Anda mungkin juga menyukai
- MP QUESTION BANK CastingDokumen12 halamanMP QUESTION BANK CastingSwapvaibBelum ada peringkat
- Mp-I MCQ Sem-I (2016)Dokumen134 halamanMp-I MCQ Sem-I (2016)Saurabh Deshmukh50% (2)
- Sand Mould Casting Multiple Choice QuestionsDokumen9 halamanSand Mould Casting Multiple Choice QuestionsAyoub Mohamed100% (1)
- 55 MCQ of CastingDokumen8 halaman55 MCQ of CastingVivek Bajpai100% (1)
- Special Casting Fig Q A For StudentsDokumen60 halamanSpecial Casting Fig Q A For StudentsRavinder Antil75% (4)
- Metal Casting AnswersDokumen6 halamanMetal Casting AnswersKarthi100% (1)
- MCQ MPDokumen27 halamanMCQ MPEr Vishal Divya Jagadale67% (3)
- Manufacturing Technology - MCQDokumen74 halamanManufacturing Technology - MCQjpbhimani100% (1)
- Metal Casting MCQDokumen21 halamanMetal Casting MCQVetsa Sairohit100% (5)
- Foundary Technology Questions With AnswersDokumen2 halamanFoundary Technology Questions With Answerskaluagrawa100% (1)
- MCQ-Metal Forming ProcessDokumen16 halamanMCQ-Metal Forming ProcessKunal Wagh67% (9)
- Question BankDokumen13 halamanQuestion BankAkshay Kumar100% (1)
- Sand CastingDokumen81 halamanSand CastingAshok PradhanBelum ada peringkat
- MTP MCQDokumen25 halamanMTP MCQrahulBelum ada peringkat
- Objective ProductionDokumen6 halamanObjective ProductionM.ThirunavukkarasuBelum ada peringkat
- MCQ Paper Set 1Dokumen5 halamanMCQ Paper Set 1ViJay SabHaya0% (1)
- Welding MCQSDokumen46 halamanWelding MCQSchin22222222Belum ada peringkat
- Multiple Choice Questions On Gears: View AnswerDokumen3 halamanMultiple Choice Questions On Gears: View AnswerrahmaBelum ada peringkat
- MCQ ON III & IV UnitDokumen3 halamanMCQ ON III & IV UnitRavi Parkhe67% (3)
- MCQ Paper Set 3Dokumen4 halamanMCQ Paper Set 3ViJay SabHaya0% (1)
- Me MCQDokumen4 halamanMe MCQsangam100% (1)
- Unit 4 EM MCQDokumen7 halamanUnit 4 EM MCQPratik Wakchoure100% (1)
- MCQ On Sheet Metal OperationsDokumen4 halamanMCQ On Sheet Metal OperationsDr.S.Ravi CITBelum ada peringkat
- Multiple Choice Questions (MCQ) On Manufacturing Process - MechanicaltutorialDokumen3 halamanMultiple Choice Questions (MCQ) On Manufacturing Process - MechanicaltutorialrahmaBelum ada peringkat
- Multiple Choice Questions (MCQ) On Forging Process - MechanicalTutorialDokumen3 halamanMultiple Choice Questions (MCQ) On Forging Process - MechanicalTutorialrahmaBelum ada peringkat
- Multi Choice Questions On 303148: Utilization of Electrical EnergyDokumen26 halamanMulti Choice Questions On 303148: Utilization of Electrical EnergyTejas PatilBelum ada peringkat
- MCQDokumen43 halamanMCQBansal RajNeesh67% (6)
- Objective Type Questions For Material ScienceDokumen44 halamanObjective Type Questions For Material Sciencepiyush138090Belum ada peringkat
- 17.weldability - McqsDokumen5 halaman17.weldability - McqsJawed AkhterBelum ada peringkat
- MCQ On Advance Welding (Harshdeep Rai and Hassan Immam)Dokumen35 halamanMCQ On Advance Welding (Harshdeep Rai and Hassan Immam)Handu100% (1)
- Amie Section A Materials Science Mutiple Choice QuestionsDokumen0 halamanAmie Section A Materials Science Mutiple Choice QuestionsAkeel Aijaz MalikBelum ada peringkat
- Jigs and Fixtures - Multiple Choice Questions (MCQ) and AnswersDokumen42 halamanJigs and Fixtures - Multiple Choice Questions (MCQ) and AnswersAbhimannu RathoreBelum ada peringkat
- Mechanical MCQ PDFDokumen4 halamanMechanical MCQ PDFramkumar100% (1)
- Multiple Choice Questions emDokumen21 halamanMultiple Choice Questions emvaibhavmn100% (2)
- Multiple Choice Questions (MCQ) On Manufacturing Process - Mechanicaltutorial2Dokumen3 halamanMultiple Choice Questions (MCQ) On Manufacturing Process - Mechanicaltutorial2rahmaBelum ada peringkat
- MCQ Workshop EnggDokumen5 halamanMCQ Workshop Enggl8o8r8d8s8i8v8Belum ada peringkat
