Anda mungkin juga menyukai
- JIS G3445 STKM 11A Steel TubesDokumen11 halamanJIS G3445 STKM 11A Steel TubesshantyBelum ada peringkat
- Global Marketing For Tube & Pipe: JIS G3462 Alloy Steel For Boiler and Heat Exchanger TubesDokumen19 halamanGlobal Marketing For Tube & Pipe: JIS G3462 Alloy Steel For Boiler and Heat Exchanger TubesGerardo Emmanuel Romana BrianoBelum ada peringkat
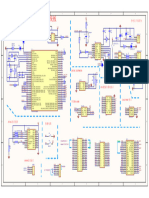
- Schematic - Blue Ring Tester - 2020-08-22 - 14-22-51Dokumen1 halamanSchematic - Blue Ring Tester - 2020-08-22 - 14-22-51Sohail AhmedBelum ada peringkat
- Gate Valve VC1500BBDokumen4 halamanGate Valve VC1500BBDanielle JohnsonBelum ada peringkat
- JC Catalogue Globe Valves BBDokumen24 halamanJC Catalogue Globe Valves BBarnettoBelum ada peringkat
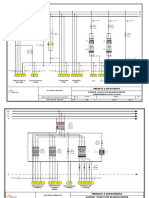
- SUBMERSIBLE PANELS-Model4Dokumen1 halamanSUBMERSIBLE PANELS-Model4ahmed fathyBelum ada peringkat
- JC Catalogue Gate Valves BB PDFDokumen24 halamanJC Catalogue Gate Valves BB PDFMahdi DalyBelum ada peringkat
- Schematic Blue Ring Tester 2023-01-21Dokumen1 halamanSchematic Blue Ring Tester 2023-01-21robyBelum ada peringkat
- Sumi E A.compressedDokumen45 halamanSumi E A.compressedabelmil123Belum ada peringkat
- GC-20 SchematicDokumen1 halamanGC-20 SchematicPetr BruzaBelum ada peringkat
- 30A Speaker Protector Technical MrigankaDokumen2 halaman30A Speaker Protector Technical Mrigankakingcooldued1234Belum ada peringkat
- TDB7910 TDA7910: Medium Power Single Bipolar Operational AmplifierDokumen5 halamanTDB7910 TDA7910: Medium Power Single Bipolar Operational AmplifiertommyhghBelum ada peringkat
- OSCMODDokumen1 halamanOSCMODmnolasco2009Belum ada peringkat
- Silowa 4 AstDokumen1 halamanSilowa 4 AstНиколай ИвановBelum ada peringkat
- Tba810s SGSDokumen6 halamanTba810s SGSjosue sotoBelum ada peringkat
- Electrical Specifications:: Riser DiagramDokumen1 halamanElectrical Specifications:: Riser DiagramChy GomezBelum ada peringkat
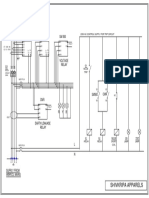
- Shivkripa Apparels: DM 3210 DM 3110 SM 500Dokumen1 halamanShivkripa Apparels: DM 3210 DM 3110 SM 500susovan bIswasBelum ada peringkat
- Edifact Desadv01 EnglDokumen38 halamanEdifact Desadv01 EnglArmin SuljovicBelum ada peringkat
- Ozone 2 Click SchematicDokumen1 halamanOzone 2 Click SchematicArtefakt Novi SadBelum ada peringkat
- 16F88 12 To 5V Regulator: VCC VCC DC1Dokumen1 halaman16F88 12 To 5V Regulator: VCC VCC DC1Angel LozanoBelum ada peringkat
- Schematic PrintsDokumen1 halamanSchematic Printspedromarcosmg04Belum ada peringkat
- Schematic MPPT Wind Turbine 2020-07!17!14!53!50Dokumen1 halamanSchematic MPPT Wind Turbine 2020-07!17!14!53!50Đức VõBelum ada peringkat
- Schematic MPPT Wind Turbine 2020-07!17!14!53!50Dokumen1 halamanSchematic MPPT Wind Turbine 2020-07!17!14!53!50Đức VõBelum ada peringkat
