Anda mungkin juga menyukai
- Half Day CC Roads Construction 9th March 2023 and Joints and ExmplesDokumen123 halamanHalf Day CC Roads Construction 9th March 2023 and Joints and ExmplesrajibchattarajBelum ada peringkat
- Carbon Dioxide Absorbing ConcreteDokumen34 halamanCarbon Dioxide Absorbing ConcreteJigar BpBelum ada peringkat
- Irjet V8i7747Dokumen6 halamanIrjet V8i7747KhanBelum ada peringkat
- Speed Dam & Vis RCC TechDokumen15 halamanSpeed Dam & Vis RCC TechsunilbauchkarBelum ada peringkat
- DM SSSDokumen5 halamanDM SSSiitmpdBelum ada peringkat
- Floating Concrete by Using Light Weight Aggregates and Air Entraining AgentDokumen5 halamanFloating Concrete by Using Light Weight Aggregates and Air Entraining AgentWang ZhaohuaBelum ada peringkat
- Carbonation Curing of Concrete Blocks To Mitigate Carbon EmissionDokumen22 halamanCarbonation Curing of Concrete Blocks To Mitigate Carbon EmissionHadi Iz'aanBelum ada peringkat
- Ppt-Sugarcane Bagasse AshDokumen27 halamanPpt-Sugarcane Bagasse AshHegdeVenugopalBelum ada peringkat
- Concrete Mix Design M60 Grade of Concrete OPC 53 GradeDokumen3 halamanConcrete Mix Design M60 Grade of Concrete OPC 53 GradeAjinkya MahajanBelum ada peringkat
- 1 s2.0 S000888460000497X Main PDFDokumen6 halaman1 s2.0 S000888460000497X Main PDFJatin MaggoBelum ada peringkat
- Tchumene Access Project Project Quality Management System (QMS)Dokumen9 halamanTchumene Access Project Project Quality Management System (QMS)Loforte CumbeBelum ada peringkat
- Of Curing Upon Carbonation of Concrete: J. P. Balayssac, Ch. H. D&rich6 and J. GrandetDokumen5 halamanOf Curing Upon Carbonation of Concrete: J. P. Balayssac, Ch. H. D&rich6 and J. GrandetGiovanna KarolinyBelum ada peringkat
- Process Parameter Optimization of CO2 MouldingDokumen4 halamanProcess Parameter Optimization of CO2 MouldingVasu RajaBelum ada peringkat
- Injection Projects World WideDokumen26 halamanInjection Projects World WideGabriel Naves MoraesBelum ada peringkat
- 2017 Leusmann CBM Hardening US CalDokumen7 halaman2017 Leusmann CBM Hardening US CalbaboooooBelum ada peringkat
- عبدالعزيز البليحي تجربة 8Dokumen9 halamanعبدالعزيز البليحي تجربة 8Khaled AlomariBelum ada peringkat
- Zhang 2009Dokumen8 halamanZhang 2009Ahmed EsamBelum ada peringkat
- Moragahakanda Kaluganga Development Project Material LaboratoryDokumen2 halamanMoragahakanda Kaluganga Development Project Material LaboratorykunalscribduomBelum ada peringkat
- Is Concrete Mix DesignDokumen21 halamanIs Concrete Mix DesignahmedanyBelum ada peringkat
- Shaojun Zhou - Gas Technology InstituteDokumen29 halamanShaojun Zhou - Gas Technology InstituteShitalbioBelum ada peringkat
- Glass Fibre Reinforced ConcreteDokumen44 halamanGlass Fibre Reinforced ConcreteSooraj SuryaBelum ada peringkat
- Mix Design of Cement GroutDokumen4 halamanMix Design of Cement GroutjitendraBelum ada peringkat
- 36 - Process Characteristics of Clinker and Cement Production - Cluster Workshop Hamburg 2107 - 10 - 26 - PresentedDokumen30 halaman36 - Process Characteristics of Clinker and Cement Production - Cluster Workshop Hamburg 2107 - 10 - 26 - PresentedIrshad Hussain100% (1)
