Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Duque 2015Dokumen9 halamanDuque 2015GeraldiineDuqueSalazarBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Cubas Cano2018Dokumen14 halamanCubas Cano2018GeraldiineDuqueSalazarBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Luo 2018Dokumen52 halamanLuo 2018GeraldiineDuqueSalazarBelum ada peringkat
- Jing 2019Dokumen27 halamanJing 2019GeraldiineDuqueSalazarBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Resources, Conservation & Recycling: Subhash Paul, Animesh DuttaDokumen11 halamanResources, Conservation & Recycling: Subhash Paul, Animesh DuttaGeraldiineDuqueSalazarBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Sharma 2017Dokumen17 halamanSharma 2017GeraldiineDuqueSalazarBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Renewable and Sustainable Energy Reviews: Ugo de Corato, Isabella de Bari, Egidio Viola, Massimo PuglieseDokumen21 halamanRenewable and Sustainable Energy Reviews: Ugo de Corato, Isabella de Bari, Egidio Viola, Massimo PuglieseGeraldiineDuqueSalazarBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- This Content Downloaded From 200.24.17.12 On Fri, 03 Jul 2020 04:24:36 UTCDokumen4 halamanThis Content Downloaded From 200.24.17.12 On Fri, 03 Jul 2020 04:24:36 UTCGeraldiineDuqueSalazarBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Influence of The Nitrogen Source On Saccharomyces Cerevisiae Anaerobic Growth and Product FormationDokumen9 halamanInfluence of The Nitrogen Source On Saccharomyces Cerevisiae Anaerobic Growth and Product FormationGeraldiineDuqueSalazarBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Ingersoll Rand Dryer O&M Manual 80442833-EnDokumen48 halamanIngersoll Rand Dryer O&M Manual 80442833-EnBill BrighamBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Astm d1856Dokumen3 halamanAstm d1856Jose AruquipaBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Function: Marine Engineering at Operational Level: 95HE-4 Sr. No. 4 Examination of Marine Engineer OfficerDokumen3 halamanFunction: Marine Engineering at Operational Level: 95HE-4 Sr. No. 4 Examination of Marine Engineer OfficerAyuub Abdi MahamedBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- ISGTLA Accepted PapersDokumen27 halamanISGTLA Accepted PapershidrobhBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Power and Distribution TFRDokumen2 halamanPower and Distribution TFRchirags_99Belum ada peringkat
- Project List: Project Type: Rooftop Industrial Solar Project Capacity: Higher Then 150KwpDokumen6 halamanProject List: Project Type: Rooftop Industrial Solar Project Capacity: Higher Then 150KwpParesh Chandra DebnathBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Generador PerkinsDokumen5 halamanGenerador PerkinsDave ChecaBelum ada peringkat
- 660 MW Warm Startup Procedures Warm Start Up After 36 Hrs Shutdown and HPC Temperature 340 C and Ipc 320 C With Boiler PR 1 To 30 KSCDokumen6 halaman660 MW Warm Startup Procedures Warm Start Up After 36 Hrs Shutdown and HPC Temperature 340 C and Ipc 320 C With Boiler PR 1 To 30 KSCdjfffBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Smart GridDokumen20 halamanSmart GridPrabir Kumar PatiBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Power Transformer GTP - CommentedDokumen9 halamanPower Transformer GTP - CommentedNavneeth100% (1)
- Siemens Gas Turbine SGT 500 Crude OilDokumen10 halamanSiemens Gas Turbine SGT 500 Crude Oilgeverett2765Belum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Tin's Role in EV: Source: International Tin AssociationDokumen2 halamanTin's Role in EV: Source: International Tin AssociationyogaBelum ada peringkat
- Integration of Distributed GenerationDokumen4 halamanIntegration of Distributed GenerationJeevan Karanam0% (1)
- Exciter With DiagnosticsDokumen5 halamanExciter With DiagnosticsHafizuddin RazaliBelum ada peringkat
- Elechome AnswersDokumen10 halamanElechome AnswersLelon OngBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Yanmar Engine Type 6CXM-GTE2Dokumen2 halamanYanmar Engine Type 6CXM-GTE2Yoga_DMBelum ada peringkat
- Bulb Elec Bill000549998 1Dokumen2 halamanBulb Elec Bill000549998 1pruthviBelum ada peringkat
- 7 Bmba Sumergible LowaraDokumen60 halaman7 Bmba Sumergible LowaraHugo Miño CarrascoBelum ada peringkat
- KCP Corporate ProfileDokumen47 halamanKCP Corporate ProfileHimanshu1712Belum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- West Seti & Karnali ChisapaniDokumen10 halamanWest Seti & Karnali ChisapaniBidur GautamBelum ada peringkat
- DMU ENGT5053 Assignment B Project Initiation Document v1.2Dokumen17 halamanDMU ENGT5053 Assignment B Project Initiation Document v1.2Hinna KhanBelum ada peringkat
- Academic Writing Skills Level2 Students Book Unit1 Sample PagesDokumen8 halamanAcademic Writing Skills Level2 Students Book Unit1 Sample PagesAlexandru BalaucaBelum ada peringkat
- 43.12 PiB BrochureDokumen8 halaman43.12 PiB Brochuresas999333Belum ada peringkat
- Heat of NeutralisationDokumen4 halamanHeat of NeutralisationZarith Hidayah IsmileBelum ada peringkat
- L&T Construction Commissions India's First 765kV Gas Insulated SubstationDokumen1 halamanL&T Construction Commissions India's First 765kV Gas Insulated SubstationChandru SBelum ada peringkat
- Booz&Co 2012 Oil & Gas Industry PerspectiveDokumen7 halamanBooz&Co 2012 Oil & Gas Industry PerspectiveHuiJooHweeBelum ada peringkat
- Crydom ModuleDokumen36 halamanCrydom ModulenormandofloresBelum ada peringkat
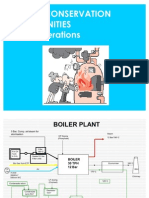
- Encon in BoilerDokumen51 halamanEncon in BoilerSatish JajooBelum ada peringkat
- Micro Ohmmetre Soudure Aluminothermique CadweldDokumen11 halamanMicro Ohmmetre Soudure Aluminothermique CadweldIsmael Martinez AlvaradoBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Open Circuit Saturation Curve of An Alternator-EXPT8Dokumen2 halamanOpen Circuit Saturation Curve of An Alternator-EXPT8Karl Joseph Chua Villariña100% (3)