Anda mungkin juga menyukai
- Huang Et Al. - 2016 - A New Extrudable Form of Hypromellose AFFINISOL™Dokumen14 halamanHuang Et Al. - 2016 - A New Extrudable Form of Hypromellose AFFINISOL™Jose Rafael Cerda CespedesBelum ada peringkat
- International Journal of Pharmaceutics: Rodrigo Soto, Michael SV ArdDokumen12 halamanInternational Journal of Pharmaceutics: Rodrigo Soto, Michael SV ArdStefania ArdeleanuBelum ada peringkat
- HPMCP Usp PDFDokumen10 halamanHPMCP Usp PDFvanitha13Belum ada peringkat
- International Journal of Biological MacromoleculesDokumen8 halamanInternational Journal of Biological Macromoleculesmarumi1786Belum ada peringkat
- Catalytic Synthesis of Warfarin Acetals by Using DDokumen8 halamanCatalytic Synthesis of Warfarin Acetals by Using DAnna LuthfiahBelum ada peringkat
- Rabinovich Guilatt2004Dokumen13 halamanRabinovich Guilatt2004Megaa ShasiaBelum ada peringkat
- Pre Formulation 2Dokumen188 halamanPre Formulation 2Dintakurthi Prasanth100% (1)
- Carbohydrate Polymers: Li Wang, Min Wu, Hua-Min LiuDokumen10 halamanCarbohydrate Polymers: Li Wang, Min Wu, Hua-Min Liumarumi1786Belum ada peringkat
- 1 s2.0 S0378517311010830 MainDokumen8 halaman1 s2.0 S0378517311010830 MainNataliya SlavovaBelum ada peringkat
- Density of Organic CompoundDokumen10 halamanDensity of Organic Compoundcap n3moBelum ada peringkat
- 5 Vol. 5 Issue 11 Nov 2018 IJP RA 430Dokumen9 halaman5 Vol. 5 Issue 11 Nov 2018 IJP RA 430Saba GheniBelum ada peringkat
- Stabilization ShellacDokumen9 halamanStabilization ShellacbaoBelum ada peringkat
- Production of 5-Hydroxymethylfurfural (HMF) Via Fructose Dehydration: Effect of Solvent and Salting-OutDokumen8 halamanProduction of 5-Hydroxymethylfurfural (HMF) Via Fructose Dehydration: Effect of Solvent and Salting-OutRazvan NeagoeBelum ada peringkat
- Can e Guner 2012Dokumen12 halamanCan e Guner 2012Vithória Carolyna Trindade Dos SantosBelum ada peringkat
- J Ijpharm 2012 02 041Dokumen7 halamanJ Ijpharm 2012 02 041José Carlos Solís SuárezBelum ada peringkat
- Final Report On The Safety Assessment of Hydroxyethylcellulose Hydroxypropylcellulose Methylcellulose Hydroxypropyl Methylcellulose and Cellulose GumDokumen59 halamanFinal Report On The Safety Assessment of Hydroxyethylcellulose Hydroxypropylcellulose Methylcellulose Hydroxypropyl Methylcellulose and Cellulose GumHanabi_MineBelum ada peringkat
- GC-MS Analysis of Volatile Off-Flavour Compounds from Citral DegradationDokumen8 halamanGC-MS Analysis of Volatile Off-Flavour Compounds from Citral DegradationcarlosBelum ada peringkat
- Characterization of Adsorption Behavior by Solid Dosage Form Excipients in Formulation DevelopmentDokumen8 halamanCharacterization of Adsorption Behavior by Solid Dosage Form Excipients in Formulation DevelopmentKietBelum ada peringkat
- 1001 Investigation of Thermal and Viscoelastic Properties of Polymers Relevant To Hot Melt Extrusion I Polyvinylpyrrolidone and Related PolymersDokumen14 halaman1001 Investigation of Thermal and Viscoelastic Properties of Polymers Relevant To Hot Melt Extrusion I Polyvinylpyrrolidone and Related Polymersmushtaq521Belum ada peringkat
- HOM2 - AS - ETHANOL Page 1Dokumen1 halamanHOM2 - AS - ETHANOL Page 1PreetiBelum ada peringkat
- European Journal of Pharmaceutical Sciences: SciencedirectDokumen9 halamanEuropean Journal of Pharmaceutical Sciences: Sciencedirectdicky saputraBelum ada peringkat