- Fedback 2Dokumen1 halamanFedback 2v2brotherBelum ada peringkat
- sd9 CloneDokumen7 halamansd9 CloneMariuchaBelum ada peringkat
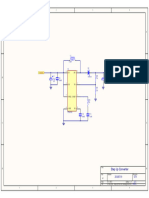
- Step Up Conv 096Dokumen1 halamanStep Up Conv 096azqBelum ada peringkat
- Comparison Table For Pipes and Fittings PDFDokumen1 halamanComparison Table For Pipes and Fittings PDFrcpretoriusBelum ada peringkat
- 7720200191.14C NW 1000354385Dokumen1 halaman7720200191.14C NW 1000354385Honesto BautistaBelum ada peringkat
- MT8870 Schematic DiagramDokumen1 halamanMT8870 Schematic DiagramAnonymous JoB5Zxg100% (1)
- VR300BC-Rev 3Dokumen4 halamanVR300BC-Rev 3Nourdine EL-HASANYBelum ada peringkat
- D D D D D D: ULN2803A Darlington Transistor ArrayDokumen7 halamanD D D D D D: ULN2803A Darlington Transistor ArrayValentin ValoBelum ada peringkat
- 50 Inches LED Driver Circuit - OB4P-03 - With IC-OB3362HPDokumen1 halaman50 Inches LED Driver Circuit - OB4P-03 - With IC-OB3362HPRene gBelum ada peringkat
- 50 Inches LED Driver Circuit - OB4P-03 - With IC-OB3362HP PDFDokumen1 halaman50 Inches LED Driver Circuit - OB4P-03 - With IC-OB3362HP PDFRene G OramaBelum ada peringkat
- 50 Inches LED Driver Circuit - OB4P-03 - With IC-OB3362HP PDFDokumen1 halaman50 Inches LED Driver Circuit - OB4P-03 - With IC-OB3362HP PDFdraBelum ada peringkat
- 50 Inches LED Driver Circuit - OB4P-03 - With IC-OB3362HP PDFDokumen1 halaman50 Inches LED Driver Circuit - OB4P-03 - With IC-OB3362HP PDFNsb El-kathiri100% (1)
- Insert Grades: A1 To A37Dokumen38 halamanInsert Grades: A1 To A37sahil josephBelum ada peringkat
- Pwmprest Rev05 Pwm70v 2ch FM - Esquema-1Dokumen4 halamanPwmprest Rev05 Pwm70v 2ch FM - Esquema-1Gilmar NascimentoBelum ada peringkat
- Pwmprest Rev05 - PWM30070V - EsquemaDokumen4 halamanPwmprest Rev05 - PWM30070V - EsquemaJezus BorgesBelum ada peringkat
- Circuito de Controle Do Display TV LG 26Lg7R: (PLACA T-CON V260-B1-C03)Dokumen2 halamanCircuito de Controle Do Display TV LG 26Lg7R: (PLACA T-CON V260-B1-C03)JULIO NAVARRO100% (1)
- Ufo ChaserDokumen1 halamanUfo Chaserbitu&piutaBelum ada peringkat
- K Line - Delco500 SCHDokumen1 halamanK Line - Delco500 SCHDaniel Norberto DemariaBelum ada peringkat
- Spartan Carbide CatalogDokumen31 halamanSpartan Carbide CatalogAnkit ChawlaBelum ada peringkat
- Schematic - Zigbee Stick 4.0 CH340CDokumen1 halamanSchematic - Zigbee Stick 4.0 CH340CSergey SuloevBelum ada peringkat
- Nama Material JML Satuan Kebutuhan MaterialDokumen1 halamanNama Material JML Satuan Kebutuhan MaterialLuqman HakimBelum ada peringkat
- IntefaceDokumen1 halamanIntefaceMedo O. EzzatBelum ada peringkat
- 220 Vac/24 VDC 220-24 VacDokumen22 halaman220 Vac/24 VDC 220-24 Vacfernandez123456Belum ada peringkat
- 2009-2011 Toyota Venza Electrical Wiring DiagramsDokumen479 halaman2009-2011 Toyota Venza Electrical Wiring DiagramsDardoor100% (4)
