Anda mungkin juga menyukai
- Fracture Toughness UltemDokumen8 halamanFracture Toughness Ultemrolob14267Belum ada peringkat
- 1 Effect of MicrospheresDokumen8 halaman1 Effect of MicrospheresRehan SharmaBelum ada peringkat
- Effect of Fused Deposition ModellingDokumen10 halamanEffect of Fused Deposition ModellingMechanical ClassBelum ada peringkat
- 3D Printed Parts With Honeycomb Internal Pattern by Fused Deposition Modelling Experimental Characterization and Production OptimizationDokumen14 halaman3D Printed Parts With Honeycomb Internal Pattern by Fused Deposition Modelling Experimental Characterization and Production OptimizationWissam HajarBelum ada peringkat
- 3D Printed Parts With Honeycomb FDMDokumen25 halaman3D Printed Parts With Honeycomb FDMSeçkin KoçBelum ada peringkat
- Honeycomb LegalDokumen14 halamanHoneycomb LegalMatheus NeivockBelum ada peringkat
- A Review of Applications in 4D PrintingDokumen11 halamanA Review of Applications in 4D PrintingIorga SandraBelum ada peringkat
- The Influence of Operational Settings On The Tensile Strength of An FDM-Printed Abs ComponentDokumen12 halamanThe Influence of Operational Settings On The Tensile Strength of An FDM-Printed Abs ComponentIJRASETPublicationsBelum ada peringkat
- Faidallah Hanon Szakal Oldal 135Dokumen20 halamanFaidallah Hanon Szakal Oldal 135Bogdan PashistyBelum ada peringkat
- Materials and Design: Yu Zhao, Yuansong Chen, Yongjun ZhouDokumen10 halamanMaterials and Design: Yu Zhao, Yuansong Chen, Yongjun ZhouFellipe LavaquiBelum ada peringkat
- Final Rapid PrototypingDokumen9 halamanFinal Rapid PrototypingSunny BediBelum ada peringkat
- 1 s2.0 S2238785423000431 Main 1Dokumen15 halaman1 s2.0 S2238785423000431 Main 1Abdulrasheed Shuaib SuleimanBelum ada peringkat
- Rankouhi Et. Al., 2016Dokumen15 halamanRankouhi Et. Al., 2016siyu chenBelum ada peringkat
- IJRASET1Dokumen16 halamanIJRASET1krishnaBelum ada peringkat
- Polymers 13 02387 v3Dokumen16 halamanPolymers 13 02387 v3mostafa adelBelum ada peringkat
- Fatigue Performance of Fused Filament Fabrication PLA SpecimensDokumen8 halamanFatigue Performance of Fused Filament Fabrication PLA SpecimensMechanical ClassBelum ada peringkat
- Structural Analysis of Carbon Fiber 3D-Printed Ribs For Small Wind Turbine BladesDokumen14 halamanStructural Analysis of Carbon Fiber 3D-Printed Ribs For Small Wind Turbine BladesGogyBelum ada peringkat
- Additive Manufacturing: Alberto Boschetto, Luana Bottini, Francesco VenialiDokumen11 halamanAdditive Manufacturing: Alberto Boschetto, Luana Bottini, Francesco VenialiAbdullah UYSALBelum ada peringkat
- Materials and Design: Y. Song, Y. Li, W. Song, K. Yee, K.-Y. Lee, V.L. TagarielliDokumen11 halamanMaterials and Design: Y. Song, Y. Li, W. Song, K. Yee, K.-Y. Lee, V.L. TagarielliDiego TonghiniBelum ada peringkat
- Chemical Treatment - 90% Dimethylketone and 10% Water - ABS PartsDokumen4 halamanChemical Treatment - 90% Dimethylketone and 10% Water - ABS Partsadityakashyap.pdm22Belum ada peringkat
- Additive Manufacturing of PLA Structures Using Fused DepositionDokumen15 halamanAdditive Manufacturing of PLA Structures Using Fused DepositionMechanical ClassBelum ada peringkat
- 3 Effect of The Fiber Orientation On The Tensile and Flexural Behavior of Continuous Carbon Fiber Composites Made Via Fused Filament FabricationDokumen17 halaman3 Effect of The Fiber Orientation On The Tensile and Flexural Behavior of Continuous Carbon Fiber Composites Made Via Fused Filament Fabricationmwx17860631396Belum ada peringkat