- Comparative Physical Properties of Hyaluronic Acid DermalDokumen11 halamanComparative Physical Properties of Hyaluronic Acid DermalDr Pankaj Chaturvedi100% (1)
- Xu 2018Dokumen7 halamanXu 2018Joseph BornBelum ada peringkat
- Physicochemical Factors Under Preformulation Study: Contents:-I. Physical Characteristics A. Bulk CharacteristicDokumen18 halamanPhysicochemical Factors Under Preformulation Study: Contents:-I. Physical Characteristics A. Bulk CharacteristicFIRDA TRYANABelum ada peringkat
- HMF 2Dokumen7 halamanHMF 2Medical UpdateBelum ada peringkat
- Abbas2013e UnlockedDokumen9 halamanAbbas2013e UnlockedIhsan ArifBelum ada peringkat
- Stability and Enzymatic Studies With Omeprazole:Hydroxypropyl - CyclodextrinDokumen10 halamanStability and Enzymatic Studies With Omeprazole:Hydroxypropyl - CyclodextrinPharma StpBelum ada peringkat
- Tian Et Al-2014-Journal of Pharmacy and PharmacologyDokumen19 halamanTian Et Al-2014-Journal of Pharmacy and PharmacologyAlberto Carlos Espinosa GaravitoBelum ada peringkat
- Designing of New Acrylic Based Macroporous Superabsorbent Polymer Hydrogel and Its Suitability For Drug DeliveryDokumen12 halamanDesigning of New Acrylic Based Macroporous Superabsorbent Polymer Hydrogel and Its Suitability For Drug DeliverykseshuBelum ada peringkat
- Solubility Enhancement of Cox-II Inhibitors by Cosolvency ApproachDokumen8 halamanSolubility Enhancement of Cox-II Inhibitors by Cosolvency ApproachAdriansyah AdriBelum ada peringkat
- EJPS Mota PDFDokumen9 halamanEJPS Mota PDFZaira CardenasBelum ada peringkat
- Characterization of Physicochemical Properties of HydroxypropylDokumen8 halamanCharacterization of Physicochemical Properties of HydroxypropylKhoa DuyBelum ada peringkat
- Optimising Drug Solubilisation in Amorphous Polymer Dispersions RationalDokumen14 halamanOptimising Drug Solubilisation in Amorphous Polymer Dispersions RationalBagoes AsBelum ada peringkat
- 6 Vol. 8 Issue 1 January 2017 IJPSR RA 6983Dokumen10 halaman6 Vol. 8 Issue 1 January 2017 IJPSR RA 6983vinayBelum ada peringkat
- OptimizacionDokumen9 halamanOptimizacionOscar MartinezBelum ada peringkat
- Development of Rapid and Simple Analytical Method For Some Proton Pump Inhibitors (Ppis) Using HPLCDokumen15 halamanDevelopment of Rapid and Simple Analytical Method For Some Proton Pump Inhibitors (Ppis) Using HPLCMorgan faresBelum ada peringkat
- 1 s2.0 S030881461501331X Main PDFDokumen9 halaman1 s2.0 S030881461501331X Main PDFGino RaBelum ada peringkat
- PTEarticleDokumen8 halamanPTEarticlerx bafnaBelum ada peringkat
- CONTROLDokumen10 halamanCONTROLGENARO JOSE BOLIVAR ANGULOBelum ada peringkat
- 1 s2.0 S0920410519304292 MainDokumen8 halaman1 s2.0 S0920410519304292 MainArunBelum ada peringkat
- Maštovská 2004Dokumen14 halamanMaštovská 2004Laboratorium Kimia dan Mikrobiologi BPMBBelum ada peringkat
- 1 s2.0 S0144861710004364 MainDokumen7 halaman1 s2.0 S0144861710004364 MainIsa Guerrero TroyanoBelum ada peringkat
- Eur J Pharm Sci Paper FLMota RevisionsDokumen43 halamanEur J Pharm Sci Paper FLMota RevisionsAsuBelum ada peringkat
- European Journal of Pharmaceutical Sciences: Development of Shellac-Coated Sustained Release Pellet FormulationsDokumen6 halamanEuropean Journal of Pharmaceutical Sciences: Development of Shellac-Coated Sustained Release Pellet FormulationsThuy Khanh LeBelum ada peringkat
- Original Article Bioadhesive and Mechanical Properties of Triamcinolone Acetonide Buccal GelsDokumen11 halamanOriginal Article Bioadhesive and Mechanical Properties of Triamcinolone Acetonide Buccal GelsJulia BottiniBelum ada peringkat