- 2Dokumen24 halaman2jasekanBelum ada peringkat
- Bentomat STDokumen1 halamanBentomat STDanilo Rojas MartinezBelum ada peringkat
- Development of High-Performance Concrete (HPC) From Local MaterialsDokumen9 halamanDevelopment of High-Performance Concrete (HPC) From Local Materialsindex PubBelum ada peringkat
- الكثافه الحقليه ساحة الخمس بالفورمه الجديده kkDokumen1 halamanالكثافه الحقليه ساحة الخمس بالفورمه الجديده kkMadi MigoBelum ada peringkat
- Orb Concrete Mix Design 2685Dokumen6 halamanOrb Concrete Mix Design 2685Tilottas SahooBelum ada peringkat
- Green Cement R22Dokumen24 halamanGreen Cement R22povhieBelum ada peringkat
- Loctite PC 7319 Chemical Resistant CoatingDokumen4 halamanLoctite PC 7319 Chemical Resistant CoatingKarsa SambasBelum ada peringkat
- Design of Steam Methane Reforming Bayonet Reactor For Hydrogen Production From Natural Gas Using CFD ModelDokumen1 halamanDesign of Steam Methane Reforming Bayonet Reactor For Hydrogen Production From Natural Gas Using CFD ModelSugoo LeeBelum ada peringkat
- Soil Mixture With Bentonite and Fly Ash For Bottom Liner in Landfill in HanoiDokumen8 halamanSoil Mixture With Bentonite and Fly Ash For Bottom Liner in Landfill in HanoiThiên LongBelum ada peringkat
- Foam ConcreteDokumen12 halamanFoam Concretealexnlima852Belum ada peringkat
- Exploratory Project ON Concrete Mix DesignDokumen28 halamanExploratory Project ON Concrete Mix DesignAMAN GUPTABelum ada peringkat
- M.S Wet AreaDokumen16 halamanM.S Wet Areaahmed samirBelum ada peringkat
- Second Review - Batch 03-1Dokumen16 halamanSecond Review - Batch 03-119114 GovindBelum ada peringkat
- (16178106 - Applied Rheology) Rheological Behavior of A Bentonite MudDokumen12 halaman(16178106 - Applied Rheology) Rheological Behavior of A Bentonite MudgessicapalaoroBelum ada peringkat
- Concrete Mix Design - M60 Grade of Concrete (OPC 53 Grade)Dokumen2 halamanConcrete Mix Design - M60 Grade of Concrete (OPC 53 Grade)greatpicBelum ada peringkat
- Advancement in Concrete TechnologyDokumen20 halamanAdvancement in Concrete TechnologyKuldeep Chakerwarti100% (1)
- Effects of Curing Upon Carbonation of Concrete: Construction and Building Materials April 1995Dokumen6 halamanEffects of Curing Upon Carbonation of Concrete: Construction and Building Materials April 1995İbraheem NabeelBelum ada peringkat
- Design MixDokumen7 halamanDesign MixMohammad Hafiz MahadzirBelum ada peringkat
- 153 Ijmperdfeb2018153Dokumen10 halaman153 Ijmperdfeb2018153TJPRC PublicationsBelum ada peringkat
- Laboratory Evaluation of Modified Bitumen Using Superpave Methodology Under Indian ConditionsDokumen35 halamanLaboratory Evaluation of Modified Bitumen Using Superpave Methodology Under Indian ConditionsMd.imthiyazBelum ada peringkat
- Heat of Hydration StressesDokumen7 halamanHeat of Hydration StressesAnkur BarsainyaBelum ada peringkat
- Use of Plastics PDFDokumen60 halamanUse of Plastics PDFHimadri HaldarBelum ada peringkat
