Anda mungkin juga menyukai
- EPRI-AC Transmission Line Reference Book 200kV and Above-3rd Ed 2005 PDFDokumen1.069 halamanEPRI-AC Transmission Line Reference Book 200kV and Above-3rd Ed 2005 PDFandres100% (2)
- St34-g Sunrise ManualDokumen32 halamanSt34-g Sunrise Manualandres100% (1)
- EPRI-AC Transmission Line Reference Book 200kV and Above-3rd Ed 2005 PDFDokumen1.069 halamanEPRI-AC Transmission Line Reference Book 200kV and Above-3rd Ed 2005 PDFandres100% (1)
- Showa Lubrication Systems: Digest VersionDokumen53 halamanShowa Lubrication Systems: Digest VersionWichain RotchuBelum ada peringkat
- Corrosive Sulphur in Large Transformers Impact, Quantification and Detection 腐蚀性硫 论文 好Dokumen143 halamanCorrosive Sulphur in Large Transformers Impact, Quantification and Detection 腐蚀性硫 论文 好Jicheng PiaoBelum ada peringkat
- Transformer CastingDokumen10 halamanTransformer CastingJanmejaya MishraBelum ada peringkat
- Doble Laboratory TestingDokumen2 halamanDoble Laboratory TestingSimon KoutouaBelum ada peringkat
- Inverter Transformers For Photovoltaic (PV) Power Plants: Generic GuidelinesDokumen9 halamanInverter Transformers For Photovoltaic (PV) Power Plants: Generic GuidelinesChandu GowdaBelum ada peringkat
- 1 s2.0 S0378779613000175 Main PDFDokumen12 halaman1 s2.0 S0378779613000175 Main PDFtaufiqishak09Belum ada peringkat
- Understanding the Ageing of Natural Ester Insulation in Power TransformersDokumen12 halamanUnderstanding the Ageing of Natural Ester Insulation in Power TransformersKarishma RajuBelum ada peringkat
- Operating Damages of Bushings in Power TransformersDokumen5 halamanOperating Damages of Bushings in Power TransformersRoedy SoewardijantoBelum ada peringkat
- CAGRE 2015 Insulating Power Transformer OilsDokumen11 halamanCAGRE 2015 Insulating Power Transformer OilsbenlahnecheBelum ada peringkat
- Field Procedure For Overhauling Job of Power Transformer: Voltamp Transformers LTDDokumen2 halamanField Procedure For Overhauling Job of Power Transformer: Voltamp Transformers LTDSwarup NayakBelum ada peringkat
- CIGRÉ 2008 - Corrosive Sulfur in FR3Dokumen8 halamanCIGRÉ 2008 - Corrosive Sulfur in FR3Felipe VargasBelum ada peringkat
- QA of insulating oilDokumen8 halamanQA of insulating oilSellappan MuthusamyBelum ada peringkat
- Impulse Voltage Testing of Power TransformersDokumen10 halamanImpulse Voltage Testing of Power TransformerssameekBelum ada peringkat
- Maximum performance insulating oil Nytro 10XNDokumen2 halamanMaximum performance insulating oil Nytro 10XNusefiBelum ada peringkat
- Dry Transformer ManualDokumen7 halamanDry Transformer Manualbacuoc.nguyen356100% (1)
- Ageing Phenomena of CelluloseDokumen9 halamanAgeing Phenomena of CellulosedchyBelum ada peringkat
- Product Manual For New Insulating Oils ACCORDING TO IS 335:2018Dokumen8 halamanProduct Manual For New Insulating Oils ACCORDING TO IS 335:2018Ajay KumarBelum ada peringkat
- 2012 ELECTRA 262 WG D1.33 High-Voltage On-Site Testing With Partial Discharge MeasurementDokumen6 halaman2012 ELECTRA 262 WG D1.33 High-Voltage On-Site Testing With Partial Discharge MeasurementHartanto KartojoBelum ada peringkat
- Transformer OilDokumen4 halamanTransformer OilJohnParkerBelum ada peringkat