- 2nd Sem Question PDFDokumen36 halaman2nd Sem Question PDFjankimchandraBelum ada peringkat
- MCQ Metallurgy Question PaperDokumen11 halamanMCQ Metallurgy Question PaperAshutosh AvasekarBelum ada peringkat
- Question Answer On Lathe Milling Drilling Grinding (Join AICTE Telegram Group)Dokumen74 halamanQuestion Answer On Lathe Milling Drilling Grinding (Join AICTE Telegram Group)Vivek SharmaBelum ada peringkat
- Practice Test: Question Set - 09: MCQ Workshop EnggDokumen5 halamanPractice Test: Question Set - 09: MCQ Workshop Enggl8o8r8d8s8i8v8Belum ada peringkat
- Multiple Choice Questions (MCQ) On Press Working - Page 2 of 2 - Scholarexpress2Dokumen1 halamanMultiple Choice Questions (MCQ) On Press Working - Page 2 of 2 - Scholarexpress2Prashant SinghBelum ada peringkat
- Electric Welding MCQs - Page 2 of 4 - ElectricalvoiceDokumen5 halamanElectric Welding MCQs - Page 2 of 4 - ElectricalvoiceSudip MondalBelum ada peringkat
- Petroleum MCQDokumen35 halamanPetroleum MCQpriya dharshiniBelum ada peringkat
- Awt MCQ QuestionDokumen81 halamanAwt MCQ QuestionSHUBHAM Yadav75% (4)
- Assignment / Test - Sloved:-Metal Joining Processes-:: (A) Resistance WeldingDokumen37 halamanAssignment / Test - Sloved:-Metal Joining Processes-:: (A) Resistance WeldingFiron Kumar RanaBelum ada peringkat
- Material Science QuestionsDokumen40 halamanMaterial Science QuestionsLucky KapoorBelum ada peringkat
- MCQ Practice Test Set 01to20Dokumen41 halamanMCQ Practice Test Set 01to20Chan Myae Aung100% (1)
- MCQDokumen44 halamanMCQArvindDuraiSamyBelum ada peringkat
- Forming MCQDokumen10 halamanForming MCQKareem MahdyBelum ada peringkat
- Engineering Materials MCQs PDFDokumen41 halamanEngineering Materials MCQs PDFRamesh KondriBelum ada peringkat
- Module 2 Joining Welding MCQDokumen14 halamanModule 2 Joining Welding MCQanil100% (1)
- MEM - CH - 1 - MCQsDokumen5 halamanMEM - CH - 1 - MCQsKazuto KirigayaBelum ada peringkat
- Material Science MCQDokumen9 halamanMaterial Science MCQVishrut Shirish BaliBelum ada peringkat
- Trade Fitter 1 ST Semester Multiple Choice Questions: About The Institute & SafetyDokumen42 halamanTrade Fitter 1 ST Semester Multiple Choice Questions: About The Institute & SafetyAnonymous n7jQFvW7rBelum ada peringkat
- Tom MCQ VISemDokumen5 halamanTom MCQ VISempurukumar32250% (2)
- CC5291 Design For Manufacture Assembly and Environments MCQDokumen8 halamanCC5291 Design For Manufacture Assembly and Environments MCQVasanth KumarBelum ada peringkat
- MCQ WeldingDokumen3 halamanMCQ WeldingMostafaRock100% (2)
- 1614326996093-Objective Questions On Welding & Non-Destructive Testing MRT-10Dokumen8 halaman1614326996093-Objective Questions On Welding & Non-Destructive Testing MRT-10AshishBelum ada peringkat
- Moulding and Pattern NotesDokumen28 halamanMoulding and Pattern Notesprabhu100% (1)
- Manufacturing Processes UNIT Test-I - Series A With SolutionsDokumen1 halamanManufacturing Processes UNIT Test-I - Series A With SolutionsAnand KesarkarBelum ada peringkat
- Stands PDFDokumen20 halamanStands PDFKanhaiyaPrasadBelum ada peringkat
- Stands ARAIDokumen20 halamanStands ARAIKanhaiyaPrasadBelum ada peringkat
- Synopsis : Student 1 (SRN), Student 2 (SRN), Student 3 (SRN)Dokumen2 halamanSynopsis : Student 1 (SRN), Student 2 (SRN), Student 3 (SRN)KanhaiyaPrasadBelum ada peringkat
- RRB ALP Exam Pattern 2017Dokumen4 halamanRRB ALP Exam Pattern 2017KanhaiyaPrasadBelum ada peringkat
- Question Bank Unit I Chapter 1: Fundamentals of Vibrations: Type ADokumen13 halamanQuestion Bank Unit I Chapter 1: Fundamentals of Vibrations: Type AKanhaiyaPrasadBelum ada peringkat
- Loading Points: Battery Position (40 KG) Consider Position of Battery ThereDokumen1 halamanLoading Points: Battery Position (40 KG) Consider Position of Battery ThereKanhaiyaPrasadBelum ada peringkat