- The University of Dar Es SalaamDokumen7 halamanThe University of Dar Es SalaamAdaminovic MrishoBelum ada peringkat
- Kyambogo University Faculty of Engineering Department of Civil and Building EngineeringDokumen7 halamanKyambogo University Faculty of Engineering Department of Civil and Building EngineeringOkello StevenBelum ada peringkat
- Co2 Absorbing Concrete BlockDokumen5 halamanCo2 Absorbing Concrete BlockHai HaBelum ada peringkat
- نايف العازمي تجربة 8Dokumen10 halamanنايف العازمي تجربة 8Khaled AlomariBelum ada peringkat
- 14. Bột nam châm đất hiếmDokumen7 halaman14. Bột nam châm đất hiếmLily HoangBelum ada peringkat
- Tugasan1 EAL337 201718webDokumen2 halamanTugasan1 EAL337 201718webNasrulBelum ada peringkat
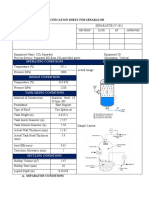
- Specification Sheet For Separator: Operating Conditions SketchDokumen12 halamanSpecification Sheet For Separator: Operating Conditions SketchAngelikaOdimer100% (1)
- M 35 With FlyashDokumen54 halamanM 35 With FlyashCIVIL ENGINEERINGBelum ada peringkat
- CLC ProjectDokumen9 halamanCLC Projectasm sauravBelum ada peringkat
- Concrete and Its PropertiesDokumen24 halamanConcrete and Its Propertiesabhijeet sahuBelum ada peringkat
- Preparation of Shrinkage Compensating Concrete WitDokumen7 halamanPreparation of Shrinkage Compensating Concrete WitPradeep VempadaBelum ada peringkat
- Design of Pavement by Using Geo PolymerDokumen33 halamanDesign of Pavement by Using Geo PolymermohammedaliarBelum ada peringkat
- Revised Estimate - Bhuki KhadiDokumen1 halamanRevised Estimate - Bhuki KhadiprabhusudhaBelum ada peringkat
- Polyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976Dari EverandPolyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976A. GuyotBelum ada peringkat
- Mape Antique IDokumen4 halamanMape Antique IdraganugBelum ada peringkat
- Sikadur 31Dokumen4 halamanSikadur 31draganugBelum ada peringkat
- Triblock Finish GBDokumen4 halamanTriblock Finish GBdraganugBelum ada peringkat
- MasterGlenium® 51Dokumen4 halamanMasterGlenium® 51draganugBelum ada peringkat
- Cirovic Ttem 8 4Dokumen7 halamanCirovic Ttem 8 4draganugBelum ada peringkat
- 057 5) ProceedingDokumen4 halaman057 5) ProceedingdraganugBelum ada peringkat
- Tetrapods North of The Arctic CircleDokumen3 halamanTetrapods North of The Arctic CircledraganugBelum ada peringkat
- Boom GDokumen3 halamanBoom GdraganugBelum ada peringkat
- 090 Comprehensive LiDokumen4 halaman090 Comprehensive LidraganugBelum ada peringkat
- TL-Sika Injection PackersDokumen4 halamanTL-Sika Injection PackersdraganugBelum ada peringkat
- High Speed DoorsDokumen64 halamanHigh Speed DoorsVadimMedooffBelum ada peringkat
- Fire Damper - FDDokumen7 halamanFire Damper - FDZaw Moe KhineBelum ada peringkat
- Soil Nailing in GermanyDokumen56 halamanSoil Nailing in GermanyJose Martinez100% (1)
- WOOD As A BUILDING MATERIAL 2Dokumen9 halamanWOOD As A BUILDING MATERIAL 2Jays Tioxon IIIBelum ada peringkat