- Transformer PD OnlineDokumen12 halamanTransformer PD Onlinesumpeno enoBelum ada peringkat
- Power Transformer 2Dokumen49 halamanPower Transformer 2sherif ahmed moussa100% (1)
- Wall Bushings: STB Series: 40.5 252 KV Combined Wall Bushings With Current Transformer: STB-L Series: 40.5 252kVDokumen4 halamanWall Bushings: STB Series: 40.5 252 KV Combined Wall Bushings With Current Transformer: STB-L Series: 40.5 252kVRamesh PatelBelum ada peringkat
- Dissolved Gas Analysis (DGA) : Basic Theory Sample Collection Extraction of Gases Analysis of Gases ActionDokumen45 halamanDissolved Gas Analysis (DGA) : Basic Theory Sample Collection Extraction of Gases Analysis of Gases Actionsantoshnarinoi241100% (1)
- Transformer Bushing Type GOEDokumen32 halamanTransformer Bushing Type GOEMMonticelliBelum ada peringkat
- Research On On-Line DGA Using FTIRDokumen6 halamanResearch On On-Line DGA Using FTIRJames McVeighBelum ada peringkat
- Ferroresonance Explained - Incident Prevention Article - 100212Dokumen2 halamanFerroresonance Explained - Incident Prevention Article - 100212Anonymous 980dmQfwmiBelum ada peringkat
- Design and Testing of High Voltage High Frequency Transformer 0.6kV - 60kV For Power of 60kWDokumen7 halamanDesign and Testing of High Voltage High Frequency Transformer 0.6kV - 60kV For Power of 60kWwessamBelum ada peringkat
- Instrument Transformer Testing Brochure ENUDokumen36 halamanInstrument Transformer Testing Brochure ENUJayakumar JBelum ada peringkat
- Types of Transformers by Application GuideDokumen40 halamanTypes of Transformers by Application Guiderajabharath12100% (1)
- Transformer Life Extension Pdmsa Southafrica 2010Dokumen17 halamanTransformer Life Extension Pdmsa Southafrica 2010Eddy Fernando Queca CadizBelum ada peringkat
- Transformer Oil Acidity and Interfacial TensionDokumen4 halamanTransformer Oil Acidity and Interfacial TensionSellappan MuthusamyBelum ada peringkat
- A 62-Transformers For Photovoltaic Solar Projects - Part 1 - LinkedInDokumen13 halamanA 62-Transformers For Photovoltaic Solar Projects - Part 1 - LinkedInanuragpugaliaBelum ada peringkat
- New Frontiers of DGA Interpretation For Power TFs and Their AccessoriesDokumen8 halamanNew Frontiers of DGA Interpretation For Power TFs and Their Accessoriesdes1982Belum ada peringkat
- Micom P341Dokumen425 halamanMicom P341Vel MuruganBelum ada peringkat
- Dielectric Characterization of Power Transformers OilsDokumen9 halamanDielectric Characterization of Power Transformers OilsYetzin RodriguezBelum ada peringkat
- Power Factor Dry Type Transformer TestingDokumen12 halamanPower Factor Dry Type Transformer TestingNADEEM KHANBelum ada peringkat
- A Guide To Transformer Oil AnalysisDokumen13 halamanA Guide To Transformer Oil Analysiskrcdewanew100% (1)
- 16MVA Transformer SCH - O&M Manual PDFDokumen107 halaman16MVA Transformer SCH - O&M Manual PDFpawanBelum ada peringkat
- Transformer Oil AnalysisDokumen10 halamanTransformer Oil Analysishemantshah1Belum ada peringkat
- Transformer BushingDokumen11 halamanTransformer BushingNunna BaskarBelum ada peringkat
- Moisture Assessment in Power TransformersDokumen4 halamanMoisture Assessment in Power TransformersEHVTransformerBelum ada peringkat
- SS-4 HV TestingDokumen1 halamanSS-4 HV TestingSoumya BhowmickBelum ada peringkat