- CP10 CHDokumen2 halamanCP10 CHGladson GoesBelum ada peringkat
- 12at057 v1.3 SemaDokumen10 halaman12at057 v1.3 SemaSertan Yasan100% (1)
- Ecm8000 CloneDokumen1 halamanEcm8000 CloneMamad SoheBelum ada peringkat
- King Tone Blues Power - SchematicDokumen1 halamanKing Tone Blues Power - SchematicDavid BrownBelum ada peringkat
- 紫电a原理图Dokumen1 halaman紫电a原理图treitenyBelum ada peringkat
- A PDFDokumen45 halamanA PDFSatya Jujur GunawanBelum ada peringkat
- Schematic - TOTEMPOLE BALAP - Sheet - 1 - 20190930201614Dokumen1 halamanSchematic - TOTEMPOLE BALAP - Sheet - 1 - 20190930201614jean grangeonBelum ada peringkat
- Schematic - PWM DC Motor Speed Controller - 2023-01-06Dokumen1 halamanSchematic - PWM DC Motor Speed Controller - 2023-01-06PrernaaBelum ada peringkat
- WDP - SDP Farm TonjongDokumen3 halamanWDP - SDP Farm Tonjongrahmannafi kurniawanBelum ada peringkat
- Job Sheet Airblast: SampulDokumen6 halamanJob Sheet Airblast: SampulIQbàl Nak BhrocokBelum ada peringkat
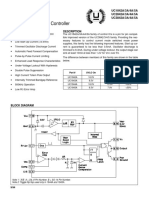
- Current Mode PWM Controller: Features DescriptionDokumen7 halamanCurrent Mode PWM Controller: Features DescriptionSamuelSilvaBelum ada peringkat
- Safety Data Sheet: 1. Identification of The Substance/Preparation and of The Company/UndertakingDokumen6 halamanSafety Data Sheet: 1. Identification of The Substance/Preparation and of The Company/UndertakingJulion2009Belum ada peringkat
- Corrado Malanga Biography - Corrado Malanga EnglishDokumen5 halamanCorrado Malanga Biography - Corrado Malanga EnglishC.O.M.A research -stopalienabduction-Belum ada peringkat
- Gabi Starch As PlasticDokumen24 halamanGabi Starch As PlasticJimreenBayAnColigman84% (19)
- A Review of Solar Collectors and Thermal Energy Storage in Solar Thermal ApplicationsDokumen55 halamanA Review of Solar Collectors and Thermal Energy Storage in Solar Thermal ApplicationsRafael MadioBelum ada peringkat
- Lab 13 Gas LawsDokumen15 halamanLab 13 Gas Lawsjohn linBelum ada peringkat
- No Title Page No: IndexDokumen2 halamanNo Title Page No: IndexANONBelum ada peringkat
- Aubf ReviewerDokumen3 halamanAubf ReviewerLoro JDBelum ada peringkat
- Radiochemical Stability of Radiopharmaceutical Preparations: IsbnDokumen6 halamanRadiochemical Stability of Radiopharmaceutical Preparations: IsbnIin Tirta SunartaBelum ada peringkat
- Cyclic Behavior of Steel Shear Links Used in Replaceable Coupling BeamsDokumen11 halamanCyclic Behavior of Steel Shear Links Used in Replaceable Coupling BeamsJay PadamaBelum ada peringkat
- Ned-1501 Finian C01 (BT) PDFDokumen3 halamanNed-1501 Finian C01 (BT) PDFAm EBelum ada peringkat
- Water Pollution NotesDokumen1 halamanWater Pollution NotesMary Francesca CobradoBelum ada peringkat