- Sustainable Chemistry and Pharmacy: Veronika Fischer, Didier Touraud, Werner KunzDokumen6 halamanSustainable Chemistry and Pharmacy: Veronika Fischer, Didier Touraud, Werner KunzRISKA DWIYANNA DWIYANNABelum ada peringkat
- Use of Polymer Combinations in The Preparation of Solid Dispersions of A Thermally Unstable Drug by Hot-Melt ExtrusionDokumen10 halamanUse of Polymer Combinations in The Preparation of Solid Dispersions of A Thermally Unstable Drug by Hot-Melt ExtrusionTuan KittiBelum ada peringkat
- 1 s2.0 S1226086X14002020 MainDokumen5 halaman1 s2.0 S1226086X14002020 MainHBelum ada peringkat
- S Imultaneous Determination of Neutral and Acidic Pharmaceuticals in WastewaterDokumen9 halamanS Imultaneous Determination of Neutral and Acidic Pharmaceuticals in Wastewaterwatersoul.nBelum ada peringkat
- Xanthan Gum Viscosity Under SalinityDokumen3 halamanXanthan Gum Viscosity Under SalinityHBelum ada peringkat
- Biodiesel Fuel From Rapeseed Oil, Methanol, and KOH. Analytical Methods in Research and ProductionDokumen6 halamanBiodiesel Fuel From Rapeseed Oil, Methanol, and KOH. Analytical Methods in Research and ProductionRiang TriandonoBelum ada peringkat
- The Potential of Pectin As A Stabilizer For Liposomal Drug Delivery SystemsDokumen8 halamanThe Potential of Pectin As A Stabilizer For Liposomal Drug Delivery Systemsyeison ocampo rodriguezBelum ada peringkat
- Solubility and degradation of biopolymers in propylene carbonateDokumen10 halamanSolubility and degradation of biopolymers in propylene carbonateBryan Roncal LlajarunaBelum ada peringkat
- Development of Tablet Formulation of Amorphous Solid Dispersions PreparedDokumen19 halamanDevelopment of Tablet Formulation of Amorphous Solid Dispersions PreparedBagoes As100% (1)
- Determinación de 5-Hidroximetilfurfural en MielDokumen7 halamanDeterminación de 5-Hidroximetilfurfural en MielbcamposBelum ada peringkat
- 2018-MCM 48 Encapsulated With Reduced Graphene Oxide - Journal of Molecular Liquids-Akpotu PDFDokumen10 halaman2018-MCM 48 Encapsulated With Reduced Graphene Oxide - Journal of Molecular Liquids-Akpotu PDFDanCosminBelum ada peringkat
- Abstract Purpose Ro 28-2653 (Ro) Is A Synthetic Conclusions Cds Are Able To Include Ro and ToDokumen12 halamanAbstract Purpose Ro 28-2653 (Ro) Is A Synthetic Conclusions Cds Are Able To Include Ro and ToId LatBelum ada peringkat
- Interaccion Del Aditivo de La TartrazinaDokumen6 halamanInteraccion Del Aditivo de La TartrazinaSaenz GutierrzBelum ada peringkat
- Biochemistry : A Practical ManualDari EverandBiochemistry : A Practical ManualPenilaian: 5 dari 5 bintang5/5 (1)
- A Comprehensive Book on Experimental PharmaceuticsDari EverandA Comprehensive Book on Experimental PharmaceuticsPenilaian: 5 dari 5 bintang5/5 (1)
- Ancient Robots Reading TestDokumen6 halamanAncient Robots Reading TestAranelys de las Mercedes Lazo CampoBelum ada peringkat
- AT-6 25e Texan ARF: Assembly ManualDokumen52 halamanAT-6 25e Texan ARF: Assembly ManualAL PANTOJABelum ada peringkat
- Technical SeminarDokumen20 halamanTechnical SeminarPravallika DarlaBelum ada peringkat
- NT600 Pi04066Dokumen3 halamanNT600 Pi04066Sorin CosminBelum ada peringkat
- MICTSETA Provider Accreditation System User ManualDokumen8 halamanMICTSETA Provider Accreditation System User ManualLetsie ThekoBelum ada peringkat