- Effect of Process Parameters On Mechanical PropertDokumen15 halamanEffect of Process Parameters On Mechanical PropertRui FerreiraBelum ada peringkat
- New Design of Process For Cold Forging To Improve Multi-Stage Gas FittingDokumen12 halamanNew Design of Process For Cold Forging To Improve Multi-Stage Gas FittingDegaga KebedeBelum ada peringkat
- Experimental Determination of Critical Orientation of Abs Parts Manufactured Using Fused Deposition Modelling TechnologyDokumen12 halamanExperimental Determination of Critical Orientation of Abs Parts Manufactured Using Fused Deposition Modelling TechnologyAnand NagarajanBelum ada peringkat
- Wear Assessment of 3-D Printed Parts of PLA (Polylactic Acid) Using Taguchi Design and Artificial Neural Network (ANN) TechniqueDokumen16 halamanWear Assessment of 3-D Printed Parts of PLA (Polylactic Acid) Using Taguchi Design and Artificial Neural Network (ANN) TechniqueArturo CervantesBelum ada peringkat
- Prediction of Springback in MuDokumen16 halamanPrediction of Springback in MuAgostinho NoronhaBelum ada peringkat
- Additive Manufacturing: SciencedirectDokumen17 halamanAdditive Manufacturing: Sciencedirectmkumar_234155Belum ada peringkat
- Materials and Design: Anoop Kumar Sood, R.K. Ohdar, S.S. MahapatraDokumen9 halamanMaterials and Design: Anoop Kumar Sood, R.K. Ohdar, S.S. MahapatraRui MatiasBelum ada peringkat
- 1-s2.0-S2214785322074636-mainDokumen7 halaman1-s2.0-S2214785322074636-mainjeroldscdBelum ada peringkat
- 064 Optimizing The Tensile Strength For 3D Printed PLADokumen21 halaman064 Optimizing The Tensile Strength For 3D Printed PLAnamasse.medamineBelum ada peringkat
- 1 s2.0 S2214785323025750 MainDokumen8 halaman1 s2.0 S2214785323025750 MainThanusha ReddyBelum ada peringkat
- Materials Today: Proceedings: Vishal Wankhede, Darshit Jagetiya, Akshata Joshi, Rakesh ChaudhariDokumen4 halamanMaterials Today: Proceedings: Vishal Wankhede, Darshit Jagetiya, Akshata Joshi, Rakesh Chaudharisubhashraj18Belum ada peringkat
- 1-s2.0-S2238785419301905-mainDokumen11 halaman1-s2.0-S2238785419301905-mainavt01Belum ada peringkat
- Composites Part A: SciencedirectDokumen8 halamanComposites Part A: SciencedirectRitik RajBelum ada peringkat
- 3D Printing For Continuous Fiber ReinforcedDokumen7 halaman3D Printing For Continuous Fiber ReinforcedrsakinBelum ada peringkat
- Effect of Infill Density and Pattern On The Specific Load CapacityDokumen11 halamanEffect of Infill Density and Pattern On The Specific Load CapacityYash MundlothBelum ada peringkat
- Impact of Fused Deposition Modeling (FDM) Process ParametersDokumen13 halamanImpact of Fused Deposition Modeling (FDM) Process ParametersKenan MuhamedagićBelum ada peringkat
- 1 s2.0 S0264127519308524 MainDokumen10 halaman1 s2.0 S0264127519308524 MainDikehiBelum ada peringkat
- A Short Review On 3-d Printing of FRP Composites Using StereolithographyDokumen9 halamanA Short Review On 3-d Printing of FRP Composites Using StereolithographyMaximilian SchäfflerBelum ada peringkat
- Polymers 13 03697Dokumen17 halamanPolymers 13 03697hykiBelum ada peringkat
- ItalyDokumen18 halamanItalynamasse.medamineBelum ada peringkat
- 3dp - Infill PatternDokumen5 halaman3dp - Infill PatternrakeshcuteBelum ada peringkat
- Application of Taguchis Experimental Design and Range Analysis in Optimization of FDM Printing Parameters For Pet G Pla and HipsDokumen12 halamanApplication of Taguchis Experimental Design and Range Analysis in Optimization of FDM Printing Parameters For Pet G Pla and HipsMohammedrafficBelum ada peringkat