- Particle Count in OilDokumen5 halamanParticle Count in OilSuresh AdusumalliBelum ada peringkat
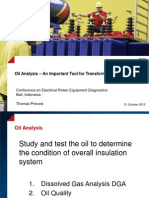
- 4 - Prevost - Oil Analysis PDFDokumen42 halaman4 - Prevost - Oil Analysis PDFbcqbaoBelum ada peringkat
- Sensitivity Studies On Power Transformer Ferroresonance of 400kVDokumen8 halamanSensitivity Studies On Power Transformer Ferroresonance of 400kV_FlyMan_Belum ada peringkat
- TransformerDokumen9 halamanTransformerSamPolancosBelum ada peringkat
- What SF6 Gas TestingDokumen4 halamanWhat SF6 Gas TestingAnonymous V1oLCBBelum ada peringkat
- DGA - DGA Gas-In-Oil Standards A Tool - M CyrDokumen14 halamanDGA - DGA Gas-In-Oil Standards A Tool - M Cyrganeshrudra100% (1)
- Basic Principles and Operation of A TransformerDokumen28 halamanBasic Principles and Operation of A Transformershaggy_harteBelum ada peringkat
- Transformer Oil&DgaDokumen70 halamanTransformer Oil&DgaBasudev PatraBelum ada peringkat
- Comparing DC and AC hipot testing methods for cable insulation resistance measurementDokumen1 halamanComparing DC and AC hipot testing methods for cable insulation resistance measurementunnikrish05Belum ada peringkat
- DBDS Con HPLCDokumen8 halamanDBDS Con HPLCaldowow_537883524Belum ada peringkat
- Frequency Response Analyzer Manual from Wuhan Huaying ElectricDokumen18 halamanFrequency Response Analyzer Manual from Wuhan Huaying ElectricPaulRuedaBelum ada peringkat
- Mineral Insulating OilDokumen96 halamanMineral Insulating OilnbhawyaBelum ada peringkat
- Power Transformers: Overview Factors On Assessing Insulation LifeDokumen8 halamanPower Transformers: Overview Factors On Assessing Insulation LifeДенис ЛяпуновBelum ada peringkat
- SFRA Methods for Transformer Testing & Fault DetectionDokumen9 halamanSFRA Methods for Transformer Testing & Fault Detectionafzal47Belum ada peringkat
- Switching in Electrical Transmission and Distribution SystemsDari EverandSwitching in Electrical Transmission and Distribution SystemsBelum ada peringkat
- Knowledge is "Real Power": Introduction to Power QualityDari EverandKnowledge is "Real Power": Introduction to Power QualityBelum ada peringkat
- Transformer Oils and Remedial Procedures On Corrosive Sulfur EffectsDokumen6 halamanTransformer Oils and Remedial Procedures On Corrosive Sulfur EffectsTJPRC PublicationsBelum ada peringkat
- Corrosive Sulfur in Insulating Oils: Its Detection and Correlated Power Apparatus FailuresDokumen2 halamanCorrosive Sulfur in Insulating Oils: Its Detection and Correlated Power Apparatus FailuresmahsaBelum ada peringkat
- A New Method and Instrument For Step Voltage PDFDokumen11 halamanA New Method and Instrument For Step Voltage PDFandresBelum ada peringkat
- Tecnicas Eficaces para Determinal La Tension de ContactoDokumen5 halamanTecnicas Eficaces para Determinal La Tension de ContactoandresBelum ada peringkat
- C-GPS Overview and Usage: Refer To Software Compatibility Matrix Section For More DetailDokumen7 halamanC-GPS Overview and Usage: Refer To Software Compatibility Matrix Section For More DetailandresBelum ada peringkat
- At CommandsDokumen1.031 halamanAt CommandsandresBelum ada peringkat