- Enhanced Degradation of Persistent Pharmaceuticals Found in Wastewater Treatment Ef Uents Using Tio2 Nanobelt PhotocatalystsDokumen14 halamanEnhanced Degradation of Persistent Pharmaceuticals Found in Wastewater Treatment Ef Uents Using Tio2 Nanobelt PhotocatalystsSourav SutradharBelum ada peringkat
- API Piping PlansDokumen9 halamanAPI Piping PlansMohit MundraBelum ada peringkat
- Failure CriteriaDokumen26 halamanFailure CriteriaSagarias AlbusBelum ada peringkat
- The Evolution Road of Seaweed Aquaculture: Cultivation Technologies and The Industry 4.0Dokumen42 halamanThe Evolution Road of Seaweed Aquaculture: Cultivation Technologies and The Industry 4.021 522Belum ada peringkat
- Marl Soils Classifiction Proposal PDFDokumen21 halamanMarl Soils Classifiction Proposal PDFthadikkaranBelum ada peringkat
- Sample Request Form-FOR GC-MS ANALYSIS (External Users) : Soft Copy# of This Form IsDokumen3 halamanSample Request Form-FOR GC-MS ANALYSIS (External Users) : Soft Copy# of This Form IsdrkameshBelum ada peringkat
- DRI Project 8th SemDokumen22 halamanDRI Project 8th Semdvenkatesh_5Belum ada peringkat
- Fracture Resistance of Yttrium Oxide Partially-Stabilized Zirconia All-Ceramic Bridges After Veneering and Mechanical Fatigue TestingDokumen7 halamanFracture Resistance of Yttrium Oxide Partially-Stabilized Zirconia All-Ceramic Bridges After Veneering and Mechanical Fatigue TestingMostafa MedhatBelum ada peringkat
- Indian Institute of Welding - ANB Refresher Course - Module 07Dokumen55 halamanIndian Institute of Welding - ANB Refresher Course - Module 07dayalram0% (1)
- Zach West's " Electrolyser&Quot - Free-Energy DevicesDokumen17 halamanZach West's " Electrolyser&Quot - Free-Energy DevicesCarlos JuniorBelum ada peringkat
- Theoretical Design GallettiDokumen8 halamanTheoretical Design GallettiAnonymous 0GmaK60SBelum ada peringkat
- Hollo BlastDokumen16 halamanHollo BlastBraz Pataro NetoBelum ada peringkat
- Valve Material SelectionDokumen8 halamanValve Material SelectionerovhoBelum ada peringkat
- Paper Chromatography: A Review: Mukta Gupta, Bhupinder Kapoor, Reena GuptaDokumen8 halamanPaper Chromatography: A Review: Mukta Gupta, Bhupinder Kapoor, Reena GuptaYonas AlexandryBelum ada peringkat
- List of Important Metals and Their Ores With Chemical Formulas PDFDokumen2 halamanList of Important Metals and Their Ores With Chemical Formulas PDFAudibleBelum ada peringkat
- LARE Section 2 Study Guide 2.0Dokumen4 halamanLARE Section 2 Study Guide 2.0chrisBelum ada peringkat
- Microplastics in Freshwater EnvironmentDokumen28 halamanMicroplastics in Freshwater EnvironmentmicahelBelum ada peringkat
- F5 CW4 26 Nov 2012 AnswerDokumen3 halamanF5 CW4 26 Nov 2012 AnswerLeo ChanBelum ada peringkat
- Microscale Heat Conduction in Lelectnc Thin Films: A. MajumdarDokumen10 halamanMicroscale Heat Conduction in Lelectnc Thin Films: A. Majumdarbo jiangBelum ada peringkat