- Exploring The Role of Manufacturing Parameters OnDokumen31 halamanExploring The Role of Manufacturing Parameters Onnamasse.medamineBelum ada peringkat
- Inverse Engineering and Preliminary Simulation of A Closed Profile Roll-Forming LineDokumen8 halamanInverse Engineering and Preliminary Simulation of A Closed Profile Roll-Forming LinebkhmohamedBelum ada peringkat
- Additive Manufacturing DissertationDokumen9 halamanAdditive Manufacturing DissertationWhereCanYouBuyResumePaperSingapore100% (1)
- Artigo 8Dokumen14 halamanArtigo 8Edmilson LimaBelum ada peringkat
- Fracture Toughness of ABS AdditivelDokumen10 halamanFracture Toughness of ABS AdditivelsvfBelum ada peringkat
- 1 s2.0 S1526612517301834 MainDokumen11 halaman1 s2.0 S1526612517301834 MainDikehiBelum ada peringkat
- s00521-022-07370-7 (2)Dokumen17 halamans00521-022-07370-7 (2)JyotisMan BorahBelum ada peringkat
- Effect of Infill Parameter On Compression Property in FDM ProcessDokumen5 halamanEffect of Infill Parameter On Compression Property in FDM Processweelun yapBelum ada peringkat
- Artigo 9Dokumen15 halamanArtigo 9Edmilson LimaBelum ada peringkat
- Optimization of FDM 3D printing using Taguchi techniqueDokumen12 halamanOptimization of FDM 3D printing using Taguchi techniquekuldeep sharmaBelum ada peringkat
- Finite Element Analysis of Drilling Unidirectional CFRP in Different Ply OrientationDokumen11 halamanFinite Element Analysis of Drilling Unidirectional CFRP in Different Ply OrientationNenu meekosamBelum ada peringkat
- A Critical Review On 3D Printed Continuous Fiber-Reinforced CompositesDokumen24 halamanA Critical Review On 3D Printed Continuous Fiber-Reinforced CompositesrsakinBelum ada peringkat
- Kelvin CellDokumen12 halamanKelvin CellR TharunishBelum ada peringkat
- Infill Pattern Lab PDFDokumen10 halamanInfill Pattern Lab PDFCHAITANYA GHARAPURKARBelum ada peringkat
- Neural NetworkDokumen14 halamanNeural NetworkSimachew addisuBelum ada peringkat
- Development and Application of Infrared ThermograpDokumen27 halamanDevelopment and Application of Infrared ThermograpAnonymous 5AmJ13mLkBelum ada peringkat
- Lec 14Dokumen19 halamanLec 14Anonymous 5AmJ13mLkBelum ada peringkat
- Machined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsDokumen10 halamanMachined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsAnonymous 5AmJ13mLkBelum ada peringkat
- Impact Factor 2021: List of Journals by Clarivate Analytics (JCR)Dokumen264 halamanImpact Factor 2021: List of Journals by Clarivate Analytics (JCR)Medjahed AB100% (1)
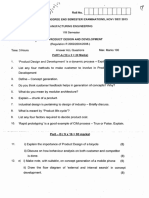
- Roll No. B E / B.Tech (Full Time) Degree End Semester Examinations, Nov / Dec 2013Dokumen2 halamanRoll No. B E / B.Tech (Full Time) Degree End Semester Examinations, Nov / Dec 2013Anonymous 5AmJ13mLkBelum ada peringkat
- MicromachinesDokumen27 halamanMicromachinesJaneBelum ada peringkat
- 10C Polymer Processing (1.3 MB)Dokumen21 halaman10C Polymer Processing (1.3 MB)Anonymous 5AmJ13mLkBelum ada peringkat
- MF80772012AM2019Dokumen3 halamanMF80772012AM2019Anonymous 5AmJ13mLkBelum ada peringkat
- 059Dokumen2 halaman059Anonymous 5AmJ13mLkBelum ada peringkat
- Jadhav2015 Article RoadmapForLeanImplementationInDokumen20 halamanJadhav2015 Article RoadmapForLeanImplementationInAnonymous 5AmJ13mLkBelum ada peringkat
- ImpactfactorandJIFQuartilereleasedon29june2020 PDFDokumen326 halamanImpactfactorandJIFQuartilereleasedon29june2020 PDFMemoonaBelum ada peringkat
- Christmas No PrepDokumen151 halamanChristmas No PrepGipson, Amanda - WREN HIGH SCHOO Teacher100% (3)
- 3D-Printed Biosensor Arrays For Medical Diagnostics: MicromachinesDokumen22 halaman3D-Printed Biosensor Arrays For Medical Diagnostics: MicromachinesAnonymous 5AmJ13mLkBelum ada peringkat