- LANDIS GYR CU P4X Manual de UsuarioDokumen38 halamanLANDIS GYR CU P4X Manual de UsuarioandresBelum ada peringkat
- A1800 Technical Manual - Rev.02 PDFDokumen142 halamanA1800 Technical Manual - Rev.02 PDFmemo2912Belum ada peringkat
- PG42-1012A A1800 CommunicationDokumen48 halamanPG42-1012A A1800 CommunicationVlad-Mihai MaziluBelum ada peringkat
- Iskra Mt880 MDokumen2 halamanIskra Mt880 MandresBelum ada peringkat
- At CommandsDokumen1.031 halamanAt CommandsandresBelum ada peringkat
- A1800 Meter Installation Instructions PDFDokumen12 halamanA1800 Meter Installation Instructions PDFandresBelum ada peringkat
- Solar Bloc DatasheetDokumen2 halamanSolar Bloc DatasheetandresBelum ada peringkat
- SL7000 RT Installation GuideDokumen40 halamanSL7000 RT Installation Guideidut oyBelum ada peringkat
- Ace Vision User Guide v53 enDokumen95 halamanAce Vision User Guide v53 enandresBelum ada peringkat
- Guia de Instalação Do SL7000-RTDokumen53 halamanGuia de Instalação Do SL7000-RTandresBelum ada peringkat
- Harmonic Analysis of Grid Connected Power Electronic Systems in Low Voltage Distribution NetworksDokumen10 halamanHarmonic Analysis of Grid Connected Power Electronic Systems in Low Voltage Distribution NetworksandresBelum ada peringkat
- Power: Vented Lead-Acid Batteries For Cyclic ApplicationsDokumen4 halamanPower: Vented Lead-Acid Batteries For Cyclic ApplicationsandresBelum ada peringkat
- SL7000 RT Installation GuideDokumen40 halamanSL7000 RT Installation Guideidut oyBelum ada peringkat
- SL7000 RT Installation GuideDokumen40 halamanSL7000 RT Installation Guideidut oyBelum ada peringkat
- SL7000 RT Installation GuideDokumen40 halamanSL7000 RT Installation Guideidut oyBelum ada peringkat
- SL7000 RT Installation GuideDokumen40 halamanSL7000 RT Installation Guideidut oyBelum ada peringkat
- SL7000 RT Installation GuideDokumen40 halamanSL7000 RT Installation Guideidut oyBelum ada peringkat
- Coordinated Optimal Control Strategy for Multi-energy Microgrids Considering P2G Technology and Demand ResponseDokumen6 halamanCoordinated Optimal Control Strategy for Multi-energy Microgrids Considering P2G Technology and Demand ResponseandresBelum ada peringkat
- Distributed Multi-Energy Coordination of Multi-Microgrids With Biogas-Solar-Wind RenewablesDokumen11 halamanDistributed Multi-Energy Coordination of Multi-Microgrids With Biogas-Solar-Wind RenewablesandresBelum ada peringkat
- High Voltage Engineering - Theory and PracticeDokumen743 halamanHigh Voltage Engineering - Theory and Practiceengmswilam100% (1)
- Trans JourDokumen9 halamanTrans JourLorena SierraBelum ada peringkat
- Ssab WeldingDokumen16 halamanSsab WeldingOscar Jiménez100% (1)
- Garmnet Fusing MachineDokumen9 halamanGarmnet Fusing MachineARPITA SELOTBelum ada peringkat
- 1 CMDokumen78 halaman1 CMlakshminandan gogoiBelum ada peringkat
- Review: Electrolyte Additives For Lithium Ion Battery Electrodes: Progress and PerspectivesDokumen34 halamanReview: Electrolyte Additives For Lithium Ion Battery Electrodes: Progress and PerspectivesMichael LesaBelum ada peringkat
- 006B Product Data Sheet ESAB Stain Clean Picking Paste Sunday, Nov 22, 2020Dokumen2 halaman006B Product Data Sheet ESAB Stain Clean Picking Paste Sunday, Nov 22, 2020Habib RehmanBelum ada peringkat