- Lab Viva Questions and Answers: 15ME46P Practice Core (Practice)Dokumen7 halamanLab Viva Questions and Answers: 15ME46P Practice Core (Practice)jambuBelum ada peringkat
- Question Bank For MOMDokumen7 halamanQuestion Bank For MOMKanhaiyaPrasadBelum ada peringkat
- Question Bank For MOMDokumen7 halamanQuestion Bank For MOMKanhaiyaPrasadBelum ada peringkat
- BeerMOM GE C07-P001-P169Dokumen190 halamanBeerMOM GE C07-P001-P169Kaoru AmaneBelum ada peringkat
- EE 303 Tutorial 1Dokumen19 halamanEE 303 Tutorial 1Syama SameekshaBelum ada peringkat
- 23 Electromagnetic Waves: SolutionsDokumen16 halaman23 Electromagnetic Waves: SolutionsAnil AggaarwalBelum ada peringkat
- World Currency White Paper Vol 1. by H.I.M Dr. Lawiy-Zodok Shamuel, D.D.Dokumen11 halamanWorld Currency White Paper Vol 1. by H.I.M Dr. Lawiy-Zodok Shamuel, D.D.:Lawiy-Zodok:Shamu:-El50% (2)
- Counters NOKLTE FL17A AlldataDokumen12 halamanCounters NOKLTE FL17A AlldataNaga Babu DesinaBelum ada peringkat
- Bomba Submersa FE - Petro STPDokumen6 halamanBomba Submersa FE - Petro STProbsonlagambaBelum ada peringkat
- ASME B16.47 Series A FlangeDokumen5 halamanASME B16.47 Series A FlangePhạm Trung HiếuBelum ada peringkat
- Lampiran BDokumen3 halamanLampiran BIqbhal WanaharaBelum ada peringkat
- Zypper Cheat Sheet 2Dokumen1 halamanZypper Cheat Sheet 2norbulinuksBelum ada peringkat
- UnLock Root Pro 4.1.1Dokumen9 halamanUnLock Root Pro 4.1.1jackcarver11Belum ada peringkat
- Theta76PrinterUnit EL V1-0Dokumen58 halamanTheta76PrinterUnit EL V1-0MarcelinoMorillasCecilia100% (1)
- ToshibaDokumen316 halamanToshibaRitesh SharmaBelum ada peringkat
- Presentation 1Dokumen12 halamanPresentation 1Varun MaheshwariBelum ada peringkat
- Digital Booklet - Oh My My (Deluxe) PDFDokumen8 halamanDigital Booklet - Oh My My (Deluxe) PDFMehmet Akif DelibaşBelum ada peringkat
- Aspect Oriented ArchitectureDokumen43 halamanAspect Oriented ArchitectureerzhanbaiBelum ada peringkat
- BeartopusDokumen6 halamanBeartopusDarkon47Belum ada peringkat
- Sika Cemflex 1Dokumen3 halamanSika Cemflex 1rasasiBelum ada peringkat
- Security Officer/GuardDokumen2 halamanSecurity Officer/Guardapi-121358674Belum ada peringkat
- BS en 00480-6-2005 PDFDokumen8 halamanBS en 00480-6-2005 PDFShan Sandaruwan AbeywardeneBelum ada peringkat
- PAC4200 Product GuideDokumen4 halamanPAC4200 Product GuideHugo Alberto Malespin SolisBelum ada peringkat
- 7.sieve Analysis AhmedDokumen9 halaman7.sieve Analysis AhmedJin AhmedBelum ada peringkat
- TechTrax 09 2003 ScreenReaderVersionDokumen84 halamanTechTrax 09 2003 ScreenReaderVersionMCKINNONBBelum ada peringkat
- Soliphant T FTM20, FTM21: Technical Information VibronicDokumen16 halamanSoliphant T FTM20, FTM21: Technical Information VibronicmichaelBelum ada peringkat
- Job Description - NOC EngineerDokumen2 halamanJob Description - NOC EngineerMd ShujauddinBelum ada peringkat
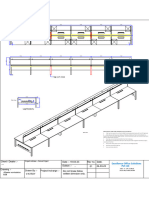
- 6seater Workstation B2BDokumen1 halaman6seater Workstation B2BDid ProjectsBelum ada peringkat
- Implementation 3-Axis CNC Router For Small Scale Industry: Telkom Applied Science School, Telkom University, IndonesiaDokumen6 halamanImplementation 3-Axis CNC Router For Small Scale Industry: Telkom Applied Science School, Telkom University, IndonesiaAnonymous gzC9adeBelum ada peringkat
- Loupe S Dental Brochure Sur 6351Dokumen16 halamanLoupe S Dental Brochure Sur 6351bernadinadwiBelum ada peringkat
- DIN 3900 1984 04 Compression CouplingsDokumen3 halamanDIN 3900 1984 04 Compression Couplingsjangaswathi0% (1)
- DepEd Learner Information System (LIS) PDFDokumen36 halamanDepEd Learner Information System (LIS) PDFshasagailBelum ada peringkat
- Pursuit ManualDokumen26 halamanPursuit Manualhunter9903Belum ada peringkat
- Project TemplatesDokumen64 halamanProject TemplatesMahad AbdiBelum ada peringkat