- Advanced Pharmaceutical Applications of Hot-Melt Extrusion Coupled With Fused Deposition Modelling (FDM) 3D Printing For Personalised Drug DeliveryDokumen23 halamanAdvanced Pharmaceutical Applications of Hot-Melt Extrusion Coupled With Fused Deposition Modelling (FDM) 3D Printing For Personalised Drug DeliveryAnonymous 5AmJ13mLkBelum ada peringkat
- 3d-Printed Poly-E-Caprolactone-Caco3-Biocomposite-Scaffolds For Hard Tissue RegenerationDokumen17 halaman3d-Printed Poly-E-Caprolactone-Caco3-Biocomposite-Scaffolds For Hard Tissue RegenerationAnonymous 5AmJ13mLkBelum ada peringkat
- Sensors: 3D Printing-Based Integrated Water Quality Sensing SystemDokumen17 halamanSensors: 3D Printing-Based Integrated Water Quality Sensing SystemAnonymous 5AmJ13mLkBelum ada peringkat
- Enhancement in Fatigue Performance of Metastable Austenitic StainlessDokumen10 halamanEnhancement in Fatigue Performance of Metastable Austenitic StainlessAnonymous 5AmJ13mLkBelum ada peringkat
- Sensors: Microfluidic EBG Sensor Based On Phase-Shift Method Realized Using 3D Printing TechnologyDokumen14 halamanSensors: Microfluidic EBG Sensor Based On Phase-Shift Method Realized Using 3D Printing TechnologyAnonymous 5AmJ13mLkBelum ada peringkat
- Additive Manufacturing: Full Length ArticleDokumen12 halamanAdditive Manufacturing: Full Length ArticleAnonymous 5AmJ13mLkBelum ada peringkat
- Laser Energy Density Dependence of PerformanceDokumen12 halamanLaser Energy Density Dependence of PerformanceAnonymous 5AmJ13mLkBelum ada peringkat
- Materials Today: Proceedings: Akash K. More, Rahul M. ChanmanwarDokumen5 halamanMaterials Today: Proceedings: Akash K. More, Rahul M. ChanmanwarAnonymous 5AmJ13mLkBelum ada peringkat
- 316L Stainless Steel Mechanical and Tribological Behavior-ADokumen9 halaman316L Stainless Steel Mechanical and Tribological Behavior-AAnonymous 5AmJ13mLkBelum ada peringkat
- Materials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengDokumen9 halamanMaterials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengAnonymous 5AmJ13mLkBelum ada peringkat
- Additive Manufacturing: Bonny Onuike, Bryan Heer, Amit BandyopadhyayDokumen8 halamanAdditive Manufacturing: Bonny Onuike, Bryan Heer, Amit BandyopadhyayAnonymous 5AmJ13mLkBelum ada peringkat
- 1 s2.0 S1110260818301789 Main PDFDokumen9 halaman1 s2.0 S1110260818301789 Main PDFAnnamalai NBelum ada peringkat
- Journal of Materials Processing Tech.: Research PaperDokumen9 halamanJournal of Materials Processing Tech.: Research PaperAnonymous 5AmJ13mLkBelum ada peringkat
- International Journal of Electronics and Communications (AEÜ)Dokumen10 halamanInternational Journal of Electronics and Communications (AEÜ)Anonymous 5AmJ13mLkBelum ada peringkat
- Journal of Cleaner Production: Peng Zhao, Chengchen Rao, Fu Gu, Nusrat Sharmin, Jianzhong FuDokumen10 halamanJournal of Cleaner Production: Peng Zhao, Chengchen Rao, Fu Gu, Nusrat Sharmin, Jianzhong FuAnonymous 5AmJ13mLkBelum ada peringkat
- Materials Science & Engineering ADokumen14 halamanMaterials Science & Engineering AAnonymous 5AmJ13mLkBelum ada peringkat
- Materials Science and Engineering CDokumen13 halamanMaterials Science and Engineering CAnonymous 5AmJ13mLkBelum ada peringkat
- Hardware Devices Used in Virtual Reality TechnologiesDokumen6 halamanHardware Devices Used in Virtual Reality TechnologiesTheMoon LightBelum ada peringkat