- Conexiones y Aplicaciones Estructurales de Compuestos Poliméricos Reforzados Con Fibra para Infraestructura Civil en Entornos AgresivosDokumen15 halamanConexiones y Aplicaciones Estructurales de Compuestos Poliméricos Reforzados Con Fibra para Infraestructura Civil en Entornos Agresivosjose mauricio muñoz bolivarBelum ada peringkat
- Development Proposal For 101 Brady Street in Allegan, MichiganDokumen19 halamanDevelopment Proposal For 101 Brady Street in Allegan, MichiganWWMTBelum ada peringkat
- ICREC 2015 - Dobson Rammed EarthDokumen8 halamanICREC 2015 - Dobson Rammed EarthAndresBelum ada peringkat
- E1.0Dokumen1 halamanE1.0Muhammad AbuBakarBelum ada peringkat
- Chapter 3 Literature ReviewDokumen9 halamanChapter 3 Literature ReviewRohit PatilBelum ada peringkat
- Conditions Where Ground Freezing Is Most EffectiveDokumen3 halamanConditions Where Ground Freezing Is Most EffectiveKeam RamirezBelum ada peringkat
- Cost Value Reconciliation 2005Dokumen14 halamanCost Value Reconciliation 2005Yasser ElsalhyBelum ada peringkat
- Technical Specification Civil WorksDokumen144 halamanTechnical Specification Civil WorkshasBelum ada peringkat
- Draft Minimum Property Standards - Dominica PDFDokumen60 halamanDraft Minimum Property Standards - Dominica PDFemeki20029700Belum ada peringkat
- Permacrib BrochureDokumen4 halamanPermacrib BrochureKamal Latif100% (1)
- BoronGrades Brochure ENDokumen4 halamanBoronGrades Brochure ENIsha KainBelum ada peringkat
- New Atlanta Permaline 2021Dokumen2 halamanNew Atlanta Permaline 2021Glenda SibongaBelum ada peringkat
- Rules BNBC 2020Dokumen23 halamanRules BNBC 2020ibti nabilBelum ada peringkat
- Footing SlidesDokumen19 halamanFooting SlidesColitz D. KhenBelum ada peringkat
- PS Bank Tower, MakatiDokumen5 halamanPS Bank Tower, MakatiJhon Micco ErginaBelum ada peringkat
- Cerj MS Id 555662Dokumen9 halamanCerj MS Id 555662احمد الدلالBelum ada peringkat
- Hydrostop 4.5 Py-M-MfDokumen2 halamanHydrostop 4.5 Py-M-MfPrashantBaruaBelum ada peringkat
- CA42 Holding Down Bolts To EC2Dokumen4 halamanCA42 Holding Down Bolts To EC2zaidiamna9Belum ada peringkat
- Question Bank: Department of Civil Engineering Design of Steel StructuresDokumen61 halamanQuestion Bank: Department of Civil Engineering Design of Steel Structuresbrownpepper30Belum ada peringkat
- Buena Mano Q3-2013 Greater Metro Manila Area CatalogDokumen48 halamanBuena Mano Q3-2013 Greater Metro Manila Area CatalogJay CastilloBelum ada peringkat
- Loading Summary For A Slab On Girder Bridge According To The CAN/CSA-S6Dokumen27 halamanLoading Summary For A Slab On Girder Bridge According To The CAN/CSA-S6Muntasir Billah100% (1)
- Essay 07Dokumen5 halamanEssay 07Mohammed ZohebBelum ada peringkat
- L-Supprt With PL at The EdgeDokumen26 halamanL-Supprt With PL at The EdgeinnovativekarthiBelum ada peringkat
- Consistent DeformationDokumen98 halamanConsistent DeformationHarianto RamadhanBelum ada peringkat
- Precast ConcreteDokumen69 halamanPrecast Concretecapriciouskash70% (10)
- Audible & Vibratory Pavement MarkingDokumen4 halamanAudible & Vibratory Pavement MarkingRoslan 'Abok' KamarudinBelum ada peringkat