- Spec ManualDokumen797 halamanSpec Manualhgogoriya100% (1)
- 2019 Related Rates ABDokumen26 halaman2019 Related Rates ABArebeeJayBelloBelum ada peringkat
- MIT Manipal Placement Guidelines 2021-22Dokumen1 halamanMIT Manipal Placement Guidelines 2021-22Shivam MishraBelum ada peringkat
- Project Hand Book MPCE 016 026 036Dokumen21 halamanProject Hand Book MPCE 016 026 036jinimanxBelum ada peringkat
- Lesson 3: Rates of Change in Linear & Quadratic Functions: The Average Rate of Change and The Secant LineDokumen6 halamanLesson 3: Rates of Change in Linear & Quadratic Functions: The Average Rate of Change and The Secant LineLauren DarbyBelum ada peringkat
- An Integrated Multiport DC - DC Converter For Renewable Energy SystemDokumen9 halamanAn Integrated Multiport DC - DC Converter For Renewable Energy SystemIJRASETPublicationsBelum ada peringkat
- P&WC S.B. No. A1427R3Dokumen16 halamanP&WC S.B. No. A1427R3Elmer Villegas100% (1)
- Capability vs Competency ExplainedDokumen2 halamanCapability vs Competency ExplainedAgentSkySkyBelum ada peringkat
- Johns Ob 9e Tif Ch16Dokumen78 halamanJohns Ob 9e Tif Ch16Harsh JhaveriBelum ada peringkat
- The Formalist ApproachDokumen19 halamanThe Formalist ApproachClarence John G. BelzaBelum ada peringkat
- Garnet 80: in Bound Form, 0,1% Free SilicaDokumen1 halamanGarnet 80: in Bound Form, 0,1% Free SilicaFreddy Carl FredricksenBelum ada peringkat
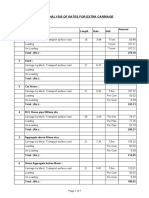
- Carriage of MaterialDokumen7 halamanCarriage of MaterialDigvijay SinghBelum ada peringkat
- Calapan City Campus Network Programming CourseDokumen9 halamanCalapan City Campus Network Programming CourseCartoons TVBelum ada peringkat
- Economic Factors for Maximizing Condensate Recovery from Gas StreamsDokumen8 halamanEconomic Factors for Maximizing Condensate Recovery from Gas StreamsJosé Miguel Sagredo BonillaBelum ada peringkat
- End-Of-Course Test Answer Key A Grammar, Vocabulary, and PronunciationDokumen8 halamanEnd-Of-Course Test Answer Key A Grammar, Vocabulary, and PronunciationRina M.100% (1)
- 07 - 20161108 - Red - Kite - Telelemtry - Bustard - HU - 20161104 - JS - RRDokumen41 halaman07 - 20161108 - Red - Kite - Telelemtry - Bustard - HU - 20161104 - JS - RRHero BigBelum ada peringkat
- Prospectus 2023 26march SetexamDokumen24 halamanProspectus 2023 26march Setexamchaitany institutionBelum ada peringkat
- ITB-017 DocumentDokumen108 halamanITB-017 DocumentRana Ahmad AamirBelum ada peringkat
- Zebra/ Quagga Routing SuiteDokumen111 halamanZebra/ Quagga Routing SuitePravin BhandarkarBelum ada peringkat
- Tutorial Week 1Dokumen4 halamanTutorial Week 1Syafiqah ArdillaBelum ada peringkat
- Review of "The Promise of Entrepreneurship As A Field of Research"Dokumen12 halamanReview of "The Promise of Entrepreneurship As A Field of Research"Sastry Sarath PendyalaBelum ada peringkat
- Statistics 512 Notes 8: The Monte Carlo Method: X X H H X Is Normal (With UnknownDokumen7 halamanStatistics 512 Notes 8: The Monte Carlo Method: X X H H X Is Normal (With UnknownSandeep SinghBelum ada peringkat
- Rechargeable battery backlight counting indicatorDokumen2 halamanRechargeable battery backlight counting indicatorHatake BenaoudaBelum ada peringkat
- Unifi - Invoice Bulan 2020Dokumen25 halamanUnifi - Invoice Bulan 2020Mich SpikeBelum ada peringkat
- Buddhist Three-Nature Theory ExplainedDokumen18 halamanBuddhist Three-Nature Theory ExplainedGiora PreguiçaBelum ada peringkat