- The historical evolution of organizational behavior and how it shaped modern managementDokumen3 halamanThe historical evolution of organizational behavior and how it shaped modern managementSaravanan Swagger100% (1)
- Caring Seedlings TLE Weekly PlanDokumen3 halamanCaring Seedlings TLE Weekly PlanMarjorie RaymundoBelum ada peringkat
- Proposal BP3IP FinalDokumen3 halamanProposal BP3IP FinalGiant SeptiantoBelum ada peringkat
- Basic Facts For Homebooks Stage 7Dokumen3 halamanBasic Facts For Homebooks Stage 7api-311857762Belum ada peringkat
- Schippers and Bendrup - Ethnomusicology Ecology and SustainabilityDokumen12 halamanSchippers and Bendrup - Ethnomusicology Ecology and SustainabilityLuca GambirasioBelum ada peringkat
- 8602 BookDokumen240 halaman8602 BookSohail100% (2)
- IBM Release Notes - IBM SPSS Statistics 21.0 - United States PDFDokumen3 halamanIBM Release Notes - IBM SPSS Statistics 21.0 - United States PDFraj sharmaBelum ada peringkat
- The Advantages and Disadvantages If Block ChainDokumen7 halamanThe Advantages and Disadvantages If Block ChainKarthik ShettyBelum ada peringkat
- Green Screen Background Remover Using CV SystemDokumen20 halamanGreen Screen Background Remover Using CV SystemSubhamBelum ada peringkat
- HIBAH PKSM Sps 2021Dokumen9 halamanHIBAH PKSM Sps 2021Gargazi Bin HamidBelum ada peringkat
- Attitudes and Practices Related To Sexuality and Sexual BehaviorDokumen35 halamanAttitudes and Practices Related To Sexuality and Sexual BehaviorGalvin LalusinBelum ada peringkat
- Chem 361 Separation Methods IntroDokumen8 halamanChem 361 Separation Methods IntroTwum SomoahBelum ada peringkat
- Risk and Risk ManagementDokumen8 halamanRisk and Risk ManagementMARY JUSTINE PAQUIBOTBelum ada peringkat
- CM Group Marketing To Gen Z ReportDokumen20 halamanCM Group Marketing To Gen Z Reportroni21Belum ada peringkat
- Sri Dwi Mutiara-Jurnal CRSS OSNE 1Dokumen11 halamanSri Dwi Mutiara-Jurnal CRSS OSNE 1sri dwi mutiaraBelum ada peringkat
- Flap System RiginDokumen12 halamanFlap System RiginHarold Reyes100% (1)
- Detailed Lesson Plan in Science (Solar System)Dokumen7 halamanDetailed Lesson Plan in Science (Solar System)Angelique Pabillona88% (51)
- An Overview On Recognition of State in International LawDokumen17 halamanAn Overview On Recognition of State in International LawRamanah VBelum ada peringkat
- Kunduz Tutor Job Apply Question 1Dokumen2 halamanKunduz Tutor Job Apply Question 1anirbanBelum ada peringkat
- World MultipleDokumen271 halamanWorld MultipleatrkpoleBelum ada peringkat
- Example 02 - Moment Capacity of A Concrete Beam - Reinforced Concrete Design ReviewDokumen5 halamanExample 02 - Moment Capacity of A Concrete Beam - Reinforced Concrete Design ReviewJohn Michael GeneralBelum ada peringkat
- Basf Masteremaco Application GuideDokumen15 halamanBasf Masteremaco Application GuideSolomon AhimbisibweBelum ada peringkat
- Mini-Com Cat6E - ®TX6 ™ PLUS UTP Coupler ModulesDokumen2 halamanMini-Com Cat6E - ®TX6 ™ PLUS UTP Coupler Moduleslejlas77Belum ada peringkat
- Explosive Ordnance DisposalDokumen13 halamanExplosive Ordnance DisposalZelwisBelum ada peringkat
- Soft Computing Techniques Assignment1 PDFDokumen14 halamanSoft Computing Techniques Assignment1 PDFshadan alamBelum ada peringkat
- A Study On Financial Performance of Small and MediumDokumen9 halamanA Study On Financial Performance of Small and Mediumtakele petrosBelum ada peringkat
- CanReg5 InstructionsDokumen150 halamanCanReg5 InstructionsdiyafersanBelum ada peringkat
- Mental AspectDokumen29 halamanMental AspectBenjii CarlosBelum ada peringkat
- Theories of SelfDokumen5 halamanTheories of SelfTd Devi AmmacayangBelum ada peringkat