rajeeb Chandra ShahaBelum ada peringkat
- Development and Evaluation of Lyophilized Product of Apo-AcetozolamideDokumen16 halamanDevelopment and Evaluation of Lyophilized Product of Apo-AcetozolamideRajeeb Chandra ShahaBelum ada peringkat
- Formulation Development & Optimization of Reconstitution Solvent For Lyophilized Omeprazole InjectionDokumen12 halamanFormulation Development & Optimization of Reconstitution Solvent For Lyophilized Omeprazole InjectionRajeeb Chandra ShahaBelum ada peringkat
- Understanding Lyophilization Formulation Development: Frank Kofi Bedu-AddoDokumen9 halamanUnderstanding Lyophilization Formulation Development: Frank Kofi Bedu-AddoRajeeb Chandra ShahaBelum ada peringkat
- 1500 Wendy Saffell Clemmer BaxterDokumen36 halaman1500 Wendy Saffell Clemmer BaxterRajeeb Chandra ShahaBelum ada peringkat
- Development and Evaluation of Lyophilized Product of Apo-AcetozolamideDokumen16 halamanDevelopment and Evaluation of Lyophilized Product of Apo-AcetozolamideRajeeb Chandra ShahaBelum ada peringkat
- Maximum Daily Dose CalculationDokumen1 halamanMaximum Daily Dose CalculationRajeeb Chandra Shaha100% (3)
- DR N Dharmadhikari - QBD in Product DevelopmentDokumen36 halamanDR N Dharmadhikari - QBD in Product DevelopmentRajeeb Chandra ShahaBelum ada peringkat
- Latin American Countries and Capitals - MemorizeDokumen2 halamanLatin American Countries and Capitals - MemorizeRajeeb Chandra ShahaBelum ada peringkat
- @calculated Quantity UsedDokumen1 halaman@calculated Quantity UsedRajeeb Chandra ShahaBelum ada peringkat
- Waste Disposal Schedule: Research & Development Department (Formulation)Dokumen1 halamanWaste Disposal Schedule: Research & Development Department (Formulation)Rajeeb Chandra ShahaBelum ada peringkat
- Pure-Fit SPT-60Dokumen2 halamanPure-Fit SPT-60Rajeeb Chandra ShahaBelum ada peringkat
- Filterability Test: Sr. No. Time (T) Density Weight Cumulative VolumeDokumen16 halamanFilterability Test: Sr. No. Time (T) Density Weight Cumulative VolumeRajeeb Chandra ShahaBelum ada peringkat
- 1-6 Chemical Reactions of Alkanes and AlkenesDokumen2 halaman1-6 Chemical Reactions of Alkanes and AlkenesBryan100% (1)
- 61F Floatless Level ControllerDokumen72 halaman61F Floatless Level ControllerJosé Manuel GonzálezBelum ada peringkat
- WPS Format For ASME IX - WPS - SAWDokumen1 halamanWPS Format For ASME IX - WPS - SAWThe Welding Inspections CommunityBelum ada peringkat
- Civil Engineering Interview QuestionsDokumen123 halamanCivil Engineering Interview QuestionsSoni Mishra Tiwari89% (9)
- Vol-7 (No1) 9Cr FluageDokumen10 halamanVol-7 (No1) 9Cr FluageClaude BouillotBelum ada peringkat
- Horizontal Boring Specification - 02315Dokumen17 halamanHorizontal Boring Specification - 02315Sen HuBelum ada peringkat
- Lesson 1 Iron and Steel ManufacturingDokumen28 halamanLesson 1 Iron and Steel ManufacturingMercie KishBelum ada peringkat
- Power Required For Mixing Power Required For MixingDokumen5 halamanPower Required For Mixing Power Required For MixingSudiv GullaBelum ada peringkat
- 6.1 Chemical Reactions and EquationsDokumen23 halaman6.1 Chemical Reactions and EquationsShadow MartinBelum ada peringkat
- Cross Arm Report (TNB Task)Dokumen11 halamanCross Arm Report (TNB Task)Akmal Aiman100% (2)
- Multiple Choice LachingDokumen3 halamanMultiple Choice Lachingraghu_iict100% (1)
- 1 PBDokumen8 halaman1 PBAnnisa DwiBelum ada peringkat
- 5031 Acid Base WorksheetDokumen5 halaman5031 Acid Base WorksheetSaima Usman/TCHR/MGBBelum ada peringkat
- Homework 3 - Design of A Heat Exchanger For A 50mw Power StationDokumen20 halamanHomework 3 - Design of A Heat Exchanger For A 50mw Power Stationapi-120516727Belum ada peringkat
- Energy Notes 1Dokumen4 halamanEnergy Notes 1api-491081853Belum ada peringkat
- Haefele AH A4 Mar 15 8.12-8.24Dokumen13 halamanHaefele AH A4 Mar 15 8.12-8.24khurram1810Belum ada peringkat
- K-Flex ST Class 0 CatalogueDokumen6 halamanK-Flex ST Class 0 CatalogueBac VuBelum ada peringkat
- Cooling Capacity Calculation PrintingDokumen1 halamanCooling Capacity Calculation PrintingJay PatelBelum ada peringkat
- Test Farma En-Ro, Ro-EnDokumen3 halamanTest Farma En-Ro, Ro-EnIuliaUngurBelum ada peringkat
- 17BEM0049DA1Dokumen12 halaman17BEM0049DA1Vedant KarnatakBelum ada peringkat
- Foster PDS 32 19 R0415Dokumen2 halamanFoster PDS 32 19 R0415Simoncarter LawBelum ada peringkat
- MSD Group 1 Compiled Final ReportDokumen168 halamanMSD Group 1 Compiled Final ReportAzwan AwalludinBelum ada peringkat
- Goldmix PC110 TDS PDFDokumen1 halamanGoldmix PC110 TDS PDFRafael Obusan IIBelum ada peringkat
- The World's First RPC Road Bridge at Shepherds Gully Creek, NSWDokumen12 halamanThe World's First RPC Road Bridge at Shepherds Gully Creek, NSWtiagojosesantosBelum ada peringkat
- Chemical Control of Turfgrass Diseases 2020Dokumen34 halamanChemical Control of Turfgrass Diseases 2020Zakhar PikulytskyiBelum ada peringkat
- Yokohama Conveyor BeltsDokumen87 halamanYokohama Conveyor BeltsU Thaung Myint100% (12)
- Matrices, Retainers, Wedge Placement. Separation of The Teeth. The Protective Role of Liners and BasesDokumen42 halamanMatrices, Retainers, Wedge Placement. Separation of The Teeth. The Protective Role of Liners and BasesFatimah DewiBelum ada peringkat
- MCAT Topic Focus Biology Electrophoresis and Blotting FSQ DrillDokumen1 halamanMCAT Topic Focus Biology Electrophoresis and Blotting FSQ DrillAnjalie GulatiBelum ada peringkat
- Expansion Vessels enDokumen32 halamanExpansion Vessels enahmed100% (1)
- DL Assignment - Energetic I Review QuestionsDokumen4 halamanDL Assignment - Energetic I Review QuestionsShahnaz AhmedBelum ada peringkat