- Topic 1 StudentDokumen34 halamanTopic 1 Studentnayana wanasingheBelum ada peringkat
- 2021 Decora Door Styleand FinishDokumen15 halaman2021 Decora Door Styleand FinishjunBelum ada peringkat
- Data Sheet: Valid From: 5/7/21Dokumen2 halamanData Sheet: Valid From: 5/7/21Omar GuillenBelum ada peringkat
- Hilti Drilling Screw DocumentDokumen8 halamanHilti Drilling Screw DocumentGregory Alan Francisco IIBelum ada peringkat
- Honing Your Style Kitchen Worksheet: by Erinn ValencichDokumen2 halamanHoning Your Style Kitchen Worksheet: by Erinn ValencichHafsa SellaiBelum ada peringkat
- WMM Moisture Correction SheetDokumen34 halamanWMM Moisture Correction SheetQuality JamBelum ada peringkat
- 2511 Prepreg System: Industry Material Specification Industry DatabaseDokumen4 halaman2511 Prepreg System: Industry Material Specification Industry DatabaseChiranthanRameshBelum ada peringkat
- Wear and Friction Effects On Energy Consumption in The Mining IndustryDokumen101 halamanWear and Friction Effects On Energy Consumption in The Mining IndustryAhmed IdiBelum ada peringkat
- Investigation On Improve Ash Fusion Temperature (AFT) of low-AFT Coal by Biomass AdditionDokumen9 halamanInvestigation On Improve Ash Fusion Temperature (AFT) of low-AFT Coal by Biomass AdditionPrakash WarrierBelum ada peringkat
- Chapter 6. Corrosion, Inspection & ProtectionDokumen2 halamanChapter 6. Corrosion, Inspection & ProtectionblackhawkBelum ada peringkat
- Design of Concrete Corbel ReinforcementDokumen6 halamanDesign of Concrete Corbel ReinforcementhjuzarBelum ada peringkat
- Woodturning Issue 312 December 2017Dokumen108 halamanWoodturning Issue 312 December 2017Anonymous PcUOts100% (3)
- Hilti MI/MQ Technical Guide Rod Couplers and Hex Head BoltsDokumen1 halamanHilti MI/MQ Technical Guide Rod Couplers and Hex Head BoltsRay RamiloBelum ada peringkat
- Millad NX8000Dokumen1 halamanMillad NX8000Bhavesh GandhiBelum ada peringkat
- Composite Structures: Dora FotiDokumen9 halamanComposite Structures: Dora FotiYara MounaBelum ada peringkat
- CHINA FOUNDRY RECENT DEVELOPMENT OF DUCTILE CAST IRONDokumen10 halamanCHINA FOUNDRY RECENT DEVELOPMENT OF DUCTILE CAST IRONMoHammadNashatSabbahBelum ada peringkat
- Sepction - 3Dokumen3 halamanSepction - 3k koradiaBelum ada peringkat
- Clariant FargkartaDokumen10 halamanClariant FargkartaJulia ChouBelum ada peringkat
- Pertamina slide way series optimized for machine toolsDokumen1 halamanPertamina slide way series optimized for machine toolsapriambadhaBelum ada peringkat
- Volvo Coolant VCS: Benefits of switching to Volvo's new coolantDokumen17 halamanVolvo Coolant VCS: Benefits of switching to Volvo's new coolantNaing Min HtunBelum ada peringkat
- Duplex Ss Welding PDF FreeDokumen8 halamanDuplex Ss Welding PDF Freeel_sharkawy2011Belum ada peringkat
- Chemical Resistance of Mortars, Grouts, and Monolithic Surfacings and Polymer ConcretesDokumen6 halamanChemical Resistance of Mortars, Grouts, and Monolithic Surfacings and Polymer ConcretesAmiine BkdBelum ada peringkat
- March Bill1Dokumen38 halamanMarch Bill1ShakthivelBelum ada peringkat
- Concrete Grade Descriptions for Construction ProjectDokumen3 halamanConcrete Grade Descriptions for Construction ProjectumitBelum ada peringkat