Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Ejercicio de Conicidad Iai Tet 200Dokumen1 halamanEjercicio de Conicidad Iai Tet 200nicolasBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- NuevoDocumento 2019-03-25 10.19.06 PDFDokumen4 halamanNuevoDocumento 2019-03-25 10.19.06 PDFnicolasBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- NuevoDocumento 2019-04-06 21.28.16Dokumen3 halamanNuevoDocumento 2019-04-06 21.28.16nicolasBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- NuevoDocumento 2019-03-25 10.19.06Dokumen4 halamanNuevoDocumento 2019-03-25 10.19.06nicolasBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Guia A 3 2016Dokumen1 halamanGuia A 3 2016nicolasBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
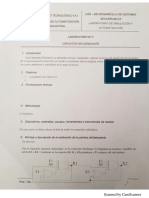
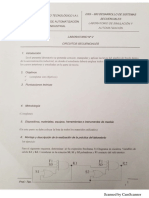
- Lab 1Dokumen7 halamanLab 1nicolasBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- CRONOLAB117 pdf1618018392Dokumen1 halamanCRONOLAB117 pdf1618018392nicolasBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- N. Arce M. F.N.I. MEC - 3343-A Practica: HUA RAC HI LLDokumen1 halamanN. Arce M. F.N.I. MEC - 3343-A Practica: HUA RAC HI LLnicolasBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- View ContentDokumen8 halamanView ContentnicolasBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
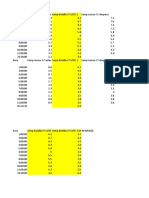
- Rac Table and GraphDokumen8 halamanRac Table and GraphIrfan AminBelum ada peringkat
- Brice and Fishman, 1959Dokumen4 halamanBrice and Fishman, 1959Tu LEBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Lista de Cons. Aire v4Dokumen3 halamanLista de Cons. Aire v4yustin velascoBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Druck PV411 User ManualDokumen24 halamanDruck PV411 User ManualidrisBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Varian CP 3800 TCDDokumen16 halamanVarian CP 3800 TCDchmsarfrazBelum ada peringkat
- SPE 89466 Measured Z-Factor of CO - Dry Gas/Wet Gas/Gas Condensates For CO Storage in Depleted Gas ReservoirsDokumen11 halamanSPE 89466 Measured Z-Factor of CO - Dry Gas/Wet Gas/Gas Condensates For CO Storage in Depleted Gas ReservoirsmsmsoftBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Fluid Saturation and Capillary PressureDokumen23 halamanFluid Saturation and Capillary PressureRasheedBelum ada peringkat
- Castel Product Handbook EngDokumen176 halamanCastel Product Handbook EngtomakagsxrBelum ada peringkat
- Internal Combustion Engines - R. K. RajputDokumen352 halamanInternal Combustion Engines - R. K. RajputmeetbalakumarBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Standard Cost Coding System (SCCS)Dokumen326 halamanStandard Cost Coding System (SCCS)mirakulBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Roca NG100 - 110Dokumen10 halamanRoca NG100 - 110Francisco EscobarBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Lecture 22 Boundary Layer Analogies 2016IDokumen59 halamanLecture 22 Boundary Layer Analogies 2016ICESAR AUGUSTO VASQUEZ RUIZBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Guide To Sizing Armstrong Hot Water Recirculation Package For HotelDokumen24 halamanGuide To Sizing Armstrong Hot Water Recirculation Package For HotelAmeet GupteBelum ada peringkat
- Ecole Sigtto QuestionareDokumen18 halamanEcole Sigtto QuestionareImmorthalBelum ada peringkat
- HY 2016024 01 - EN - HYGOOD - INERGEN Iflow Container PDFDokumen1 halamanHY 2016024 01 - EN - HYGOOD - INERGEN Iflow Container PDFSeyedBelum ada peringkat
- Chapter 4 - Atmospheric Pressure and WindDokumen109 halamanChapter 4 - Atmospheric Pressure and WindAlexLionBelum ada peringkat
- MNPP Stock ReportDokumen4 halamanMNPP Stock ReportMaona power plant PlantBelum ada peringkat
- Feluwa PresentationDokumen42 halamanFeluwa PresentationKedar BhojakBelum ada peringkat
- 01 - Ashrae - AerodynamicsDokumen52 halaman01 - Ashrae - AerodynamicsAnonymous A8HV1JiN2TBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- GX7000 New CatalogeDokumen20 halamanGX7000 New CatalogeyohanesBelum ada peringkat
- BFD Corrective - Action - SheetDokumen2 halamanBFD Corrective - Action - SheetJian MinBelum ada peringkat
- Job No: 6812A: NTPC - Lara Super Thermal Power Project Stage 1 (2X800 MW)Dokumen6 halamanJob No: 6812A: NTPC - Lara Super Thermal Power Project Stage 1 (2X800 MW)A N MadhavanBelum ada peringkat
- 61 Top Hydraulic Machines Question and Answers PDFDokumen11 halaman61 Top Hydraulic Machines Question and Answers PDFzia0% (2)
- SOP19 Safe Handling of Liquid NitrogenDokumen10 halamanSOP19 Safe Handling of Liquid NitrogenSandeep ShettyBelum ada peringkat
- Naf S 125 15 03 07Dokumen38 halamanNaf S 125 15 03 07Sherif AdelBelum ada peringkat
- Pulsation DampenerDokumen12 halamanPulsation DampenerAnibal Jose Cruz Larez100% (1)
- Boile: A Presentation ONDokumen25 halamanBoile: A Presentation ONashoku24007Belum ada peringkat
- Plumbing Water Treatment MethodsDokumen24 halamanPlumbing Water Treatment Methodsasdsad asdasdasdBelum ada peringkat
- Introduction To Effective Permeability and Relative PermeabilityDokumen21 halamanIntroduction To Effective Permeability and Relative PermeabilityGodstime OkoeneBelum ada peringkat
- 0497 4 Flow Straightener Catalog Sheet 05 14Dokumen2 halaman0497 4 Flow Straightener Catalog Sheet 05 14mkfe2006Belum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)